JP5376589B2 - タイヤ製造装置及びタイヤ製造方法 - Google Patents
タイヤ製造装置及びタイヤ製造方法 Download PDFInfo
- Publication number
- JP5376589B2 JP5376589B2 JP2009198340A JP2009198340A JP5376589B2 JP 5376589 B2 JP5376589 B2 JP 5376589B2 JP 2009198340 A JP2009198340 A JP 2009198340A JP 2009198340 A JP2009198340 A JP 2009198340A JP 5376589 B2 JP5376589 B2 JP 5376589B2
- Authority
- JP
- Japan
- Prior art keywords
- unvulcanized tread
- unvulcanized
- molded body
- tread
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Tyre Moulding (AREA)
Description
図示の例では、まず、成形ドラム(図示せず)を用いて、カーカスプライやビードコア等の各種タイヤ構成部材を組み合わせて円筒状に形成し、その中央部を膨出(図13A参照)させて、外周面の所定範囲にコードCを螺旋状に巻き付けてベルト(スパイラルベルト)Bを形成する。
また、本発明は、被成形体の外周に未加硫トレッドを貼り付けて未加硫タイヤを成形するタイヤ製造方法であって、ドラムの周方向に配置された複数のセグメントを囲む弾性バンドの外周面に、被成形体の外径よりも内径が小さい環状の未加硫トレッドを形成する工程と、複数のセグメントを拡径変位させる工程と、弾性バンドを内周面に接触するセグメントの拡径変位に合わせて弾性変形させ、環状の未加硫トレッドの内径を被成形体の外径よりも大きく拡径する工程と、拡径させた未加硫トレッドを保持して被成形体の外周に対向させて配置する工程と、未加硫トレッドの保持を解除して、未加硫トレッドを対向する被成形体の外周に向けて収縮させる工程と、収縮した未加硫トレッドを被成形体に押圧し、未加硫トレッドを被成形体の外周に圧着して貼り付ける工程と、を有し、セグメントと接触する弾性バンドの内周面とセグメントとの摩擦係数を、前記セグメントの拡径に伴う弾性バンドの拡径変形時に、セグメントに対して滑りが可能な値にしたことを特徴とする。
本実施形態のタイヤ製造装置は、被成形体の外周に環状(筒状)の未加硫トレッドの内周を貼り付けて未加硫タイヤを成形し、例えば自動二輪車用や乗用車用の空気入りタイヤや、他の気体を充填したタイヤ等、トレッドを有するタイヤを製造する。以下では、モーターサイクル用タイヤを例に採り、その未加硫タイヤを成形する手順や動作等について説明する。
タイヤ製造装置1は、図示のように、被成形体を成形する成形ドラム2(第1成形ドラム)と、ドラム12(第2成形ドラム)により環状の未加硫トレッドを形成する形成装置10と、形成後の未加硫トレッドを保持する保持手段20と、未加硫トレッドの側部を支持する支持手段40とを備えている。これら成形ドラム2とドラム12の軸線、及び、保持手段20と支持手段40の中心軸は、全て同一の中心線CL上に位置しており、保持手段20と支持手段40は、中心線CLに沿って、両ドラム2、12と同芯状にそれらの間を移動する。
形成装置10は、図示のように、図1に示す供給手段11から供給される帯状の未加硫トレッドTをドラム12に巻き付けて、環状の未加硫トレッドTを形成する。供給手段11は、押出機により所定断面形状の未加硫トレッドTを順次押し出し、或いは、予め成形した未加硫トレッドTをストック部から送り出す等して、未加硫トレッドTをドラム12に連続して供給する。
環状の未加硫トレッドTは、図示のように、弾性バンド14の外周面に接触して保持され、弾性バンド14を挟んで複数のセグメント13に支持される(図3A参照)。その状態から、形成装置10は、複数のセグメント13を拡径変位(図3B参照)させて、その外周面に接触する弾性バンド14をセグメント13の拡径変位に合わせて弾性変形させる。これにより、弾性バンド14を伸長させて、セグメント13間の隙間を埋めつつ拡径させ、弾性バンド14の外周面上の未加硫トレッドTを、環状の形状を維持して拡径変形させる。このようにして、形成装置10は、拡縮手段(拡径手段)によりドラム12を拡径させて、環状の未加硫トレッドTを半径方向外側に向けて拡大(拡径)させ、その内径を、後述するように、被成形体の外径よりも大きく所定径まで拡径させる。
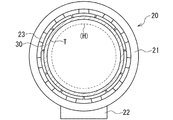
保持手段20は、図示のように、円筒状のフレーム21と、フレーム21の下面に固定されたフレーム21の移動手段22と、フレーム21の内径部に設けられた拡縮変位可能な複数の分割保持部材30とを有する。また、保持手段20は、複数の分割保持部材30を同期して拡縮変位させて所定径位置に配置する拡縮変位手段23を有し、複数の分割保持部材30を拡径又は縮径変位させて、変位可能範囲内の任意の外径の未加硫トレッドTを保持させる。拡縮変位手段23は、例えばピストン・シリンダ機構、又は、リンク機構と駆動手段等からなり、複数の分割保持部材30を、保持する未加硫トレッドTの外径に応じて半径方向に拡縮変位させ、互いに周方向に接近及び離間させる。
分割保持部材30は、図示のように、それぞれ同じ形状の矩形板状をなし、周方向(図では左右方向)の一方(図では右方)の端部に凹部31が、他方(図では左方)の端部に凸部32が形成され、周方向に沿って隣接して配置されている。凸部32は、平面視矩形状の凸片であり、分割保持部材30の端部の中央部から周方向に所定長さ突出して形成されている。一方、凹部31は、凸部32よりも僅かに大きい平面視矩形状をなし、凸部32に対応する端部の中央部に形成され、凸部32の全体を内部に収容可能になっている。また、分割保持部材30は、凹部31の幅方向(図では上下方向)の両側の部分が、凸部32と同じ大きさの平面視矩形状をなすように、凹部31と凸部32が対応して形成されている。
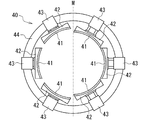
支持手段40は、図6に示すように、未加硫トレッドTを支持する複数(ここでは6つ)の支持部材41と、各支持部材41が固定された連結部材42と、両部材41、42を未加硫トレッドTの半径方向に移動させる移動手段43と、移動手段43が取り付けられた環状部材44とを有する。また、支持手段40は、複数の支持部材41内の中央部に円形の貫通部が設けられており、その中を被成形体Hが通過可能になっている。
ここで、本実施形態では、拡径前の未加硫トレッドTの内径(図8AのD1)と、被成形体Hの外径(図8BのD2)との間に拡径率Vを設定し、環状の未加硫トレッドTを設定された拡径率Vに基づき拡径させる。この拡径率Vは、被成形体Hの外径D2に対する未加硫トレッドTの内径D1の比から算出(V=1−D1/D2)される。ここでは、5〜15%の拡径率Vで未加硫トレッドTを拡径させるように、被成形体Hの外径D2に対して、拡径前の未加硫トレッドTの内径D1が設定される。ただし、未加硫トレッドTは、被成形体Hを囲んで配置するため、その外径D2よりも所定径(ここでは、20mm)だけ大きい内径(図8AのD3)に拡径する。この拡径させた未加硫トレッドTを、保持手段20により外周側から保持して移動させ、被成形体Hの外周に対向させて配置する。
本発明の効果を確認するため、タイヤ製造装置1により、以上説明したように未加硫タイヤを成形して、未加硫トレッドTの伸びと厚さのバラツキや均一性を評価する試験を行った。試験では、まず、環状の未加硫トレッドTを形成したドラム12(図3参照)を拡径させて、未加硫トレッドTの内径を被成形体Hの外径よりも大きく拡径させた状態で、未加硫トレッドTの伸びを測定した。
試験の結果、比較例の弾性バンド(図9A参照)では、いずれも、伸長率が小さいセグメント13の位置に対して、セグメント13の間の位置で伸長率が大きくなり、周方向に沿って伸長率に6%程度のバラツキが生じた。これに対し、実施例の弾性バンド14(図9B参照)では、セグメント13の位置とセグメント13の間の位置とで伸長率に差がなく、伸長率のバラツキが1.8%程度と低減して均一性が高くなった。これより、実施例の弾性バンド14では、比較例の弾性バンドに比べて均等に伸長し、未加硫トレッドTをより均等に伸長させて厚さのバラツキを低減でき、厚さの周方向の均一性を高くできることが分かった。
比較例の保持手段80(図10A参照)には、周方向に6分割した分割保持部材81を設け、それらの半径方向内側の保持面で未加硫トレッドTを保持する。また、比較例の分割保持部材81(図10B参照)は、分割位置で直線状に分割して凹部や凸部のない矩形板状に形成し、複数の吸着手段82により未加硫トレッドTを吸着して保持する。このように、比較例の分割保持部材81は、実施例の分割保持部材30よりも少ない数に分割し、分割保持部材81同士が離れたときには、離間範囲の未加硫トレッドTを保持しないようになっている。
試験の結果、比較例の保持手段80(図11A参照)では、分割保持部材81間の未加硫トレッドTが収縮するのに伴い、被成形体H上でも、収縮後の未加硫トレッドTの伸長率に周方向に沿って3.5〜5.7%程度のバラツキが生じた。また、分割保持部材81間に対応する位置(図11Aの谷部)で伸長率が小さくなり、伸長率が周方向に沿ってジグザグ状に繰り返し変化していた。

図示のように、従来品に対し、実施品1、2、3では、端部のバラツキが0.8、0.6、0.6と小さくなり、均一性が高くなっていた。また、実施品1、2、3では、全体として、従来品よりもバラツキが小さくなり、周方向に沿うトレッドの厚さの均一性が高いことが分かった。特に、実施品2(拡径率V=10%)は、他の実施品1、3よりもバラツキが小さく、厚さの均一性が最も高くなることが分かった。
Claims (5)
- 被成形体の外周に未加硫トレッドを貼り付けて未加硫タイヤを成形するタイヤ製造装置であって、
外周に環状の未加硫トレッドが形成される拡縮可能なドラムと、
ドラムを拡径させて、環状の未加硫トレッドを拡径させる拡径手段と、
拡径させた未加硫トレッドを保持する保持手段と、
保持手段が保持する未加硫トレッドを被成形体の外周に対向させて配置する配置手段と、
被成形体の外周に対向する未加硫トレッドの保持手段による保持を解除させる保持解除手段と、
保持手段による保持を解除した未加硫トレッドを被成形体に押圧し、被成形体の外周に圧着して貼り付ける押圧手段と、を備え、
ドラムが、ドラム周方向に配置された拡縮変位可能な複数のセグメントと、複数のセグメントを囲んで配置された弾性バンドを有し、セグメントと接触する弾性バンドの内周面とセグメントとの摩擦係数を、前記セグメントの拡径に伴う弾性バンドの拡径変形時に、セグメントに対して滑りが可能な値にしたことを特徴とするタイヤ製造装置。 - 請求項1に記載されたタイヤ製造装置において、
弾性バンドの内周面に、接触するセグメントに対する摩擦力を低減させる表面処理が施されていることを特徴とするタイヤ製造装置。 - 請求項1に記載されたタイヤ製造装置において、
弾性バンドが、内周面に接触するセグメントに対する摩擦力を低減させる弾性変形可能な摩擦部材を有することを特徴とするタイヤ製造装置。 - 請求項3に記載されたタイヤ製造装置において、
摩擦部材が、伸縮可能な布であることを特徴とするタイヤ製造装置。 - 被成形体の外周に未加硫トレッドを貼り付けて未加硫タイヤを成形するタイヤ製造方法であって、
ドラムの周方向に配置された複数のセグメントを囲む弾性バンドの外周面に、被成形体の外径よりも内径が小さい環状の未加硫トレッドを形成する工程と、
複数のセグメントを拡径変位させる工程と、
弾性バンドを内周面に接触するセグメントの拡径変位に合わせて弾性変形させ、環状の未加硫トレッドの内径を被成形体の外径よりも大きく拡径する工程と、
拡径させた未加硫トレッドを保持して被成形体の外周に対向させて配置する工程と、
未加硫トレッドの保持を解除して、未加硫トレッドを対向する被成形体の外周に向けて収縮させる工程と、
収縮した未加硫トレッドを被成形体に押圧し、未加硫トレッドを被成形体の外周に圧着して貼り付ける工程と、を有し、
セグメントと接触する弾性バンドの内周面とセグメントとの摩擦係数を、前記セグメントの拡径に伴う弾性バンドの拡径変形時に、セグメントに対して滑りが可能な値にしたことを特徴とするタイヤ製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009198340A JP5376589B2 (ja) | 2009-08-28 | 2009-08-28 | タイヤ製造装置及びタイヤ製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009198340A JP5376589B2 (ja) | 2009-08-28 | 2009-08-28 | タイヤ製造装置及びタイヤ製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011046164A JP2011046164A (ja) | 2011-03-10 |
| JP5376589B2 true JP5376589B2 (ja) | 2013-12-25 |
Family
ID=43832969
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009198340A Expired - Fee Related JP5376589B2 (ja) | 2009-08-28 | 2009-08-28 | タイヤ製造装置及びタイヤ製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5376589B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5722051B2 (ja) * | 2011-01-11 | 2015-05-20 | 株式会社ブリヂストン | タイヤ製造装置及びタイヤ製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01249429A (ja) * | 1988-03-31 | 1989-10-04 | Sumitomo Rubber Ind Ltd | ベルト・トレッド組立体の成形方法およびその装置 |
| JPH0381132A (ja) * | 1989-08-24 | 1991-04-05 | Bridgestone Corp | タイヤ成型方法および装置 |
| JP4259704B2 (ja) * | 1999-12-07 | 2009-04-30 | 横浜ゴム株式会社 | タイヤ成形システム及び成形方法 |
| JP4166535B2 (ja) * | 2002-09-02 | 2008-10-15 | 横浜ゴム株式会社 | 多分割式タイヤ成形ドラムによるタイヤを製造する方法及び多分割式タイヤ成形ドラム |
| JP2006069140A (ja) * | 2004-09-06 | 2006-03-16 | Yokohama Rubber Co Ltd:The | 航空機用更生タイヤの製造方法 |
| JP2006346930A (ja) * | 2005-06-14 | 2006-12-28 | Bridgestone Corp | プレキュアトレッドの組付け方法および組付け装置 |
| JP5474445B2 (ja) * | 2009-08-20 | 2014-04-16 | 株式会社ブリヂストン | タイヤ製造方法及びタイヤ製造用金型 |
| JP5473117B2 (ja) * | 2009-08-28 | 2014-04-16 | 株式会社ブリヂストン | タイヤ製造装置及びタイヤ製造方法 |
| JP5473053B2 (ja) * | 2009-08-28 | 2014-04-16 | 株式会社ブリヂストン | タイヤ製造装置及びタイヤ製造方法 |
-
2009
- 2009-08-28 JP JP2009198340A patent/JP5376589B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011046164A (ja) | 2011-03-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1772464B (zh) | 充气轮胎及其制造方法 | |
| JP2008044354A (ja) | カーカス補強プライを張り付ける装置及び方法 | |
| RU2730832C2 (ru) | Способ и установка для сборки шин | |
| US20170326825A1 (en) | Process and apparatus for building tyres for vehicle wheels | |
| US20170282471A1 (en) | Process and apparatus for building tyres for vehicle wheels | |
| JP5473117B2 (ja) | タイヤ製造装置及びタイヤ製造方法 | |
| CN100488761C (zh) | 充气轮胎的制造方法和由此制得的充气轮胎 | |
| JP5473053B2 (ja) | タイヤ製造装置及びタイヤ製造方法 | |
| JP4914508B2 (ja) | 自動二輪車用の生タイヤの製造方法 | |
| JP5376589B2 (ja) | タイヤ製造装置及びタイヤ製造方法 | |
| JP4263755B1 (ja) | 空気入りタイヤの製造方法 | |
| US20170157873A1 (en) | Method and apparatus for assembling a tire blank | |
| CN100418746C (zh) | 充气轮胎的制造方法 | |
| CN107073857B (zh) | 充气轮胎的制造方法和充气轮胎 | |
| JP5116011B2 (ja) | タイヤ製造装置及び製造方法 | |
| JP5570368B2 (ja) | タイヤ構成部材の圧着装置、タイヤ製造装置及びタイヤ製造方法 | |
| JP6953983B2 (ja) | タイヤの製造方法 | |
| EP3487693B1 (en) | Method and apparatus for building tyres for vehicle wheels | |
| JP5536391B2 (ja) | 更生タイヤの製造方法及び製造装置 | |
| JP5361679B2 (ja) | タイヤ構成部材の圧着装置及びタイヤ製造装置 | |
| JP2008207506A (ja) | タイヤ成型方法 | |
| JP5056440B2 (ja) | 空気入りタイヤの製造方法及び空気入りタイヤ | |
| JP2004249496A (ja) | 空気入りタイヤの製造方法及びその装置 | |
| JP4860111B2 (ja) | タイヤの製造方法およびそれに用いるタイヤ製造装置 | |
| JP2012101426A (ja) | 未加硫ゴム部材および未加硫タイヤ圧着装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120828 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130724 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130725 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130830 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130919 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130919 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5376589 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |