JP5377873B2 - ウェーハ研磨装置及び該研磨装置を用いたウェーハ研磨方法 - Google Patents
ウェーハ研磨装置及び該研磨装置を用いたウェーハ研磨方法 Download PDFInfo
- Publication number
- JP5377873B2 JP5377873B2 JP2008069932A JP2008069932A JP5377873B2 JP 5377873 B2 JP5377873 B2 JP 5377873B2 JP 2008069932 A JP2008069932 A JP 2008069932A JP 2008069932 A JP2008069932 A JP 2008069932A JP 5377873 B2 JP5377873 B2 JP 5377873B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- pressure
- polishing
- air
- chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Mechanical Treatment Of Semiconductor (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
弾性パッドを支持する支持部材があり、支持部材の下面に弾性パッドに当接する弾性膜を備えた当接部材を有し、弾性パッドと支持部材との間に形成される空間の内部には、当接部材の内部に形成される第1の圧力室と該当接部材の外部に形成される第2の圧力室とを有する構成としている。
又、ダイヤフラムが伸縮性の弾性部材で構成される場合は、こうした圧力分布の特異点は存在するが、その特異点による影響が顕著でない場合もある。これは、ダイヤフラム自身の伸縮、弾性変形の変形しろが大きいため、ダイヤフラム内で吸収し、見かけ上滑らかな形状になる。しかし、こうした弾性部材でダイヤフラムを形成する場合、局所的な加圧分布を、ダイヤフラムの撓み剛性によって緩和する能力は大きく低下する。即ち、ダイヤ
フラムに局所的な荷重がかかっても、その局所部分だけが変形するため局所荷重を分散して分布を持たせた圧力を伝達するといった応力分散板としての機能は殆どなくなってしまう。
前記研磨ヘッドの底面であるウェーハ装着面に複数のウェーハ押圧部分を配置し、複数の前記押圧部分に空気を個々に独立して供給して、その空気圧により前記複数の押圧部分が独立して変位する機構を有し、
その複数の押圧部分を包絡するとともに、ウェハへの押圧分布を緩和する撓み性を有する可撓板を装着したことを特徴とするウェーハ研磨装置を提供するものである。
研磨ヘッドの底面であるウェーハ装着面に複数のウェーハ押圧領域を配置し、
複数の前記押圧領域に異なる圧力の空気を供給して、その異なる圧力により前記複数の押圧領域が独立して変位して押圧する機構を有し、
その複数の異なる圧力の押圧領域を包絡するように撓み性を有する可撓板を装着したことを特徴とするウェーハ研磨装置を提供するものである。
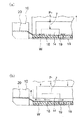
表裏を貫通する吸引孔19,19…が設けられており、該吸引孔19,19…を介してウェーハWを圧力ディスク18へ吸着させる。ウェーハWは、研磨前ウェーハWを搬送する際に、この吸引孔19,19…からエアーと共にウェーハWを吸い込むことで圧力ディスク18上の軟質部材表面に減圧吸着される。これによって、ウェーハWを搬送系から研磨部分へ該ウェーハWを研磨ヘッド6に吸着した状態で搬送することが可能となる。
い可撓膜20はキャリア11の外周部の間で可撓膜20がキャリア11外周に巻き付く形でシールし、ウェーハWを吸着搬送することが可能となる。
2 プラテン
3 プラテン駆動モータ
4 回転駆動機構
5 研磨パッド
6 研磨ヘッド
7 軸
8 トップカバー
9 外周リング部
10 リテーナリング
11 キャリア
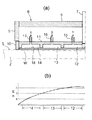
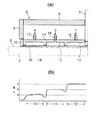
12 内側空気室
13 中間空気室
14 外側空気室
15,16,17 空気管路
18 圧力ディスク
19 吸引孔
20 可撓膜
W ウェーハ
Claims (1)
- ウェーハを保持する研磨ヘッドを備え、研磨ヘッドが保持したウェーハをプラテン上の研磨パッドの表面へ押し付け、プラテンと研磨ヘッドを夫々相対的に運動させて、ウェーハを研磨するウェーハ研磨装置であって、
前記研磨ヘッドの底面であるウェーハ装着面に複数のウェーハ押圧部分を配置し、複数の前記押圧部分に空気を個々に独立して供給して、その空気圧により前記複数の押圧部分が独立して変位する機構を有し、
その複数の押圧部分を包絡するとともに、ウェハへの押圧分布を緩和する撓み性を有する可撓板を装着したことを特徴とするウェーハ研磨装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008069932A JP5377873B2 (ja) | 2008-03-18 | 2008-03-18 | ウェーハ研磨装置及び該研磨装置を用いたウェーハ研磨方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008069932A JP5377873B2 (ja) | 2008-03-18 | 2008-03-18 | ウェーハ研磨装置及び該研磨装置を用いたウェーハ研磨方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009224702A JP2009224702A (ja) | 2009-10-01 |
| JP5377873B2 true JP5377873B2 (ja) | 2013-12-25 |
Family
ID=41241150
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008069932A Active JP5377873B2 (ja) | 2008-03-18 | 2008-03-18 | ウェーハ研磨装置及び該研磨装置を用いたウェーハ研磨方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5377873B2 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011177842A (ja) * | 2010-03-02 | 2011-09-15 | Ebara Corp | 研磨装置及び研磨方法 |
| JP5847519B2 (ja) * | 2011-09-29 | 2016-01-20 | 京セラクリスタルデバイス株式会社 | ウエハの接合装置 |
| KR101597870B1 (ko) * | 2012-04-02 | 2016-02-25 | 강준모 | 화학 기계적 연마 장치 용 캐리어 헤드 |
| JP6158637B2 (ja) * | 2012-08-28 | 2017-07-05 | 株式会社荏原製作所 | 弾性膜及び基板保持装置 |
| US10315286B2 (en) | 2016-06-14 | 2019-06-11 | Axus Technologi, Llc | Chemical mechanical planarization carrier system |
| CN108098567A (zh) * | 2017-12-14 | 2018-06-01 | 苏州新美光纳米科技有限公司 | 抛光用压力缓冲垫、抛光装置及抛光工艺 |
| JP7125839B2 (ja) * | 2017-12-28 | 2022-08-25 | 株式会社東京精密 | Cmp装置 |
| JP7003838B2 (ja) * | 2018-05-17 | 2022-01-21 | 株式会社Sumco | 研磨ヘッド及びこれを用いたウェーハ研磨装置及び研磨方法 |
| CN111251177B (zh) * | 2020-03-10 | 2021-11-16 | 北京烁科精微电子装备有限公司 | 承载头及具有其的抛光装置 |
| CN115172253B (zh) * | 2022-06-13 | 2026-03-06 | 深圳市微恒自动化设备有限公司 | 一种顶针机构及晶片搬运设备 |
| CN116604466B (zh) * | 2023-04-11 | 2026-03-06 | 中国电子科技集团公司第十一研究所 | 用于大面阵红外探测器芯片减薄的抛光调平装置及其方法 |
| CN117325076B (zh) * | 2023-10-08 | 2026-04-28 | 杭州众硅电子科技有限公司 | 一种用于改善边缘研磨均匀性的抛光装置 |
| CN119347638B (zh) * | 2024-10-31 | 2026-02-24 | 华海清科股份有限公司 | 用于晶圆加工的承载头、化学机械抛光设备和方法 |
| CN120002545B (zh) * | 2025-04-21 | 2025-07-18 | 浙江工业大学 | 一种去厚均匀的硅片全自动抛光方法及设备 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3311116B2 (ja) * | 1993-10-28 | 2002-08-05 | 株式会社東芝 | 半導体製造装置 |
| JP3795128B2 (ja) * | 1996-02-27 | 2006-07-12 | 株式会社荏原製作所 | ポリッシング装置 |
| JPH11285966A (ja) * | 1998-04-02 | 1999-10-19 | Speedfam-Ipec Co Ltd | キャリア及びcmp装置 |
| JP4056205B2 (ja) * | 1999-10-15 | 2008-03-05 | 株式会社荏原製作所 | ポリッシング装置および方法 |
| JP2001219369A (ja) * | 2000-02-08 | 2001-08-14 | Sumitomo Metal Ind Ltd | 研磨形状予測方法及び研磨方法並びに研磨装置 |
| JP2002187060A (ja) * | 2000-10-11 | 2002-07-02 | Ebara Corp | 基板保持装置、ポリッシング装置、及び研磨方法 |
| JP2002198338A (ja) * | 2000-12-25 | 2002-07-12 | Tokyo Seimitsu Co Ltd | ウェーハ研磨装置 |
| JP2003163193A (ja) * | 2001-11-29 | 2003-06-06 | Shin Etsu Handotai Co Ltd | ウェーハ研磨方法および研磨ヘッド |
-
2008
- 2008-03-18 JP JP2008069932A patent/JP5377873B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009224702A (ja) | 2009-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5377873B2 (ja) | ウェーハ研磨装置及び該研磨装置を用いたウェーハ研磨方法 | |
| US6776694B2 (en) | Methods for carrier head with multi-part flexible membrane | |
| JP4408566B2 (ja) | 基板保持器 | |
| KR101767272B1 (ko) | 연마 장치 | |
| US6913518B2 (en) | Profile control platen | |
| JP2004500251A (ja) | 調節可能な圧力領域及び隔壁を有する加工物キャリヤ | |
| US20140242886A1 (en) | Polishing head in chemical mechanical polishing apparatus and chemical mechanical polishing apparatus including the same | |
| TWI865589B (zh) | 用於化學機械拋光的方法、系統及承載頭 | |
| US9604340B2 (en) | Carrier head having abrasive structure on retainer ring | |
| US6569771B2 (en) | Carrier head for chemical mechanical polishing | |
| JP4519972B2 (ja) | 化学機械研磨の制御可能圧力及びローディング領域を有するキャリヤヘッド | |
| JP3641464B2 (ja) | 半導体基板ホルダおよびこれを備えた半導体基板の研磨装置 | |
| JP3816297B2 (ja) | 研磨装置 | |
| US7063604B2 (en) | Independent edge control for CMP carriers | |
| JP4531389B2 (ja) | ポリシングヘッド及び化学機械的研磨装置 | |
| KR20040023228A (ko) | 화학적 기계적 평탄화 기계의 폴리싱 헤드 | |
| JP5408883B2 (ja) | ウェーハ研磨装置 | |
| JP6104940B2 (ja) | 改善された研磨ヘッド保持リングのための方法および装置 | |
| KR102650422B1 (ko) | 연마 헤드 및 연마 처리 장치 | |
| CN223339155U (zh) | 抛光头和抛光设备 | |
| KR100492330B1 (ko) | 화학기계적 연마장치의 캐리어 헤드 | |
| TWI314763B (en) | Carrier head with flexible membrane | |
| CN119260586B (zh) | 抛光头、抛光设备、抛光方法、处理器及存储介质 | |
| KR20040056634A (ko) | 화학적 기계적 연마 장치 | |
| KR100725923B1 (ko) | 연마헤드용 멤브레인 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130322 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130924 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130925 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5377873 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |