JP5404208B2 - 熱交フィンのフィンカラー成形装置 - Google Patents
熱交フィンのフィンカラー成形装置 Download PDFInfo
- Publication number
- JP5404208B2 JP5404208B2 JP2009152410A JP2009152410A JP5404208B2 JP 5404208 B2 JP5404208 B2 JP 5404208B2 JP 2009152410 A JP2009152410 A JP 2009152410A JP 2009152410 A JP2009152410 A JP 2009152410A JP 5404208 B2 JP5404208 B2 JP 5404208B2
- Authority
- JP
- Japan
- Prior art keywords
- forming
- forging
- fin
- fin material
- plate fin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K23/00—Making other articles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
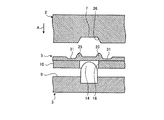
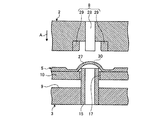
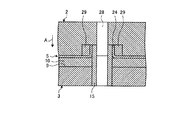
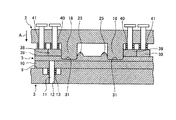
図1〜図12は、本発明にかかる熱交フィンのフィンカラー成形方法および装置の実施の形態1を示す。なお、図面は、概念図であるから、各図に図示されている各構成部品の寸法は、一致しない場合がある。
図13は、本発明にかかる熱交フィンのフィンカラー成形方法および装置の実施の形態2を示す。図中、図1〜図12と同符号は、同一のものを示す。
図14は、本発明にかかる熱交フィンのフィンカラー成形方法および装置の実施の形態3を示す。図中、図1〜図13と同符号は、同一のものを示す。
図15は、本発明にかかる熱交フィンのフィンカラー成形方法および装置の実施の形態3を示す。図中、図1〜図14と同符号は、同一のものを示す。
図16は、本発明にかかる熱交フィンのフィンカラー成形方法および装置の実施の形態3を示す。図中、図1〜図15と同符号は、同一のものを示す。
2 上型
3 下型
4 ガイドポスト
5 プレートフィン素材
6 鍛造ダイス
7 絞りダイス
8 ピアスバーリングダイス
9 当接面
10 ストリッパープレート
11 ガイドピン
12 ガイド孔
13 スプリング
14 成形絞りパンチ
15 バーリング成形用金型
16 透孔
17 透孔
18 鍛造固定部
19 鍛造可動部
20 スプリング
21 湾曲部
22 ガイドピン
23 ガイド孔
24 フィンカラー
25 肉溜まり部
26 凹部
27 張り出し部
28 打ち抜きパンチ
29 ノックアウトカラー
30 孔
31 窪み
32 カール部
33 プレートフィン
34 伝熱管
35 熱交換器
36 テーパ部
37 油圧シリンダー
38 鍛造可動部
39 鍛造可動部
40 スプリング
41 スプリング
42 ガイドピン
43 ガイド孔
44 スプリング
Claims (5)
- 熱交換器で使用される冷媒を循環させる伝熱管と貫通密着する熱交フィンのフィンカラーを成形する装置において、
プレートフィン素材のうちフィンカラーに対応する箇所に肉溜まり部を成形する手段と、
前記プレートフィン素材の前記肉溜まり部を引き伸ばして張り出し部を成形する手段と、
前記プレートフィン素材の前記張り出し部に孔を開ける孔開け手段と、
前記プレートフィン素材の前記孔を有する前記張り出し部を立ち上げて立ち上げ部を成形する立ち上げ部成形手段と、
前記プレートフィン素材の前記立ち上げ部の先端部をカールしてカール部を成形する手段と、
を備え、
前記肉溜まり部成形手段は、鍛造ダイスが設けられている上型と、下型と、から構成されていて、
前記鍛造ダイスは、前記肉溜まり部を成形する鍛造固定部と、前記鍛造固定部に対して移動可能であり、かつ、前記プレートフィン素材に押し付ける力を制御するスプリングを備えて前記鍛造固定部の周囲に分割構造で設けられた鍛造可動部と、から構成されている、
ことを特徴とする熱交フィンのフィンカラー成形装置。 - 熱交換器で使用される冷媒を循環させる伝熱管と貫通密着する熱交フィンのフィンカラーを成形する装置において、
プレートフィン素材のうちフィンカラーに対応する箇所に肉溜まり部を成形する手段と、
前記プレートフィン素材の前記肉溜まり部を引き伸ばして張り出し部を成形する手段と、
前記プレートフィン素材の前記張り出し部に孔を開ける孔開け手段と、
前記プレートフィン素材の前記孔を有する前記張り出し部を立ち上げて立ち上げ部を成形する立ち上げ部成形手段と、
前記プレートフィン素材の前記立ち上げ部の先端部をカールしてカール部を成形する手段と、
を備え、
前記肉溜まり部成形手段は、鍛造ダイスが設けられている上型と、下型と、から構成されていて、
前記鍛造ダイスは、前記肉溜まり部を成形する鍛造固定部と、前記鍛造固定部に対して移動可能であり、かつ、前記プレートフィン素材に押し付ける力を制御するスプリングが前記鍛造固定部の中央に対して対称に配置されて前記鍛造固定部の周囲に設けられた鍛造可動部と、を有し、前記上型と別個に構成されていて、前記鍛造固定部の中央上部に配置された弾性体によって前記下型に押し付けられるように前記上型に支持されている、
ことを特徴とする熱交フィンのフィンカラー成形装置。 - 前記鍛造固定部の前記肉溜まり部を成形する角部には、湾曲部が設けられている、ことを特徴とする請求項1又は2に記載の熱交フィンのフィンカラー成形装置。
- 前記鍛造固定部の前記肉溜まり部を成形する角部には、テーパ部が設けられている、ことを特徴とする請求項1又は2に記載の熱交フィンのフィンカラー成形装置。
- 前記孔開け手段と前記立ち上げ部成形手段とは、前記プレートフィン素材の前記張り出し部に孔を開ける加工と、前記プレートフィン素材の前記孔を有する前記張り出し部を立ち上げて立ち上げ部を成形する加工と、を同時に行う1個の手段から構成されている、ことを特徴とする請求項1又は2に記載の熱交フィンのフィンカラー成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009152410A JP5404208B2 (ja) | 2009-06-26 | 2009-06-26 | 熱交フィンのフィンカラー成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009152410A JP5404208B2 (ja) | 2009-06-26 | 2009-06-26 | 熱交フィンのフィンカラー成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011005529A JP2011005529A (ja) | 2011-01-13 |
| JP5404208B2 true JP5404208B2 (ja) | 2014-01-29 |
Family
ID=43562810
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009152410A Expired - Fee Related JP5404208B2 (ja) | 2009-06-26 | 2009-06-26 | 熱交フィンのフィンカラー成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5404208B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5555504B2 (ja) * | 2010-02-15 | 2014-07-23 | 株式会社田中製作所 | ボス部を備えた物品の製造方法 |
| DE102015114317A1 (de) * | 2015-08-28 | 2017-03-02 | Thyssenkrupp Ag | Auskragen mit großer Kragenwanddicke |
| CN112828144B (zh) * | 2020-12-30 | 2023-02-03 | 四川瑞宝电子股份有限公司 | 一种微小精密通讯组件插孔卷圆的连续冲压模具 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52103089A (en) * | 1976-02-25 | 1977-08-29 | Toyo Seimitsu Press Kogyo Kk | Punching method of goods having based through hole and punching device of goods |
| JPS55165231A (en) * | 1979-06-11 | 1980-12-23 | Topy Ind Ltd | Working method of nut seat face |
| JPS57116326U (ja) * | 1981-01-08 | 1982-07-19 | ||
| JPS6033834A (ja) * | 1983-08-02 | 1985-02-21 | Futaba Seisakusho:Kk | サラ穴プレス加工用パンチ,治具及びサラ穴プレス加工方法 |
| JPH084849B2 (ja) * | 1987-04-15 | 1996-01-24 | 株式会社日立製作所 | バ−リング成形装置 |
| JPH0626737B2 (ja) * | 1989-10-23 | 1994-04-13 | 中村製作所株式会社 | 板材への軸部成形方法 |
| JP2607011B2 (ja) * | 1992-09-07 | 1997-05-07 | 日高精機 株式会社 | 熱交換器用フィンの製造方法とそれに用いる製造金型 |
| JP2701122B2 (ja) * | 1993-07-20 | 1998-01-21 | 株式会社ユタカ技研 | ボス部形成方法 |
| JPH0810867A (ja) * | 1994-06-29 | 1996-01-16 | Toyota Motor Corp | バーリング加工方法および装置 |
| JPH08117908A (ja) * | 1994-10-19 | 1996-05-14 | Hidaka Seiki Kk | 熱交換器用フィンの製造方法 |
| JP4076102B2 (ja) * | 1998-05-19 | 2008-04-16 | 東プレ株式会社 | 板金の厚肉化プレス工法 |
| JP3957410B2 (ja) * | 1998-08-12 | 2007-08-15 | 中村製作所株式会社 | 板材への突軸形成方法 |
| JP2001225118A (ja) * | 2000-02-18 | 2001-08-21 | Aaki Yamade Kk | 穿孔具 |
| JP2004286358A (ja) * | 2003-03-24 | 2004-10-14 | Calsonic Kansei Corp | 熱交換器のコア部構造 |
-
2009
- 2009-06-26 JP JP2009152410A patent/JP5404208B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011005529A (ja) | 2011-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10092940B2 (en) | Method for forming a pressed component, method for manufacturing a pressed component, and die apparatus for forming a pressed component | |
| US9468971B2 (en) | Press forming method | |
| CN108160815A (zh) | 一种全自动无废料高质量的冲裁卷圆模具 | |
| US20120073350A1 (en) | Bossed disc-like member manufacturing method and bossed disc-like member manufacturing apparatus | |
| KR20150106394A (ko) | 프레스 부품의 성형 방법, 프레스 부품의 제조 방법 및 프레스 부품의 성형용 금형 | |
| JP3579936B2 (ja) | 有底筒状製品の成形方法 | |
| CN202028682U (zh) | 薄板上高凸缘的翻孔成型模具 | |
| CN206677018U (zh) | 一种冲压复合模具 | |
| CN107639160A (zh) | 高精度高效率薄板压形冲孔复合模具组件 | |
| CN105880308A (zh) | 一种动触头两次挤压模具及其第二序挤压模具 | |
| JP5404208B2 (ja) | 熱交フィンのフィンカラー成形装置 | |
| WO2007032434A1 (ja) | アンダカット部を有する成形品の製造方法及びその鍛造成形装置並びに中間成形体 | |
| JP4702843B2 (ja) | 筒形成形品の製造方法及び金型 | |
| JP4379414B2 (ja) | カップ状部品の成形方法及び成形装置 | |
| CN102527759A (zh) | 薄板上成型高凸缘的翻孔方法及模具 | |
| CN108856479A (zh) | 一种板料上冲压定位柱的工艺 | |
| JP5287422B2 (ja) | カップ状部材の塑性加工装置及び方法 | |
| JPH05154575A (ja) | 穴フランジング工法及び穴フランジング金型 | |
| US10974302B2 (en) | Manufacturing method for cylindrical portion | |
| CN206578196U (zh) | 冲压拉伸互换型模具 | |
| JP2006346703A (ja) | プレス加工方法 | |
| JP5313109B2 (ja) | フィンカラー成形金型装置 | |
| CN108941329A (zh) | 一种冲模结构及其冲压方法 | |
| JP4677821B2 (ja) | 差厚板の製造方法および製造装置 | |
| CN222659863U (zh) | 一种冷镦拉伸模具组件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111101 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130305 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130402 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131001 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131029 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5404208 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |