JP5470460B2 - 基板搬送方法および基板搬送システム - Google Patents
基板搬送方法および基板搬送システム Download PDFInfo
- Publication number
- JP5470460B2 JP5470460B2 JP2012526302A JP2012526302A JP5470460B2 JP 5470460 B2 JP5470460 B2 JP 5470460B2 JP 2012526302 A JP2012526302 A JP 2012526302A JP 2012526302 A JP2012526302 A JP 2012526302A JP 5470460 B2 JP5470460 B2 JP 5470460B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- transfer
- holding surface
- support
- transferred
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/06—Gripping heads and other end effectors with vacuum or magnetic holding means
- B25J15/0608—Gripping heads and other end effectors with vacuum or magnetic holding means with magnetic holding means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/92—Devices for picking-up and depositing articles or materials incorporating electrostatic or magnetic grippers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/33—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations into and out of processing chamber
- H10P72/3302—Mechanical parts of transfer devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/33—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations into and out of processing chamber
- H10P72/3306—Horizontal transfer of a single workpiece
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/72—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using electrostatic chucks
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Description
上記電極に電圧を印加した状態で、上記支持面から上記保持面へ上記基板が移載される。
上記搬送ロボットは、静電吸着用の電極が配置された保持面を有する。
上記支持面は、基板を支持するためのものである。
上記コントローラは、上記支持面に対して上記保持面を相対的に移動させる移動制御と、上記電極への電圧の供給制御とが可能であり、上記搬送ロボットにより、上記電極に電圧を印加した状態で、上記支持面から上記基板を上記保持面へ移載させるように構成される。
上記電極に電圧を印加した状態で、上記支持面から上記保持面へ上記基板が移載される。
これにより、保持面の帯電を抑制でき、基板の適正な保持動作を確保することができる。
上記搬送ロボットは、静電吸着用の電極が配置された保持面を有する。
上記支持面は、基板を支持するためのものである。
上記コントローラは、上記支持面に対して上記保持面を相対的に移動させる移動制御と、上記電極への電圧の供給制御とが可能であり、上記搬送ロボットにより、上記電極に電圧を印加した状態で、上記支持面から上記基板を上記保持面へ移載させるように構成される。
これにより、処理室間における基板の搬送時間をさらに短縮することができる。
これにより、保持面の帯電を抑制でき、基板の適正な保持動作を確保することができる。
なお理解を容易にするため、図5〜図7において、処理室33および処理室35以外の他の処理室の図示は省略する。また、以下の説明では各処理室と搬送室との間を仕切るゲートバルブの図示およびそれらの開閉動作についての説明は省略する。
2…搬送室
21,22…搬送ロボット
30…ステージ
30〜36…処理室
201…ハンド部
210…保持面
214…静電チャック部材
225a,225b…電極部
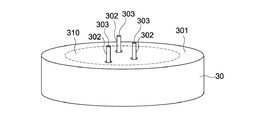
301…ステージ面
302…ホイストピン
303…支持面
Claims (5)
- 静電吸着用の電極を有する搬送ロボットの保持面を、支持部材の支持面に支持された基板の近傍に移動させ、
前記電極に電圧を印加した状態で、前記支持面から前記保持面へ前記基板を移載し、
前記保持面で前記基板を静電的に吸着した状態で、前記支持面へ前記基板を移載する
基板搬送方法。 - 請求項1に記載の基板搬送方法であって、
前記保持面から前記支持面へ前記基板を移載した後、前記支持面から前記保持面へ前記基板を移載する前に、前記電極に印加する電圧の極性を切り替える基板搬送方法。 - 静電吸着用の電極が配置された保持面を有する搬送ロボットと、
基板を支持するための支持面と、
前記支持面に対して前記保持面を相対的に移動させる移動制御と、前記電極への電圧の供給制御とが可能であり、前記搬送ロボットにより、前記電極に電圧を印加した状態で、前記支持面から前記基板を前記保持面へ移載させ、さらに、前記搬送ロボットにより、前記保持面で前記基板を静電的に吸着した状態で、前記支持面へ前記基板を移載させるように構成されたコントローラと
を具備する基板搬送システム。 - 請求項3に記載の基板搬送システムであって、
前記コントローラは、前記搬送ロボットにより、前記保持面から前記支持面へ前記基板を移載させた後、前記支持面から前記保持面へ前記基板を移載させる前に、前記電極に印加する電圧の極性を切り替える基板搬送システム。 - 請求項3または請求項4に記載の基板搬送システムであって、
前記搬送ロボットは、
本体と、
前記本体に対して弾性的に昇降可能に配置され、前記基板の周縁を支持可能に構成された複数の支持ピンとを有する
基板搬送システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012526302A JP5470460B2 (ja) | 2010-07-27 | 2011-07-25 | 基板搬送方法および基板搬送システム |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010167746 | 2010-07-27 | ||
| JP2010167746 | 2010-07-27 | ||
| PCT/JP2011/004163 WO2012014428A1 (ja) | 2010-07-27 | 2011-07-25 | 基板搬送方法および基板搬送システム |
| JP2012526302A JP5470460B2 (ja) | 2010-07-27 | 2011-07-25 | 基板搬送方法および基板搬送システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2012014428A1 JPWO2012014428A1 (ja) | 2013-09-12 |
| JP5470460B2 true JP5470460B2 (ja) | 2014-04-16 |
Family
ID=45529661
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012526302A Active JP5470460B2 (ja) | 2010-07-27 | 2011-07-25 | 基板搬送方法および基板搬送システム |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8717737B2 (ja) |
| JP (1) | JP5470460B2 (ja) |
| KR (1) | KR101400453B1 (ja) |
| CN (1) | CN103026479B (ja) |
| TW (1) | TWI540666B (ja) |
| WO (1) | WO2012014428A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016194336A1 (ja) * | 2015-05-29 | 2016-12-08 | 株式会社アルバック | 静電チャック付き搬送ロボットの制御システム |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103026479B (zh) * | 2010-07-27 | 2016-02-24 | 株式会社爱发科 | 基板运送方法和基板运送系统 |
| KR101409752B1 (ko) * | 2012-04-26 | 2014-07-08 | 주식회사 탑 엔지니어링 | 기판 이송 로봇을 이용한 멀티 챔버 기판 처리 장치 |
| CN103496845B (zh) * | 2013-09-25 | 2016-06-29 | 深圳市华星光电技术有限公司 | 用于基板加工的给料系统以及基板切割机 |
| CN105097625A (zh) * | 2014-05-19 | 2015-11-25 | 北京北方微电子基地设备工艺研究中心有限责任公司 | 一种传输装置及半导体加工设备 |
| JP6965776B2 (ja) * | 2018-02-08 | 2021-11-10 | トヨタ自動車株式会社 | 静電吸着搬送装置およびその方法 |
| US11077535B2 (en) * | 2018-02-14 | 2021-08-03 | Samsung Electronics Co., Ltd. | Process system having locking pin and locking pin |
| JP6592662B1 (ja) * | 2018-10-31 | 2019-10-23 | 株式会社プロセス・ラボ・ミクロン | ワーク運搬装置 |
| CN110258098B (zh) * | 2019-06-26 | 2021-09-24 | 拓卡奔马机电科技有限公司 | 一种面料抓取装置、单层裁床、面料抓取方法 |
| US11196360B2 (en) * | 2019-07-26 | 2021-12-07 | Applied Materials, Inc. | System and method for electrostatically chucking a substrate to a carrier |
| JP7566526B2 (ja) * | 2020-07-29 | 2024-10-15 | 株式会社Screenホールディングス | 基板処理装置および基板搬送方法 |
| KR102617398B1 (ko) | 2020-08-13 | 2023-12-26 | 세메스 주식회사 | 기판 반송 장치, 기판 처리 장치 및 기판 반송 방법 |
| KR102883702B1 (ko) * | 2021-04-28 | 2025-11-10 | 삼성전자주식회사 | 이송 유닛을 갖는 반도체 제조 장치 및 반도체 소자 형성 방법 |
| JP7688791B1 (ja) * | 2025-02-27 | 2025-06-04 | ノリタケ株式会社 | ワーク載置装置 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02288352A (ja) * | 1989-04-10 | 1990-11-28 | Applied Materials Inc | ウェーハを絶縁されたブレードにより静電的にクランプする方法 |
| JPH04230051A (ja) * | 1990-12-27 | 1992-08-19 | Kyocera Corp | 静電チャックの制御装置 |
| JPH07257751A (ja) * | 1994-03-18 | 1995-10-09 | Kanagawa Kagaku Gijutsu Akad | 静電浮上搬送装置及びその静電浮上用電極 |
| JPH1092917A (ja) * | 1996-09-11 | 1998-04-10 | Metsukusu:Kk | 半導体ウエハ搬送用ロボットのハンド |
| JPH11168132A (ja) * | 1997-12-05 | 1999-06-22 | Hitachi Ltd | 静電吸着装置 |
| JPH11284052A (ja) * | 1998-01-30 | 1999-10-15 | Nikon Corp | 基板搬送方法、基板搬送装置、及び露光装置、並びにデバイス製造方法 |
| JP2002353291A (ja) * | 2001-05-30 | 2002-12-06 | Ulvac Japan Ltd | 基板搬送装置 |
| JP2006005136A (ja) * | 2004-06-17 | 2006-01-05 | Canon Inc | 搬送装置 |
| JP2009032712A (ja) * | 2007-07-24 | 2009-02-12 | Tokyo Electron Ltd | 基板搬送処理装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2884202B2 (ja) | 1991-09-06 | 1999-04-19 | 株式会社日立ホームテック | 加熱調理器 |
| WO1999028220A1 (en) | 1997-12-03 | 1999-06-10 | Nikon Corporation | Substrate transferring device and method |
| JP4644035B2 (ja) * | 2005-05-25 | 2011-03-02 | ミライアル株式会社 | 枚葉収納容器 |
| KR101119075B1 (ko) * | 2007-03-12 | 2012-03-15 | 주식회사 코미코 | 웨이퍼 이송 장치 |
| US20090109595A1 (en) * | 2007-10-31 | 2009-04-30 | Sokudo Co., Ltd. | Method and system for performing electrostatic chuck clamping in track lithography tools |
| CN103026479B (zh) * | 2010-07-27 | 2016-02-24 | 株式会社爱发科 | 基板运送方法和基板运送系统 |
| JP5963453B2 (ja) * | 2011-03-15 | 2016-08-03 | 株式会社荏原製作所 | 検査装置 |
-
2011
- 2011-07-25 CN CN201180036140.9A patent/CN103026479B/zh active Active
- 2011-07-25 KR KR1020127033235A patent/KR101400453B1/ko active Active
- 2011-07-25 JP JP2012526302A patent/JP5470460B2/ja active Active
- 2011-07-25 US US13/812,745 patent/US8717737B2/en active Active
- 2011-07-25 WO PCT/JP2011/004163 patent/WO2012014428A1/ja not_active Ceased
- 2011-07-27 TW TW100126537A patent/TWI540666B/zh active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02288352A (ja) * | 1989-04-10 | 1990-11-28 | Applied Materials Inc | ウェーハを絶縁されたブレードにより静電的にクランプする方法 |
| JPH04230051A (ja) * | 1990-12-27 | 1992-08-19 | Kyocera Corp | 静電チャックの制御装置 |
| JPH07257751A (ja) * | 1994-03-18 | 1995-10-09 | Kanagawa Kagaku Gijutsu Akad | 静電浮上搬送装置及びその静電浮上用電極 |
| JPH1092917A (ja) * | 1996-09-11 | 1998-04-10 | Metsukusu:Kk | 半導体ウエハ搬送用ロボットのハンド |
| JPH11168132A (ja) * | 1997-12-05 | 1999-06-22 | Hitachi Ltd | 静電吸着装置 |
| JPH11284052A (ja) * | 1998-01-30 | 1999-10-15 | Nikon Corp | 基板搬送方法、基板搬送装置、及び露光装置、並びにデバイス製造方法 |
| JP2002353291A (ja) * | 2001-05-30 | 2002-12-06 | Ulvac Japan Ltd | 基板搬送装置 |
| JP2006005136A (ja) * | 2004-06-17 | 2006-01-05 | Canon Inc | 搬送装置 |
| JP2009032712A (ja) * | 2007-07-24 | 2009-02-12 | Tokyo Electron Ltd | 基板搬送処理装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016194336A1 (ja) * | 2015-05-29 | 2016-12-08 | 株式会社アルバック | 静電チャック付き搬送ロボットの制御システム |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20130030273A (ko) | 2013-03-26 |
| CN103026479B (zh) | 2016-02-24 |
| TW201209954A (en) | 2012-03-01 |
| CN103026479A (zh) | 2013-04-03 |
| TWI540666B (zh) | 2016-07-01 |
| US20130129462A1 (en) | 2013-05-23 |
| KR101400453B1 (ko) | 2014-05-28 |
| JPWO2012014428A1 (ja) | 2013-09-12 |
| US8717737B2 (en) | 2014-05-06 |
| WO2012014428A1 (ja) | 2012-02-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5470460B2 (ja) | 基板搬送方法および基板搬送システム | |
| JP7454976B2 (ja) | 基板支持台、プラズマ処理システム及びエッジリングの交換方法 | |
| JP7534249B2 (ja) | プラズマ処理システム及び環状部材の取り付け方法 | |
| JP7724939B2 (ja) | 基板支持台、プラズマ処理システム及び環状部材の取り付け方法 | |
| JP4680657B2 (ja) | 基板搬送システム | |
| CN114731104A (zh) | 基板输送装置和基板处理系统 | |
| JP7727792B2 (ja) | プラズマ処理システム及びエッジリングの交換方法 | |
| JP2016046451A (ja) | 基板処理装置及び基板処理方法 | |
| JPWO2019198537A1 (ja) | 基板保持装置、基板保持方法及び成膜装置 | |
| KR20230085867A (ko) | 기판 지지대, 플라즈마 처리 장치 및 링의 교환 방법 | |
| WO2020026549A1 (ja) | 基板リフト装置及び基板搬送方法 | |
| US12456613B2 (en) | Plasma processing system, plasma processing apparatus, and method for replacing edge ring | |
| WO2022163582A1 (ja) | プラズマ処理装置 | |
| JP2001358193A (ja) | 静電吸着装置、基板搬送装置、真空処理装置及び基板保持方法 | |
| WO2024071074A1 (ja) | 基板処理システム | |
| JP6513508B2 (ja) | 搬送装置、その制御方法及び基板処理システム | |
| JP2022135646A (ja) | 基板支持台及びプラズマ処理装置 | |
| KR102956783B1 (ko) | 플라즈마 처리 시스템 및 환상 부재의 장착 방법 | |
| JP2014123655A (ja) | 基板搬送装置、基板搬送方法及び基板処理システム | |
| JP2024108621A (ja) | 基板処理システム、および基板搬送方法 | |
| JP2022136624A (ja) | プラズマ処理システム及び消耗部材の取り付け方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131008 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140203 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5470460 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |