JP5497761B2 - 改良型粉体ディスペンサモジュールおよび粉体ディスペンサアセンブリ - Google Patents
改良型粉体ディスペンサモジュールおよび粉体ディスペンサアセンブリ Download PDFInfo
- Publication number
- JP5497761B2 JP5497761B2 JP2011522061A JP2011522061A JP5497761B2 JP 5497761 B2 JP5497761 B2 JP 5497761B2 JP 2011522061 A JP2011522061 A JP 2011522061A JP 2011522061 A JP2011522061 A JP 2011522061A JP 5497761 B2 JP5497761 B2 JP 5497761B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- cartridge
- valve
- dispenser module
- powder dispenser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000843 powder Substances 0.000 title claims description 413
- 238000012546 transfer Methods 0.000 claims description 39
- 238000001514 detection method Methods 0.000 claims description 15
- 238000000034 method Methods 0.000 claims description 13
- 230000007246 mechanism Effects 0.000 claims description 9
- 238000004891 communication Methods 0.000 claims description 2
- 230000004044 response Effects 0.000 claims description 2
- 238000009825 accumulation Methods 0.000 claims 1
- 239000003814 drug Substances 0.000 description 9
- 229940079593 drug Drugs 0.000 description 9
- 238000005276 aerator Methods 0.000 description 7
- 239000000523 sample Substances 0.000 description 7
- 230000000712 assembly Effects 0.000 description 4
- 238000000429 assembly Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 238000012377 drug delivery Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000002775 capsule Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- NOESYZHRGYRDHS-UHFFFAOYSA-N insulin Chemical compound N1C(=O)C(NC(=O)C(CCC(N)=O)NC(=O)C(CCC(O)=O)NC(=O)C(C(C)C)NC(=O)C(NC(=O)CN)C(C)CC)CSSCC(C(NC(CO)C(=O)NC(CC(C)C)C(=O)NC(CC=2C=CC(O)=CC=2)C(=O)NC(CCC(N)=O)C(=O)NC(CC(C)C)C(=O)NC(CCC(O)=O)C(=O)NC(CC(N)=O)C(=O)NC(CC=2C=CC(O)=CC=2)C(=O)NC(CSSCC(NC(=O)C(C(C)C)NC(=O)C(CC(C)C)NC(=O)C(CC=2C=CC(O)=CC=2)NC(=O)C(CC(C)C)NC(=O)C(C)NC(=O)C(CCC(O)=O)NC(=O)C(C(C)C)NC(=O)C(CC(C)C)NC(=O)C(CC=2NC=NC=2)NC(=O)C(CO)NC(=O)CNC2=O)C(=O)NCC(=O)NC(CCC(O)=O)C(=O)NC(CCCNC(N)=N)C(=O)NCC(=O)NC(CC=3C=CC=CC=3)C(=O)NC(CC=3C=CC=CC=3)C(=O)NC(CC=3C=CC(O)=CC=3)C(=O)NC(C(C)O)C(=O)N3C(CCC3)C(=O)NC(CCCCN)C(=O)NC(C)C(O)=O)C(=O)NC(CC(N)=O)C(O)=O)=O)NC(=O)C(C(C)CC)NC(=O)C(CO)NC(=O)C(C(C)O)NC(=O)C1CSSCC2NC(=O)C(CC(C)C)NC(=O)C(NC(=O)C(CCC(N)=O)NC(=O)C(CC(N)=O)NC(=O)C(NC(=O)C(N)CC=1C=CC=CC=1)C(C)C)CC1=CN=CN1 NOESYZHRGYRDHS-UHFFFAOYSA-N 0.000 description 2
- 239000011859 microparticle Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 102000004877 Insulin Human genes 0.000 description 1
- 108090001061 Insulin Proteins 0.000 description 1
- 239000008186 active pharmaceutical agent Substances 0.000 description 1
- 230000003044 adaptive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000001580 bacterial effect Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 229940088679 drug related substance Drugs 0.000 description 1
- 230000003670 easy-to-clean Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000005243 fluidization Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 229940125396 insulin Drugs 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000003534 oscillatory effect Effects 0.000 description 1
- 229910052594 sapphire Inorganic materials 0.000 description 1
- 239000010980 sapphire Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000001225 therapeutic effect Effects 0.000 description 1
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/30—Devices or methods for controlling or determining the quantity or quality or the material fed or filled
- B65B1/46—Check-weighing of filled containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/04—Methods of, or means for, filling the material into the containers or receptacles
- B65B1/10—Methods of, or means for, filling the material into the containers or receptacles by rotary feeders
- B65B1/12—Methods of, or means for, filling the material into the containers or receptacles by rotary feeders of screw type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/30—Devices or methods for controlling or determining the quantity or quality or the material fed or filled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/30—Devices or methods for controlling or determining the quantity or quality or the material fed or filled
- B65B1/32—Devices or methods for controlling or determining the quantity or quality or the material fed or filled by weighing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B37/00—Supplying or feeding fluent-solid, plastic, or liquid material, or loose masses of small articles, to be packaged
- B65B37/14—Supplying or feeding fluent-solid, plastic, or liquid material, or loose masses of small articles, to be packaged by pneumatic feeders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/10—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged
- B65B57/14—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged and operating to control, or stop, the feed of articles or material to be packaged
- B65B57/145—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged and operating to control, or stop, the feed of articles or material to be packaged for fluent material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Quality & Reliability (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Basic Packing Technique (AREA)
- Feeding, Discharge, Calcimining, Fusing, And Gas-Generation Devices (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
Description
本出願は、参照によりその全文を本明細書に組み入れる、2008年8月5日付出願の米国特許仮出願第61/188001号に基づき優先権を主張するものである。
本発明は、粉体の分注および検知を行う方法および装置に関し、特に、正確に制御された量の粉体を多数のカートリッジ中に分注するとともに、それぞれのカートリッジの充填状態を個別に検知する方法および装置に関する。この粉体には薬剤を含めることができるとともに、カートリッジは吸入器(inhaler)として使用することができる。しかしながら、本発明はこのような用途に限定はされない。
粉体を含有する導管および導管の下端にあるバルブを有するディスペンサモジュールの下にカートリッジを位置させること、バルブを閉めた状態で、下方フィードエレメントステーショナリを停止状態に維持しながら導管内の上方フィードエレメントを動作させること、バルブを開けた状態で、導管内の上方フィードエレメントおよび下方フィードエレメントを動作させて粉体を開放バルブを介してカートリッジに分注すること、およびカートリッジの充填状態が所望に達した場合にバルブを閉めることを含む。
粉体を含有する粉体チャンバおよび粉体チャンバの下端のバルブを有するディスペンサモジュールの下にカートリッジを位置させること、バルブを開けること、粉体チャンバ内の流動化エレメントを有するフィードウォンドの振動運動により、粉体を開放バルブを介してカートリッジに分注すること、およびカートリッジの充填状態が所望に達した場合にバルブを閉めることを含む。
本発明のより良い理解のために、参照として取り込まれる以下の添付図面が参照される。
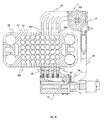
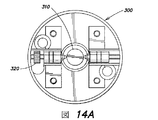
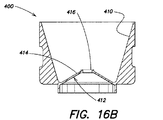
粉体ディスペンサモジュール54の態様は、図8−17に示され、以下のように説明される。
Claims (13)
- 粉体を受け入れるための粉体取入口、粉体取出口、ならびに粉体取入口および粉体取出口を連結する導管を規定するハウジング、
粉体取入口から粉体取出口へ導管を介して粉体を動かすためのフィードウォンドであって、第1ドライブシャフトに連結される下方フィードエレメントおよび第2ドライブシャフトに連結される上方フィードエレメントを含む、前記フィードウォンド、
粉体出力を制御するための充填バルブ、
バルブを開放位置および閉鎖位置に動作されるためのバルブアクチュエータ、
下方フィードエレメントを回転させるための第1ドライブシャフトに連結される第1アクチュエータ、
上方フィードエレメントを回転させるための第2ドライブシャフトに連結される第2アクチュエータ、および
制御システム
を含む粉体ディスペンサモジュールであって、
制御システムが、バルブの閉鎖をしながら上方フィードエレメントを回転させるように動作可能であると同時に、下方フィードエレメントを動かない状態に維持することができ、バルブを開放することができ、カートリッジに開放した状態のバルブを通って粉体を分注するために上方フィードエレメントおよび下方フィードエレメントを回転させることができ、カートリッジが所望の充填状態に達した場合にバルブを閉鎖することができることを特徴とする、前記粉体ディスペンサモジュール。 - 上方フィードエレメントと下方フィードエレメントが独立して制御され、所望の粉体フィード動作を達成することを特徴とする、請求項1に記載の粉体ディスペンサモジュール。
- 第1ドライブシャフトが内部シャフトを含み、第2ドライブシャフトが内部シャフトと同心の外部シャフトを含む、請求項1または2に記載の粉体ディスペンサモジュール。
- 内部シャフトが外部シャフトに相対的に自由に回転するために、フィードウォンドが、内部シャフトおよび外部シャフトの間にベアリングおよびシールをさらに含む、請求項3に記載の粉体ディスペンサモジュール。
- 上方フィードエレメントがワイヤフレームを含み、下方フィードエレメントがオーガーを含み、ワイヤフレームが、らせん部分およびらせん部分の上に位置する直線部分を含む、請求項3に記載の粉体ディスペンサモジュール。
- 少なくとも1つのオリフィスを有し粉体取出口の隣接に位置するオリフィス要素、ならびにオーガーおよびオリフィス要素の間の空間を規定するための、フィードウォンドおよびオリフィス要素の間に位置するベアリングをさらに含み、オリフィス要素がベアリングを支持する造粒機を含む、請求項5に記載の粉体ディスペンサモジュール。
- 造粒機が、ベアリングを受け入れるためのリングを支持するスポークを含み、スポークが、粉体の分注のためのオリフィスを規定する、請求項6に記載の粉体ディスペンサモジュール。
- 粉体取出口を制御するためのバルブであって、バルブが、フィードウォンドアセンブリの軸に垂直な軸の周りで回転するバルブ部材を含む、前記バルブ
を含む、請求項1〜7のいずれか一項に記載の粉体ディスペンサモジュール。 - バルブ部材が、ディスク平面内の軸の周りを回転するために装着されるディスクを含む、請求項8に記載の粉体ディスペンサモジュール。
- ディスクが、粉体の蓄積を制限するための鋭い外縁を有する、請求項9に記載の粉体ディスペンサモジュール。
- 請求項1〜10のいずれか一項に記載の複数の粉体ディスペンサモジュールを含む、粉体分注および検出装置であって、
カートリッジを保持するように構成されたカートリッジフォルダを受ける支持機構、
粉体をカートリッジに分注するようになっている粉体ディスペンサモジュール、
粉体を粉体ディスペンサモジュールに送達するための粉体移送システム、
カートリッジそれぞれの各充填状態を検知するための複数のセンサセルを含むセンサモジュール、および
カートリッジそれぞれの検知された各充填状態に応じて粉体ディスペンサモジュールを制御する制御システムが、粉体ディスペンサモジュールのそれぞれに埋め込みプロセッサを含み、それぞれの埋め込みプロセッサは各センサセルおよび粉体ディスペンサモジュールの要素と通信を行う、前記粉体分注および検出装置。 - 複数のカートリッジを保持するための支持構造、
各カートリッジに粉体を分注するための粉体ディスペンサモジュールを含む粉体ディスペンサアセンブリ、
粉体を粉体ディスペンサモジュールに送達するための粉体移送システム、
カートリッジそれぞれの各充填状態を検知するための複数のセンサセルを含む、センサモジュール、および
カートリッジそれぞれの検知された各充填状態に応じて粉体ディスペンサモジュールを制御するための制御システム、
を含む請求項1〜10のいずれか一項に記載の複数の粉体ディスペンサモジュールを含む、粉体分注および検出装置。 - 粉体を含有する導管および導管の下端にバルブを有するディスペンサモジュールの下にカートリッジを位置させることを含む、粉体をカートリッジへ分注するための方法であって、
バルブを閉鎖して、下方フィードエレメントを動かない状態に維持しながら導管の上方フィードエレメントを動作させること、
バルブを開放すること、
開放されたバルブを通って粉体をカートリッジに分注するために、導管の上方フィードエレメントおよび下方フィードエレメントを動作させること、および
カートリッジが所望の充填状態に達すると、バルブを閉じること
を特徴とする、前記方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18800108P | 2008-08-05 | 2008-08-05 | |
| US61/188,001 | 2008-08-05 | ||
| PCT/US2009/004500 WO2010016908A2 (en) | 2008-08-05 | 2009-08-05 | Improved powder dispenser modules and powder dispenser assemblies |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014043248A Division JP5934269B2 (ja) | 2008-08-05 | 2014-03-05 | 粉体分注検知装置および方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011530456A JP2011530456A (ja) | 2011-12-22 |
| JP2011530456A5 JP2011530456A5 (ja) | 2012-09-27 |
| JP5497761B2 true JP5497761B2 (ja) | 2014-05-21 |
Family
ID=41263626
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011522061A Expired - Fee Related JP5497761B2 (ja) | 2008-08-05 | 2009-08-05 | 改良型粉体ディスペンサモジュールおよび粉体ディスペンサアセンブリ |
| JP2014043248A Expired - Fee Related JP5934269B2 (ja) | 2008-08-05 | 2014-03-05 | 粉体分注検知装置および方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014043248A Expired - Fee Related JP5934269B2 (ja) | 2008-08-05 | 2014-03-05 | 粉体分注検知装置および方法 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US9221561B2 (ja) |
| EP (2) | EP2334560B1 (ja) |
| JP (2) | JP5497761B2 (ja) |
| KR (1) | KR20110040979A (ja) |
| CN (2) | CN103482090B (ja) |
| AU (2) | AU2009280075B2 (ja) |
| BR (1) | BRPI0917568A2 (ja) |
| CA (1) | CA2733017A1 (ja) |
| DK (2) | DK2684801T3 (ja) |
| ES (1) | ES2443300T3 (ja) |
| MX (1) | MX2011001421A (ja) |
| PL (1) | PL2334560T3 (ja) |
| PT (1) | PT2684801E (ja) |
| WO (1) | WO2010016908A2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE602006012120D1 (de) * | 2005-11-21 | 2010-03-25 | Mannkind Corp | Gerät und Verfahren zur Pulverausgabe und Messung |
| WO2014028640A1 (en) | 2012-08-14 | 2014-02-20 | Altria Client Services Inc. | Direct to container system with on-line weight control and associated method |
| JP6842632B2 (ja) * | 2013-11-22 | 2021-03-17 | 株式会社湯山製作所 | 薬剤払出し装置 |
| US9599442B2 (en) * | 2014-03-03 | 2017-03-21 | Adr International Limited | Automatic apparatus for high speed precision portioning of granules by weight |
| JP6856620B2 (ja) | 2015-07-27 | 2021-04-07 | サン、ファーマ、アドバンスト、リサーチ、カンパニー、リミテッドSun Pharma Advanced Research Company Limited | 薬剤搭載ナノ樹脂粒子 |
| CN105564671B (zh) * | 2015-12-01 | 2018-07-24 | 苏州信亨自动化科技有限公司 | 一种散装中药自动化定量分拣设备 |
| US9845167B1 (en) * | 2016-09-01 | 2017-12-19 | Multiply Labs Inc. | Dispensing system |
| GB2582732B (en) * | 2018-12-10 | 2022-08-24 | Douwe Egberts Bv | Powder dispensers and methods of dispensing powder |
| DE102019110074B4 (de) | 2019-04-16 | 2022-01-13 | Bürkert Werke GmbH & Co. KG | Dosiereinheit zur Dosierung von Fluiden, Dosierstation, Dosierspitze für eine Dosiereinheit und Verfahren zur Dosierung eines Fluids |
| US20250170025A1 (en) * | 2022-01-19 | 2025-05-29 | Capsugel Belgium Nv | Device for dosing solid particulate material |
| TWI868762B (zh) * | 2023-06-28 | 2025-01-01 | 水星生醫股份有限公司 | 模組化藥錠製造系統 |
Family Cites Families (106)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB369450A (en) | 1931-04-29 | 1932-03-24 | Katharina Freifrau V Gillern G | Improvements in and relating to automatic cartridge loading machines |
| DE1112443B (de) * | 1959-07-06 | 1961-08-03 | Niepmann & Co Maschf Fr | Vorrichtung zum Foerdern von plastischen Massen, insbesondere von Sprengstoff, bei Verpackungsmaschinen |
| US3353208A (en) | 1966-03-18 | 1967-11-21 | Continental Carbon Co | Apparatus for forming pellets |
| JPS45232Y1 (ja) | 1966-11-10 | 1970-01-07 | ||
| US3593371A (en) | 1968-11-28 | 1971-07-20 | Cities Service Co | Apparatus for producing improved pellets of a powder |
| JPS5437427Y2 (ja) * | 1975-03-12 | 1979-11-09 | ||
| US4145197A (en) * | 1976-05-21 | 1979-03-20 | Vereinigte Osterreichische Eisen- Und Stahlwerke-Alpine Montan Aktiengesellschaft | Impeller for separating dust particles from an air stream |
| CH595241A5 (ja) * | 1976-10-05 | 1978-02-15 | Sig Schweiz Industrieges | |
| FR2377937A1 (fr) | 1977-01-20 | 1978-08-18 | Alfa Laval Ag | Procede et dispositif pour la desaeration des poudres, telles que poudres de lait |
| US4127054A (en) * | 1977-10-26 | 1978-11-28 | Remington Arms Company, Inc. | Powder level inspection system with magnetic latching device |
| US4374540A (en) | 1978-09-15 | 1983-02-22 | Consolidated Natural Gas Service Company, Inc. | Pneumatic transport and heat exchange systems |
| US4308819A (en) | 1980-08-11 | 1982-01-05 | Commercial Resins Co. | System for spraying fluidized powder circumferentially around a pipe joint |
| FR2551725B1 (fr) | 1983-09-13 | 1985-12-06 | Durand Le Molaire Ateliers | Dispositif doseur-distributeur pour produits pulverulents |
| JPS60120986U (ja) * | 1984-01-26 | 1985-08-15 | 川崎製鉄株式会社 | スラリ−槽の閉塞防止装置 |
| JPS6147385A (ja) * | 1984-08-07 | 1986-03-07 | 井関農機株式会社 | 粉粒体タンクの開閉弁 |
| JPH021204Y2 (ja) * | 1984-11-21 | 1990-01-12 | ||
| JPS6340301U (ja) * | 1986-08-29 | 1988-03-16 | ||
| JPH01149330U (ja) * | 1988-04-08 | 1989-10-16 | ||
| US5038839A (en) | 1988-07-18 | 1991-08-13 | Takeda Chemical Industries, Ltd. | Filling apparatus |
| US5109894A (en) | 1988-11-14 | 1992-05-05 | Mcgregor Harold R | Vertical bottom-fill auger assembly |
| US5327947A (en) | 1988-11-14 | 1994-07-12 | Mcgregor Harold R | Vertical auger type bag filler having a vibrating bowl with inverted venting cone and rotating agitator assembly |
| US4956271A (en) | 1989-07-05 | 1990-09-11 | Wolverine Corporation | Material treatment |
| CA2024304C (en) | 1989-09-15 | 1996-12-10 | Norwin Ced Derby | Vacuum fill system |
| DE4037459C2 (de) | 1990-11-24 | 1994-02-24 | Eisenmann Kg Maschbau | Zyklonabscheider |
| JPH04128205U (ja) * | 1991-05-14 | 1992-11-24 | 株式会社東京自働機械製作所 | 粉体充填装置 |
| US6119688A (en) | 1991-08-26 | 2000-09-19 | 3M Innovative Properties Company | Powder dispenser |
| DE69230179T2 (de) | 1991-08-26 | 2000-08-31 | Minnesota Mining And Mfg. Co., Saint Paul | Pulverspender |
| US5352461A (en) | 1992-03-11 | 1994-10-04 | Pharmaceutical Discovery Corporation | Self assembling diketopiperazine drug delivery system |
| DE69319107T2 (de) | 1992-03-25 | 1999-02-25 | Tebro S.A., Luxembourg | Pulverabgabevorrichtung für medizinische inhalationstherapien |
| US5233916A (en) | 1992-07-13 | 1993-08-10 | Robert L. Butler | Apparatus for cooking grits and hot cereal mixtures |
| JP3351834B2 (ja) | 1992-11-17 | 2002-12-03 | 三共株式会社 | 薬液自動調製装置 |
| JPH06286884A (ja) * | 1993-04-06 | 1994-10-11 | Bridgestone Corp | 粉粒体自動計量装置の粉粒供給ホッパー |
| JPH0725479A (ja) * | 1993-07-06 | 1995-01-27 | Hosokawa Micron Corp | スクリューコンベヤ |
| CN2174424Y (zh) | 1993-10-15 | 1994-08-17 | 吴立平 | 粉末包装机 |
| IT1273274B (it) | 1994-03-28 | 1997-07-07 | Azionaria Costruzioni Acma Spa | Unita' erogatrice di materiale in polvere |
| US5407079A (en) * | 1994-06-01 | 1995-04-18 | Rancourt; Victor | Method and apparatus for separating heavy particles from particulate material |
| JPH0858914A (ja) * | 1994-08-16 | 1996-03-05 | Sadao Kobayashi | 液状汚物の移送装置 |
| DE4447051C2 (de) | 1994-12-29 | 2002-07-04 | Rovema Gmbh | Verfahren zur portionsweisen Abgabe von Schüttgut |
| JP3792743B2 (ja) | 1995-01-26 | 2006-07-05 | 株式会社リコー | トナー充填方法及び装置 |
| US5549144A (en) | 1995-02-07 | 1996-08-27 | Cloud Corporation | Compression filler for aerateable powders |
| JP3611363B2 (ja) | 1995-03-20 | 2005-01-19 | 株式会社東京自働機械製作所 | 粉粒体充填機におけるオーガー軸支持装置 |
| US6428771B1 (en) | 1995-05-15 | 2002-08-06 | Pharmaceutical Discovery Corporation | Method for drug delivery to the pulmonary system |
| US5654007A (en) | 1995-06-07 | 1997-08-05 | Inhale Therapeutic Systems | Methods and system for processing dispersible fine powders |
| IT1279656B1 (it) | 1995-10-16 | 1997-12-16 | Mg 2 Spa | Macchina per il dosaggio di prodotti farmaceutici all'interno di contenitori. |
| GB9523555D0 (en) | 1995-11-17 | 1996-01-17 | Cambridge Consultants | Filling containers with particulate material |
| SK287878B6 (sk) * | 1996-02-21 | 2012-02-03 | Schering Corporation | Powdered medication inhaler |
| US5826633A (en) | 1996-04-26 | 1998-10-27 | Inhale Therapeutic Systems | Powder filling systems, apparatus and methods |
| US6103270A (en) | 1996-06-07 | 2000-08-15 | Inhale Therapeutic Systems | Methods and system for processing dispersible fine powders |
| US5794613A (en) | 1997-01-09 | 1998-08-18 | Sepracor, Inc. | Multiple-dose dispenser for dry powder inhalers |
| US6196278B1 (en) | 1997-04-01 | 2001-03-06 | Xerox Corporation | Powder filling utilizing vibrofluidization |
| US5862431A (en) | 1997-04-25 | 1999-01-19 | Hewlett-Packard Company | Toner powder level sensing using element and pulse signal and toner powder presence sensing using piezoelectric film |
| US6182712B1 (en) | 1997-07-21 | 2001-02-06 | Inhale Therapeutic Systems | Power filling apparatus and methods for their use |
| US6102088A (en) | 1997-09-03 | 2000-08-15 | Xerox Corporation | Vacuum valve shutoff for particulate filling system |
| US6485284B1 (en) | 1997-11-06 | 2002-11-26 | Matsys | Gas assisted flow tube and filling device |
| JP3557170B2 (ja) | 1998-03-04 | 2004-08-25 | デルシス ファーマシューティカル コーポレイション | 医薬乾燥粉末吸入分配装置 |
| US6131774A (en) | 1998-04-08 | 2000-10-17 | Ecolab Inc. | Flowable material dispenser with automatic shutoff and vessel for receiving flowable material |
| ZA996111B (en) | 1998-09-25 | 2000-04-06 | Karl Ludwig Harald Hoermann | Arrangement for dosing pourable substances and associated uses. |
| US6021821A (en) | 1998-10-15 | 2000-02-08 | Xerox Corporation | Particulate processing apparatus |
| US6121556A (en) | 1999-01-26 | 2000-09-19 | Cole; Brand D. | Granular material weighing system |
| CN2361562Y (zh) | 1999-03-18 | 2000-02-02 | 吴广军 | 小袋包装机 |
| JP2001041812A (ja) | 1999-05-24 | 2001-02-16 | Toshiba Tec Corp | 重量及び形状測定装置並びにそれを用いた包装機 |
| US6340036B1 (en) | 1999-06-16 | 2002-01-22 | Konica Corporation | Powdery-particles supplying method and apparatus, and control method for flowing solid-state substances |
| DK1808438T3 (da) | 1999-06-29 | 2014-10-27 | Mannkind Corp | Rensning og stabilisering af peptid og proteiner i lægemidler |
| US7464706B2 (en) | 1999-07-23 | 2008-12-16 | Mannkind Corporation | Unit dose cartridge and dry powder inhaler |
| GB9920839D0 (en) | 1999-09-04 | 1999-11-10 | Innovata Biomed Ltd | Inhaler |
| WO2001019678A1 (en) | 1999-09-14 | 2001-03-22 | Pharmacopeia, Inc. | Article comprising a multi-channel dispensing head |
| US20010029947A1 (en) | 1999-12-17 | 2001-10-18 | Steve Paboojian | Receptacles to facilitate the extraction of powders |
| US6306199B1 (en) | 2000-04-19 | 2001-10-23 | Rexair, Inc. | Separator with multiple function vanes for a vacuum cleaner apparatus |
| US6354465B2 (en) | 2000-04-27 | 2002-03-12 | E. I. Du Pont De Nemours And Company | Protable device for accurately metering and delivering cohesive bulk solid powders |
| IT1321270B1 (it) * | 2000-05-19 | 2004-01-08 | Ima Spa | Unita' dosatrice. |
| US6357490B1 (en) | 2000-08-22 | 2002-03-19 | Advanced Inhalation Research, Inc. | System, method and apparatus for filling containers |
| US6679301B2 (en) | 2001-03-13 | 2004-01-20 | Ricoh Company, Ltd. | Powder packing method and apparatus therefor |
| ITBO20010156A1 (it) | 2001-03-20 | 2002-09-20 | Azionaria Costruzioni Automati | Apparecchiatura e procedimento per riempire contenitori con materialein polvere |
| US6674022B2 (en) * | 2001-03-23 | 2004-01-06 | Ortho-Mcneil Pharmaceutical, Inc. | Apparatus and method for transferring and weighing powder materials using pipette transfer devices |
| WO2002086427A1 (en) | 2001-04-20 | 2002-10-31 | Glaxo Group Limited | Metering method for particulate material |
| US6875278B2 (en) | 2001-09-07 | 2005-04-05 | Material Sciences Corporation | Modular powder application system |
| WO2003026971A1 (en) * | 2001-09-25 | 2003-04-03 | Southpac Trust International, Inc. | Apparatus and method for making and bagging decorative grass |
| US6722403B2 (en) | 2002-01-24 | 2004-04-20 | Bristol-Myers Squibb Company | Automated apparatus for dispensing measured quantities of powder to containers in an array |
| WO2003080149A2 (en) | 2002-03-20 | 2003-10-02 | Mannkind Corporation | Inhalation apparatus |
| DE10223231A1 (de) | 2002-05-24 | 2003-12-24 | Oce Printing Systems Gmbh | Verfahren und Vorrichtung zum Fördern von Tonermaterial aus einem Vorratsbehälter |
| US6941980B2 (en) | 2002-06-27 | 2005-09-13 | Nektar Therapeutics | Apparatus and method for filling a receptacle with powder |
| JP4024179B2 (ja) | 2002-07-05 | 2007-12-19 | 株式会社リコー | トナー充填装置、およびトナー生産情報計測処理システム |
| US6722406B2 (en) | 2002-07-17 | 2004-04-20 | Xerox Corporation | Toner filling apparatus and method including a nozzle having post-cutoff vibrator assembly |
| US6871758B2 (en) | 2002-07-22 | 2005-03-29 | Schering Corporation | Precision adaptive powder dispenser |
| US20040038865A1 (en) | 2002-08-01 | 2004-02-26 | Mannkind Corporation | Cell transport compositions and uses thereof |
| JP4094393B2 (ja) | 2002-09-24 | 2008-06-04 | 株式会社リコー | 粉体充填装置 |
| US7090391B2 (en) | 2002-09-25 | 2006-08-15 | Reika Kogyo Kabushiki Kaisha | Apparatus and method for mixing by agitation in a multichambered mixing apparatus including a pre-agitation mixing chamber |
| US20040112456A1 (en) | 2002-12-16 | 2004-06-17 | Bates James William | Densification of aerated powders using positive pressure |
| US6889722B2 (en) | 2003-03-06 | 2005-05-10 | Xerox Corporation | Method of dispensing particles, a particle filling line, and apparatus for dispensing particles |
| CN1791533B (zh) | 2003-03-20 | 2012-07-11 | 株式会社理光 | 粉体充填装置和方法、及回转状辅助容器 |
| JP3740497B2 (ja) | 2003-03-20 | 2006-02-01 | 株式会社アーステクニカ | 粉体のパッキング装置 |
| US6772801B1 (en) | 2003-05-14 | 2004-08-10 | Shire Laboratories, Inc. | Fluidization of particles for encapsulation in oral dosage pharmaceutical products |
| US7134459B2 (en) | 2003-06-12 | 2006-11-14 | Symyx Technologies, Inc. | Methods and apparatus for mixing powdered samples |
| US7252120B2 (en) | 2003-08-14 | 2007-08-07 | Glenn Beane | Powder feed apparatus, system and method |
| SE0400282D0 (sv) | 2004-02-09 | 2004-02-09 | Microdrug Ag | Machine for volumetric filing of powders |
| JP4375057B2 (ja) | 2004-02-27 | 2009-12-02 | 東レ株式会社 | 液体の充填方法および連続自動充填装置 |
| SE528121C2 (sv) | 2004-03-29 | 2006-09-05 | Mederio Ag | Preparering av torrpulver för på förhand uppmätt DPI |
| JP2005289379A (ja) * | 2004-03-31 | 2005-10-20 | Tokyo Autom Mach Works Ltd | 粉体充填装置とその運転方法 |
| ATE396919T1 (de) | 2004-12-23 | 2008-06-15 | Mettler Toledo Flexilab Sas | Vorrichtung und verfahren zum dosieren von substanzen in behältern |
| CN2806313Y (zh) * | 2005-05-17 | 2006-08-16 | 洪波 | 定量包装机出料口开关装置 |
| US7614429B2 (en) | 2005-05-18 | 2009-11-10 | Symyx Solutions, Inc. | Apparatus and methods for storing and dispensing solid material |
| US7004210B1 (en) | 2005-09-12 | 2006-02-28 | Xerox Corporation | Conditioning toner in cartridge during auger filling |
| DE602006012120D1 (de) * | 2005-11-21 | 2010-03-25 | Mannkind Corp | Gerät und Verfahren zur Pulverausgabe und Messung |
| DE102006018279A1 (de) | 2006-04-20 | 2007-10-25 | L. B. Bohle Pharmatechnik Gmbh | Vorrichtung zum Andocken von Behältern miteinander oder von Behältern mit Arbeitsgeräten oder von Behältern mit Rohrleitungen |
| CA2674046C (en) | 2006-12-28 | 2014-11-25 | Mannkind Corporation | Powder feed system |
| US8757220B2 (en) * | 2008-06-13 | 2014-06-24 | Harro Höfliger Verpackungsmaschinen GmbH | Metering device and method for operating said metering device |
-
2009
- 2009-08-05 CN CN201310322500.2A patent/CN103482090B/zh not_active Expired - Fee Related
- 2009-08-05 CN CN2009801347219A patent/CN102143890B/zh not_active Expired - Fee Related
- 2009-08-05 AU AU2009280075A patent/AU2009280075B2/en not_active Ceased
- 2009-08-05 MX MX2011001421A patent/MX2011001421A/es active IP Right Grant
- 2009-08-05 US US13/057,420 patent/US9221561B2/en active Active
- 2009-08-05 DK DK13187508.0T patent/DK2684801T3/en active
- 2009-08-05 JP JP2011522061A patent/JP5497761B2/ja not_active Expired - Fee Related
- 2009-08-05 WO PCT/US2009/004500 patent/WO2010016908A2/en not_active Ceased
- 2009-08-05 DK DK09789071.9T patent/DK2334560T3/da active
- 2009-08-05 EP EP09789071.9A patent/EP2334560B1/en active Active
- 2009-08-05 KR KR1020117005229A patent/KR20110040979A/ko not_active Abandoned
- 2009-08-05 CA CA2733017A patent/CA2733017A1/en not_active Abandoned
- 2009-08-05 EP EP13187508.0A patent/EP2684801B1/en active Active
- 2009-08-05 PT PT131875080T patent/PT2684801E/pt unknown
- 2009-08-05 BR BRPI0917568A patent/BRPI0917568A2/pt not_active IP Right Cessation
- 2009-08-05 PL PL09789071T patent/PL2334560T3/pl unknown
- 2009-08-05 ES ES09789071.9T patent/ES2443300T3/es active Active
-
2014
- 2014-03-05 JP JP2014043248A patent/JP5934269B2/ja not_active Expired - Fee Related
- 2014-07-16 AU AU2014204466A patent/AU2014204466A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| KR20110040979A (ko) | 2011-04-20 |
| ES2443300T3 (es) | 2014-02-18 |
| CN103482090B (zh) | 2016-02-10 |
| CN102143890A (zh) | 2011-08-03 |
| CN103482090A (zh) | 2014-01-01 |
| US20110173933A1 (en) | 2011-07-21 |
| WO2010016908A3 (en) | 2010-04-15 |
| MX2011001421A (es) | 2011-04-04 |
| WO2010016908A2 (en) | 2010-02-11 |
| US9221561B2 (en) | 2015-12-29 |
| EP2684801B1 (en) | 2015-07-08 |
| JP2011530456A (ja) | 2011-12-22 |
| EP2684801A1 (en) | 2014-01-15 |
| HK1193587A1 (en) | 2014-09-26 |
| EP2334560B1 (en) | 2013-10-23 |
| CN102143890B (zh) | 2013-08-28 |
| AU2009280075A1 (en) | 2010-02-11 |
| AU2014204466A1 (en) | 2014-07-31 |
| JP5934269B2 (ja) | 2016-06-15 |
| AU2009280075B2 (en) | 2014-05-15 |
| EP2334560A2 (en) | 2011-06-22 |
| BRPI0917568A2 (pt) | 2019-09-24 |
| JP2014159300A (ja) | 2014-09-04 |
| PL2334560T3 (pl) | 2014-04-30 |
| PT2684801E (pt) | 2015-10-14 |
| HK1159042A1 (en) | 2012-07-27 |
| DK2684801T3 (en) | 2015-10-05 |
| CA2733017A1 (en) | 2010-02-11 |
| DK2334560T3 (da) | 2014-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5497761B2 (ja) | 改良型粉体ディスペンサモジュールおよび粉体ディスペンサアセンブリ | |
| JP5226527B2 (ja) | 粉体分注検知装置および方法 | |
| HK1159042B (en) | Powder dispenser modules and powder dispenser assemblies | |
| HK1193587B (en) | Powder dispensing and sensing apparatus and method of dispensing and sensing powder | |
| JP2007168905A (ja) | 微小錠剤計量装置 | |
| KR101301622B1 (ko) | 약품공급장치의 정량 분류 구조 | |
| HK1172594A (zh) | 粉末分配和感测设备及方法 | |
| MX2008006614A (en) | Powder dispensing and sensing apparatus and methods |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120806 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120806 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130704 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130716 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131016 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131022 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131023 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140306 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5497761 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |