JP5572957B2 - Method for adjusting gas amount in coke oven combustion chamber and method for producing coke - Google Patents
Method for adjusting gas amount in coke oven combustion chamber and method for producing coke Download PDFInfo
- Publication number
- JP5572957B2 JP5572957B2 JP2009027060A JP2009027060A JP5572957B2 JP 5572957 B2 JP5572957 B2 JP 5572957B2 JP 2009027060 A JP2009027060 A JP 2009027060A JP 2009027060 A JP2009027060 A JP 2009027060A JP 5572957 B2 JP5572957 B2 JP 5572957B2
- Authority
- JP
- Japan
- Prior art keywords
- combustion chamber
- amount
- adjustment
- gas
- average
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Coke Industry (AREA)
Description
本発明は、燃焼室に与える燃料ガスの燃焼室毎の流量バランスを、機側に設置されたガスコックの開度で調整するコークス炉燃焼室のガス量調整方法およびコークスの製造方法に関するものである。 The present invention relates to a gas amount adjusting method for a coke oven combustion chamber and a coke manufacturing method for adjusting the flow rate balance of fuel gas applied to the combustion chamber for each combustion chamber by the opening degree of a gas cock installed on the machine side. .
従来の燃焼ガスコック調整方法は、例えば、特許文献1に開示されたような方法が行われている。すなわち、目標火落時間と実績火落時間との偏差に応じた最適な燃料ガス流量や空気流量を各々の燃焼室に供給して、炭化室間で火落時間と置き時間をほぼ同一時間にするために、火落時間の標準偏差を用いて予め定めた目標火落時間と実績火落時間との偏差の大きさを制約して窯毎燃料ガス設定流量を計算し、窯毎燃料ガス設定流量より燃料ガスコック間流量のばらつきを最小にして乾留サイクル内の炉団に供給する燃料ガス流量を一定にするような燃料ガスコック設定流量を求め、炉団に供給する燃料ガス流量や、燃料ガスコックの開度を修正している。
As a conventional combustion gas cock adjusting method, for example, a method as disclosed in
しかしながら、特許文献1に開示された従来の燃焼ガスコック調整方法では、ガスコック開度とガス流量の関係が固定されており、ガス配管内の汚れ付着等による流量変化等の影響を直接受けてしまい、長期に渡り炭化室間の火落時間ばらつきを低減するための調整を持続することは困難であった。
However, in the conventional combustion gas cock adjustment method disclosed in
さらに、窯毎の装炭量は、コークス炉によっては窯により、また期間によりダイナミックに変化する。窯毎のバラツキを抑制する観点からは、窯毎の装炭量を均一に揃えるのが望ましいが、生産効率を上げる観点からは、該当窯が許容できるだけの原料炭を装炭した方が良いからである。この場合、ある燃焼室から見た熱容量が燃焼室毎に大きく異なり、機側コックの最適調整開度を決定する場合の外乱となる。 Furthermore, the amount of charcoal for each kiln changes dynamically depending on the kiln and the period depending on the coke oven. From the viewpoint of suppressing variations in each kiln, it is desirable to make the amount of charcoal uniform for each kiln, but from the viewpoint of increasing production efficiency, it is better to load the raw coal that the relevant kiln can tolerate. It is. In this case, the heat capacity seen from a certain combustion chamber differs greatly from combustion chamber to combustion chamber, resulting in disturbance when determining the optimal adjustment opening of the machine side cock.
本発明は、このような問題を鑑みなされたものであり、ガス配管の管路抵抗等の経年変化に依らず、次回のガスコック開度調整時の開度最適値を導出する、コークス炉燃焼室のガス量調整方法及びこの方法によって燃焼室のガス量を調整する工程を含むコークスの製造方法を提供することを目的とする。 The present invention has been made in view of such a problem, and does not depend on secular change such as the pipe resistance of the gas pipe, and derives the optimum opening value at the next gas cock opening adjustment, the coke oven combustion chamber An object of the present invention is to provide a method for adjusting the amount of gas and a method for producing coke, which includes the step of adjusting the amount of gas in the combustion chamber by this method.
上記課題を解決するために、発明者らは機側コックの最適調整開度を決定する際に、燃焼室から見た熱容量を正しく把握する必要があるという知見を得た。そして、その知見に基づき、燃焼室自体の熱容量と両隣に位置する窯(炭化室)の熱容量、さらにそこに装炭された原料炭が乾留されるまでの熱容量を窯毎に把握して、コック開度調整による、火落ち時間・燃焼室温度への影響係数を正しく見積り、機側コックの最適調整量算出の際にその影響を考慮するという本発明を想到したのである。 In order to solve the above problems, the inventors have obtained the knowledge that it is necessary to correctly grasp the heat capacity viewed from the combustion chamber when determining the optimal adjustment opening of the machine side cock. Based on this knowledge, the heat capacity of the combustion chamber itself, the heat capacity of the kiln (carbonization chamber) located on both sides, and the heat capacity until the raw coal coal loaded there is dry-distilled are ascertained for each kiln. The present invention has been conceived in which the influence coefficient on the burn-out time and the combustion chamber temperature due to the opening adjustment is correctly estimated, and the influence is taken into account when calculating the optimum adjustment amount of the machine side cock.
本発明の請求項1に係る発明は、燃焼室に与える燃料ガスの燃焼室毎の流量バランスを、機側に設置されたガスコックの開度で調整するコークス炉燃焼室のガス量調整方法であって、過去の燃焼室毎の開度調整実績および炭化室毎の原料炭装入量実績から開度調整前後の各炭化室の火落時間の変化量への影響係数を逐次同定し、その逐次同定結果より、次回調整後の炭化室間の火落時間のばらつきを所定範囲内とする各ガスコックの開度調整値を算出することを特徴とするコークス炉燃焼室のガス量調整方法である。
The invention according to
また本発明の請求項2に係る発明は、燃焼室に与える燃料ガスの燃焼室毎の流量バランスを、機側に設置されたガスコックの開度で調整するコークス炉燃焼室のガス量調整方法であって、過去の燃焼室毎の開度調整実績および炭化室毎の原料炭装入量実績から開度調整前後の各燃焼室の燃焼室温度変化量への影響係数を逐次同定し、その逐次同定結果より、次回調整後の燃焼室間の燃焼温度のばらつきを所定範囲内とする各ガスコックの開度調整値を算出することを特徴とするコークス炉燃焼室のガス量調整方法である。
Further, the invention according to
さらに本発明の請求項3に係る発明は、請求項1又は2に記載のガス量調整方法を用いて燃焼室のガス量を調整する工程を含むことを特徴とするコークスの製造方法である。
Furthermore, the invention according to
上記課題を解決するための手段を講じた結果、本発明は、各燃焼ガス配管の管路抵抗等の個別の経年変化に容易に対応するとともに、炭化室毎に装炭量が大きく異なる際にも、各ガスコック開度と炭化室の装炭重量から各炭化室の火落時間や各燃焼室の燃焼温度の関係を同定することが出来るようになった。また、得られた関係式から、炭化室間の火落時間偏差(ばらつき)や燃焼室間の燃焼温度偏差(ばらつき)を抑制する各燃焼ガスコック開度の最適値を演算により導くことができるようになったので、結果として炭化室毎のバラツキを抑制でき、コークス炉でコークスを製造するにあたり、平均値としての乾留熱量を大幅に低減できるという効果もある。 As a result of taking measures to solve the above-mentioned problems, the present invention easily copes with individual secular changes such as pipe resistance of each combustion gas pipe, and when the amount of coal is greatly different for each carbonization chamber. In addition, the relationship between the burning time of each carbonization chamber and the combustion temperature of each combustion chamber can be identified from the opening degree of each gas cock and the coal weight of the carbonization chamber. Further, from the obtained relational expression, the optimum value of each combustion gas cock opening degree that suppresses the burning time deviation (variation) between the carbonization chambers and the combustion temperature deviation (variation) between the combustion chambers can be derived by calculation. As a result, variations in the carbonization chambers can be suppressed, and there is also an effect that the amount of dry distillation heat as an average value can be greatly reduced when coke is produced in a coke oven.
実施形態1.
図2は、コークス炉の燃焼室と炭化室、およびガスコックの関係を示す図である。本発明に関わる構成要素に限定して簡略化して表したものである。コークス炉では、原料炭をN個の炭化室(図2中のD1、D2、…、Di、…、DN)の天井部から装炭し、炭化室両側に位置するN+1個の燃焼室(図2中のF1、F2、…、Fi、…、FN+1)の熱により乾留することにより、コークスを製造する。
FIG. 2 is a diagram showing the relationship between the combustion chamber, the carbonization chamber, and the gas cock of the coke oven. This is a simplified representation limited to the components related to the present invention. In the coke oven, coking coal is loaded from the ceiling of N carbonization chambers (D 1 , D 2 ,..., D i ,..., D N in FIG. 2), and N + 1 pieces located on both sides of the carbonization chamber. Coke is produced by dry distillation with the heat of the combustion chamber (F 1 , F 2 ,..., F i ,..., F N + 1 in FIG. 2).
乾留時間は、発生ガス温度が最高温度に到達した後に、揮発分が全て揮発するまでの火落時間と、その後の置時間に分けられる。置時間は、出来たコークスを安定して押し出すために必要な時間であり、通常数時間を必要とする。操業上は、乾留時間の大部分を占める火落時間を目標通りに制御することが重要である。このコークスの火落時間の調整は、コークス炉の操業を管理するためのプロセスコンピュータを用いて、炭化室や燃焼室の状態を監視し、50前後ある(上述のN+1個、N個)燃焼室・炭化室単位(炉団)での自動制御が行われる。 The carbonization time is divided into a fire-off time until all the volatile components volatilize after the generated gas temperature reaches the maximum temperature, and a subsequent setting time. The setting time is a time required to stably extrude the produced coke and usually requires several hours. In operation, it is important to control the burning time, which occupies most of the carbonization time, according to the target. The adjustment of the coke burning time is about 50 (N + 1, N) as described above by monitoring the state of the coking chamber and the combustion chamber using a process computer for managing the operation of the coke oven.・ Automatic control is performed for each carbonization chamber (furnace group).
即ち、プロセスコンピュータを用いて、炉団全体の燃焼温度平均が管理され、これが目標燃焼温度になるように、炉団全体に供給するガス量が制御される。しかしながら、コークス炉操業を安定に維持し、乾留熱量を低減するためには、炉団平均の管理だけでなく、各燃焼室の燃焼温度のばらつきを極力低減することが必要である。 That is, using the process computer, the average combustion temperature of the entire furnace group is managed, and the amount of gas supplied to the entire furnace group is controlled so that this becomes the target combustion temperature. However, in order to stably maintain the coke oven operation and reduce the heat of dry distillation, it is necessary not only to manage the furnace group average, but also to reduce the variation in the combustion temperature of each combustion chamber as much as possible.
何故なら、未乾留のコークスを作らない操業を行うためには、燃焼温度が最も低く、結果的に火落時間の最も遅い炭化室を基準にして、他の炭化室の火落時間をそれに合わさなければならないからである。この結果、火落時間の早い炭化室には余計な熱量が費やされ、最終的に乾留熱量の増大、つまりエネルギーのロスを招くこととなる。 This is because, in order to operate without making undistilled coke, the combustion time of the other carbonization chamber is adjusted to that of the carbonization chamber with the lowest combustion temperature and consequently the slowest fire time. Because it must be. As a result, an extra amount of heat is expended in the carbonization chamber with a quick fire-off time, and eventually an increase in dry distillation heat amount, that is, energy loss is caused.
したがって、それを防ぐために、各燃焼室には、燃焼ガス流量を調整するガスコック(図2中のC1、C2、…、Ci、…、CN+1)が設置されており、これにより各燃焼室の温度を調整し、間接的に炭化室毎の乾留時間差、つまり炭化室間のばらつきを調整している。 Therefore, in order to prevent this, each combustion chamber is provided with a gas cock (C 1 , C 2 ,..., C i ,..., C N + 1 in FIG. 2) for adjusting the flow rate of the combustion gas. The temperature of the combustion chamber is adjusted to indirectly adjust the carbonization time difference between the carbonization chambers, that is, the variation between the carbonization chambers.
しかしながら、従来のコック調整は運転員の試行錯誤レベルで行われているか、前述した特許文献1に示された方法で調整されているため、上述した課題は残ったままである。さらに、窯毎の装炭量を変えたり、期間によって装炭量を変える操業にも対応できない。
However, since the conventional cock adjustment is performed on the trial and error level of the operator or is adjusted by the method disclosed in
本発明では、この課題を解決するために、各ガスコックの開度調整時の開度変更量と原料炭の装炭重量と、その後の火落時間変化を炭化室・燃焼室毎に管理し、開度変更量と原料炭の装炭重量とから火落時間変化への影響係数を逐次同定し、得られた各ガスコック開度と各乾留室の火落時間偏差の関係から、次回調整後の各乾留室の火落時間偏差を抑制(例えば、偏差を0)するような、各ガスコック開度の調整推奨値を算出する。なお、装炭重量と火落時間の実績データは、1つの実績データを用いても適用可能であるが、各データのバラツキを低減させるという点で効果的なので、以下では、複数の実績データの平均値を用いる例を説明する。 In the present invention, in order to solve this problem, the opening change amount at the time of opening adjustment of each gas cock and the coal weight of the raw coal, and the subsequent change in the fire time are managed for each carbonization chamber and combustion chamber, The coefficient of influence on the change in the fire time is sequentially identified from the amount of change in the opening and the coal weight of the coking coal, and from the relationship between the obtained gas cock opening and the fire time deviation of each dry distillation chamber, A recommended adjustment value of each gas cock opening is calculated so as to suppress the deviation of the burning time in each dry distillation chamber (for example, the deviation is zero). In addition, although the actual data of the coal weight and the burning time can be applied even if a single actual data is used, it is effective in reducing variation of each data. An example using the average value will be described.
以下に、本発明の処理の流れについて図を用いて説明する。図1は、その処理フローの一例を示したものである。 Hereinafter, the flow of processing of the present invention will be described with reference to the drawings. FIG. 1 shows an example of the processing flow.
押出し作業毎に、発生ガス温度が最高温度に到達し、揮発分が全て揮発して火落ちと判定されるまでの火落時間の実績値と原料炭の装炭重量、乾留するまでに投入した熱量、昇温量などを記憶装置(例えば、図2に示す操業実績データ記憶装置)に保存しておく(ステップS1)。 For each extrusion operation, the generated gas temperature reached the maximum temperature, all the volatiles were volatilized, and the actual value of the time to burn down until the fire was judged to be burned down, the coal weight of the raw coal, and the carbon dioxide was put in until dry distillation The amount of heat, the amount of temperature rise, etc. are stored in a storage device (for example, the operation result data storage device shown in FIG. 2) (step S1).
そして、記憶装置に記憶された火落ち時間の実績値データを読み込み、各炭化室について、すなわち、i番目(i:炭化室番号、i=1〜N)の炭化室について、前回のガスコック開度を調整する前後での火落時間の平均値の変化量を算出する(ステップS2)。 And the actual value data of the fire-down time memorize | stored in the memory | storage device are read, About the i-th (i: carbonization chamber number, i = 1-N) carbonization chamber, the last gas cock opening degree The amount of change in the average value of the fire drop time before and after adjusting is calculated (step S2).
具体的には、炭化室毎に、ガスコック開度を調整する前の火落時間を、押出し作業回数(1回または複数回分)で平均した調整前の火落時間平均NCT[調整前]iと、ガスコック開度を調整した後の火落時間を、押出し作業回数(1回または複数回分)で平均した調整後の火落時間平均NCT[調整後]iを算出する。そして、ガスコック開度調整後の火落時間平均NCT[調整後]iの、ガスコック開度調整前の火落時間平均NCT[調整前]iに対する変化量ΔNCTi(=NCT[調整後]i-NCT[調整前]i)を求める。 More specifically, for each coking chamber, between before the fire落時adjusting the gas cock opening, the extrusion work times (once or more times) between before adjustment fire落時averaged mean NCT [unadjusted] in i and Then, the adjusted fire time average NCT [after adjustment] i is calculated by averaging the fire time after adjusting the gas cock opening by the number of extrusion operations (one or more times). Then, the amount of change ΔNCT i (= NCT [after adjustment] i − of the average fire time NCT [after adjustment] i after adjustment of the gas cock opening with respect to the average fire time NCT [before adjustment] i before adjustment of the gas cock opening i − Determine NCT [before adjustment] i ).
なお、火落時間平均を算出する時に用いる押出し作業回数は、特に限定するものではないが、例えば、ガスコック開度を調整してから次に調整するまでの期間(例えば、1週間程度)の回数であり、その回数分の火落時間を平均するのがよい。すなわち、ガスコック開度調整前の火落時間平均は、前々回のガスコック開度調整後から前回のガスコック開度調整をするまでの期間の平均とし、ガスコック開度調整後の火落時間平均は、前回のガスコック開度調整後から今回のガスコック開度調整をするまでの期間の平均とするのがよい。 The number of extrusion operations used when calculating the average fire time is not particularly limited. For example, the number of periods (for example, about one week) from the adjustment of the gas cock opening to the next adjustment. It is better to average the number of times the fire falls. That is, the average fire time before adjusting the gas cock opening is the average of the period from the previous adjustment of the gas cock opening to the previous adjustment of the gas cock opening, and the average fire time after adjusting the gas cock opening is the previous time It is preferable to set the average of the period from the adjustment of the gas cock opening until the current adjustment of the gas cock opening.
次に、記憶装置や操業管理用計算機などから、過去に調整された各燃焼室のガスコック開度の変更量実績値Δfi(=i番目の燃焼室の調整後開度−i番目の燃焼室の調整前開度、i:燃焼室番号、i=1〜N+1)と、i番目の燃焼室の両隣の炭化室に対する、過去に装炭された質量総和Mi を入力する(ステップS3)。 Next, the actual change amount Δf i of the gas cock opening of each combustion chamber adjusted in the past from the storage device or the operation management computer Δf i (= the adjusted opening of the i th combustion chamber−i th combustion chamber) Before adjustment, i: combustion chamber number, i = 1 to N + 1), and the total mass Mi previously charged for the carbonization chambers on both sides of the i-th combustion chamber (step S3).
そして、炭化室に装炭された重量Miと、該当燃焼室およびその両端に位置する乾留室自体の熱容量A、原料炭が乾留するまでの平均比熱αとから、i番目の燃焼室の熱容量Qiを下記(1)式により、算出する。 Then, from the weight Mi charged in the carbonization chamber, the heat capacity A of the carbonization chamber itself located at the corresponding combustion chamber and both ends thereof, and the average specific heat α until the raw coal is carbonized, the heat capacity Qi of the i-th combustion chamber Is calculated by the following equation (1).
Qi = A + α・Mi ・・・・・・(1)
なお、A、αは予め算出した定数であり、例えば、過去の操業データから求めればよい。具体的には、Aは、燃焼室や炭化室を構成している材質(レンガなど)の比熱に、構成材料の使用量(質量、体積など)を乗算する。αは、投入した熱量を、そのときの原料炭の昇温量ΔTと装入炭重量Miとで除算することによって、算出して決定すればよいが、特に算出方法は限定するものではない。
Qi = A + α · Mi (1)
A and α are constants calculated in advance, and may be obtained from past operation data, for example. Specifically, A multiplies the specific heat of the material (brick or the like) constituting the combustion chamber or the carbonization chamber by the usage amount (mass, volume or the like) of the constituent material. α may be calculated and determined by dividing the amount of heat input by the temperature rise ΔT of the raw coal at that time and the charged coal weight Mi, but the calculation method is not particularly limited.
また、装炭重量Miも、前述の火落時間と同様に、実績値の平均値を用いるのが、バラツキが低減されると言う点で好ましい。平均を求めるにあたっては、同様に、ガスコック開度を調整してから、次に調整するまでの期間の平均を求めるのがよい。 In addition, it is preferable to use the average value of the actual values as the coal weight Mi as in the case of the above-described fire-off time in terms of reducing variation. In obtaining the average, similarly, it is preferable to obtain the average of the period from the adjustment of the gas cock opening to the next adjustment.
そして、ステップS2で求めた火落時間の変化量ΔNCTi(=NCT[調整後]i-NCT[調整前]i)と、ステップS3で入力したi番目の燃焼室のガスコック開度変更量Δfiと熱容量Qiとから、次の(2)式で示される関係により、影響係数(a,b)を逐次同定する(ステップS4)。 Then, the change amount ΔNCT i (= NCT [after adjustment] i −NCT [before adjustment] i ) obtained in step S2 and the gas cock opening change amount Δf in the i-th combustion chamber input in step S3. From the relationship i and the heat capacity Qi, the influence coefficient (a, b) is sequentially identified by the relationship represented by the following equation (2) (step S4).

なお、Qbaseは、該当燃焼室から見た基準装炭量時の基準熱容量であり、両端の炭化室に装入する原料炭の重量総和の基準値をMとしたときに、下式(3)で表される値であり、予め算出され、設定された固定値(定数)である。 Incidentally, Qbase is a reference capacity when the reference Sosumi amount as seen from the relevant combustion chamber, the reference value of the weight sum of the coking coal to be charged into the carbonization chamber at both ends when the M, the following equation (3 ) And is a fixed value (constant) calculated and set in advance.
Qbase = A + αM ・・・・・・(3)
ここで、重量総和の基準値とは、定格重量と呼ばれる値であり、例えば、設計上、操業効率が良いとされている装炭重量である。また、過去の操業実績の平均などでもよい。
Qbase = A + αM (3)
Here, the reference value of the total weight is a value called a rated weight, for example, a coal weight that is considered to have good operation efficiency in design. Moreover, the average of past operation results may be used.
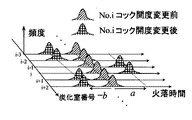
図2に示したように、i番目(i=1〜N+1)のガスコックCiを閉方向に変更した場合には、i番目の燃焼室に流入するガスは減少するので、燃焼室温度が下降する。この結果、図3のように、i−1番目,i番目の炭化室Di−1、Diの火落時間が長くなる方向にシフトすることが予測される。 As shown in FIG. 2, when the i-th the gas cock C i of (i = 1~N + 1) was changed in the closing direction, the gas flowing into the i-th combustion chamber decreases, the combustion chamber temperature is lowered To do. As a result, as shown in FIG. 3, it is predicted that the (i−1) -th and i-th carbonization chambers D i−1 , D i shift in a direction in which the burning time becomes longer.
その影響係数を、(2)式では a としている。一方、炉団全体のガス流量は一定のため、i番目の燃焼室Fiに流入するガスが減少することにより、他の燃焼室へのガス流量は増加する。この結果、i−1番目,i番目以外の炭化室の火落時間は若干短くなる方向にシフトする。(2)式では、その係数を b としている。 The influence coefficient is a in Equation (2). Meanwhile, since the gas flow rate of the entire Rodin constant, by gas flowing into the i-th combustion chamber F i is decreased, the gas flow to the other combustion chamber is increased. As a result, the burning time of the carbonization chambers other than the (i-1) th and ith shifts in a direction that becomes slightly shorter. In equation (2), the coefficient is b.
一方、装炭重量に関しては、装炭重量が基準値より多い場合には火落時間が長くなる方向にシフトすることが予測される。本発明では、装炭重量の炭化室ごとのバラツキを考慮しようとするものである。 On the other hand, regarding the coal loading weight, when the coal loading weight is larger than the reference value, it is predicted that the burning time will shift in a longer direction. In this invention, it is going to consider the variation for every carbonization chamber of coal loading weight.
さて、(2)式は未知パラメータが (a,b)の2個、式数がN個あることより、(a,b)を決定するためには通常の最小二乗法を適用する。数式的には、(2)式を a,b について括り直した以下の(4)式の係数行列の一般化逆行列を左から掛けることにより、解が得られる。 Now, since the equation (2) has two unknown parameters (a, b) and N equations, the normal least square method is applied to determine (a, b). Mathematically, a solution can be obtained by multiplying the generalized inverse matrix of the coefficient matrix of the following equation (4), which is obtained by re-wrapping equation (2) with respect to a and b, from the left.
次に、ステップS4で求めた、影響係数a,bに基いて、次回のガスコック開度調整時に、炭化室間での火落時間のばらつきを抑制するためのガスコック開度の調整量(変更量)を算出する(ステップS5)。ここでは、前回のガスコック調整で得られた、各炭化室毎の火落時間平均NCT[調整後]i(i=1〜N)を、炉団全ての炭化室(i=1〜N)で平均した火落時間炉団平均NCT´(NCT´=(NCT[調整後]1+NCT[調整後]2+・・・+NCT[調整後]N)/N))に一致させるための、次回のガスコック開度の調整量を算出する。 Next, on the basis of the influence coefficients a and b obtained in step S4, the adjustment amount (change amount) of the gas cock opening for suppressing the variation in the burning time between the carbonization chambers at the next gas cock opening adjustment. ) Is calculated (step S5). Here, the average burn-out time NCT [after adjustment] i (i = 1 to N) for each carbonization chamber obtained by the previous gas cock adjustment is the same for all the carbonization chambers (i = 1 to N) of the furnace group. Next time to match the average burn-down furnace group average NCT '(NCT' = (NCT [adjusted] 1 + NCT [adjusted] 2 + ... + NCT [adjusted] N ) / N)) The adjustment amount of the gas cock opening is calculated.
具体的には、各炭化室の火落時間平均NCT[調整後]i(i=1〜N)の、炉団火落時間平均NCT´に対する偏差ΔNCT´i(=NCTi−NCT、偏差0は炉団平均値を意味)をそれぞれ、[ΔNCT´1 ΔNCT´2 ΔNCT´3・・・ΔNCT´i・・・ΔNCT´N]とすると、次回のガスコック調整の結果による各炭化室の火落時間平均の変化量ΔNCTi(i=1〜N)がそれぞれ、[-ΔNCT´1 -ΔNCT´2 -ΔNCT´3・・・-ΔNCT´i・・・-ΔNCT´N]となるようにガスコックを調整する。これにより、各炭化室とも火落時間平均NCT[調整後]i(i=1〜N)の炉団火落時間平均NCT´との偏差が0となると予測される。 Specifically, the deviation ΔNCT ′ i (= NCT i −NCT, deviation 0) of the average fire time NCT [after adjustment] i (i = 1 to N) of each coking chamber with respect to the average fire time NCT ′ of the furnace group Represents the average value of the furnace group) [ΔNCT ′ 1 ΔNCT ′ 2 ΔNCT ′ 3 ... ΔNCT ′ i ... ΔNCT ′ N ]. Gas cock so that the time-average change amount ΔNCT i (i = 1 to N) becomes [−ΔNCT ′ 1 −ΔNCT ′ 2 −ΔNCT ′ 3 ... −ΔNCT ′ i ... −ΔNCT ′ N ], respectively. Adjust. Thereby, it is predicted that the deviation of the average fire time NCT [after adjustment] i (i = 1 to N) from the average fire time NCT ′ of each furnace is 0 in each of the carbonization chambers.
従って、前述の(4)式により求めた影響係数(a,b)を、次に示す(5)式に代入して、次回の最適開度変更量Δgi(i=1〜N+1)について解くことにより、次回の操業で各炭化室の火落時間のばらつきをなくすための最適調整開度(変更量)が得られる。なお、ここでは、偏差が0になるようにしたが、0以外の値や所定範囲内(例えば、火落時間ばらつきの許容範囲や制御目標範囲)になるようにしても構わない。その場合は、-ΔNCT´iに所定の値をバイアスとして加えればよい。 Therefore, the influence coefficient (a, b) obtained by the above equation (4) is substituted into the following equation (5) to obtain the next optimum opening change amount Δg i (i = 1 to N +1 ). By solving, the optimum adjustment opening degree (change amount) for eliminating the variation in the burning time of each carbonization chamber in the next operation is obtained. Here, the deviation is set to 0, but may be set to a value other than 0 or within a predetermined range (for example, an allowable range of variation in fire time and a control target range). In that case, a predetermined value may be added to -ΔNCT ′ i as a bias.
ここで、(5)式は未知数N+1個、式数N個の連立方程式であるので、解が一意に決まらない。そこで、Δgiについての以下の一次式(6) を加えて式数をN+1個とする。 Here, equation (5) is a simultaneous equation with N + 1 unknowns and N equations, so the solution is not uniquely determined. Therefore, the following linear expression (6) for Δg i is added to make the number of expressions N + 1.
(6)式は、N+1個あるガスコックの開度の変更総量を0とするという制約条件である。個別のコック開度調整で実現したいのは、各燃焼室に流れるガス流量の比であることから、(6)式は自然な制約条件であると言える。結局、(5),(6)式をまとめて記述した(7)式を解けば良く、(7)式の解、[Δg1 Δg2 Δg3 ・・・Δgi・・・ ΔgN+1 ]が次回調整時の最適調整値となる。 Equation (6) is a constraint condition that the total change amount of the opening of N + 1 gas cocks is zero. Since what is desired to be achieved by adjusting the individual cock opening is the ratio of the gas flow rate flowing through each combustion chamber, it can be said that equation (6) is a natural constraint. After all, the (5), (6) are collectively described (7) may be solved equation (7) the solution of equation, [Δg 1 Δg 2 Δg 3 ··· Δg i ··· Δg N + 1] This is the optimum adjustment value for the next adjustment.
実施形態2.
実施形態1.では、端部の炭化室や燃焼室を同様の特性として扱ったが、端部の炭化室や燃焼室の特性を他の炭化室や燃焼室とは別に考えてもよい。その場合は、(2)式の影響係数式を、次の(8)式のようにすればよい。ここでは、Δf1、ΔfN+1からの影響係
数に別の符号を付して、端の炭化室・燃焼室窯の影響を別扱いにしている。
また、この場合の上述の(4)式は、次の(9)式のようになる。 In this case, the above equation (4) becomes the following equation (9).
この(9)式の場合、式数はN、未知数の数は4であり、Nが4以上なら影響係数を求められる可能性がある。その条件は、数学的には左辺行列のランク(階数)が未知数以上であれば良い。同様にして、階数の条件さえ満たせば、未知数、つまり異なる影響係数の数を増やすことができるので、燃焼室や炭化室の相互の位置関係を考慮した影響係数を扱うことが可能となり、よりコック開度と火落時間の関係を詳細に表すことができるようになる。 In the case of Equation (9), the number of equations is N, the number of unknowns is 4, and if N is 4 or more, there is a possibility that an influence coefficient is obtained. The condition may be mathematically as long as the rank (rank) of the left-side matrix is greater than or equal to the unknown. Similarly, as long as the rank condition is satisfied, the number of unknowns, that is, different influence coefficients can be increased, so that it becomes possible to handle influence coefficients that take into account the mutual positional relationship between the combustion chamber and the carbonization chamber. The relationship between the opening degree and the burning time can be expressed in detail.
実施形態3.
図2は、コークス炉の燃焼室と炭化室、およびガスコックの関係を示す図である。本発明に関わる構成要素に限定して簡略化して表したものである。コークス炉では、原料炭をN個の炭化室(図2中のD1、D2、…、Di、…、DN)の天井部から装炭し、炭化室両側に位置するN+1個の燃焼室(図2中のF1、F2、…、Fi、…、FN+1)の熱により乾留することにより、コークスを製造する。
FIG. 2 is a diagram showing the relationship between the combustion chamber, the carbonization chamber, and the gas cock of the coke oven. This is a simplified representation limited to the components related to the present invention. In the coke oven, coking coal is loaded from the ceiling of N carbonization chambers (D 1 , D 2 ,..., D i ,..., D N in FIG. 2), and N + 1 pieces located on both sides of the carbonization chamber. Coke is produced by dry distillation with the heat of the combustion chamber (F 1 , F 2 ,..., F i ,..., F N + 1 in FIG. 2).
乾留時間は、発生ガス温度が最高温度に到達した後に、揮発分が全て揮発するまでの火落時間と、その後の置時間に分けられる。置時間は、出来たコークスを安定して押し出すために必要な時間であり、通常数時間を必要とする。操業上は、乾留時間の大部分を占める火落時間を目標通りに制御することが重要である。このコークスの火落時間の調整は、コークス炉の操業を管理するためのプロセスコンピュータを用いて、炭化室や燃焼室の状態を監視し、50前後ある(上述のN+1個、N個)燃焼室・炭化室単位(炉団)での自動制御が行われる。 The carbonization time is divided into a fire-off time until all the volatile components volatilize after the generated gas temperature reaches the maximum temperature, and a subsequent setting time. The setting time is a time required to stably extrude the produced coke and usually requires several hours. In operation, it is important to control the burning time, which occupies most of the carbonization time, according to the target. The adjustment of the coke burning time is about 50 (N + 1, N) as described above by monitoring the state of the coking chamber and the combustion chamber using a process computer for managing the operation of the coke oven.・ Automatic control is performed for each carbonization chamber (furnace group).
即ち、プロセスコンピュータを用いて、炉団全体の燃焼温度平均が管理され、これが目標燃焼温度になるように、炉団全体に供給するガス量が制御される。しかしながら、コークス炉操業を安定に維持し、乾留熱量を低減するためには、炉団平均の管理だけでなく、各燃焼室の燃焼温度のばらつきを極力低減することが必要である。 That is, using the process computer, the average combustion temperature of the entire furnace group is managed, and the amount of gas supplied to the entire furnace group is controlled so that this becomes the target combustion temperature. However, in order to stably maintain the coke oven operation and reduce the heat of dry distillation, it is necessary not only to manage the furnace group average, but also to reduce the variation in the combustion temperature of each combustion chamber as much as possible.
何故なら、未乾留のコークスを作らない操業を行うためには、燃焼温度が最も低く、結果的に火落時間の最も遅い炭化室を基準にして、他の炭化室の火落時間をそれに合わさなければならないからである。この結果、火落時間の早い炭化室には余計な熱量が費やされ、最終的に乾留熱量の増大、つまりエネルギーのロスを招くこととなる。 This is because, in order to operate without making undistilled coke, the combustion time of the other carbonization chamber is adjusted to that of the carbonization chamber with the lowest combustion temperature and consequently the slowest fire time. Because it must be. As a result, an extra amount of heat is expended in the carbonization chamber with a quick fire-off time, and eventually an increase in dry distillation heat amount, that is, energy loss is caused.
したがって、それを防ぐために、各燃焼室には、燃焼ガス流量を調整するガスコック(図2中のC1、C2、…、Ci、…、CN+1)が設置されており、これにより各燃焼室の温度を調整し、間接的に炭化室毎の乾留時間差、つまり炭化室間のばらつきを調整している。 Therefore, in order to prevent this, each combustion chamber is provided with a gas cock (C 1 , C 2 ,..., C i ,..., C N + 1 in FIG. 2) for adjusting the flow rate of the combustion gas. The temperature of the combustion chamber is adjusted to indirectly adjust the carbonization time difference between the carbonization chambers, that is, the variation between the carbonization chambers.
しかしながら、従来のコック調整は運転員の試行錯誤レベルで行われているか、前述した特許文献1に示された方法で調整されているため、上述した課題は残ったままである。さらに、窯毎の装炭量を変えたり、期間によって装炭量を変える操業にも対応できない。
However, since the conventional cock adjustment is performed on the trial and error level of the operator or is adjusted by the method disclosed in
本発明では、この課題を解決するために、各ガスコックの開度調整時の開度変更量と原料炭の装炭重量とその後の燃焼室温度変化を燃焼室毎に管理し,開度変更量と原料炭の装炭重量とから燃焼室温度変化への影響係数を逐次同定し、得られた各ガスコック開度と各燃焼室の燃焼温度偏差の関係から、次回調整後の各燃焼室の燃焼温度偏差を抑制(例えば、偏差を0)するような、つまり、次回調整後の燃焼室間の燃焼温度のばらつきを所定範囲内や最小化するような各ガスコック開度の調整推奨値を算出する。なお、装炭重量と燃焼温度の実績データは、1つの実績データを用いても適用可能であるが、各データのバラツキを低減させるという点で効果的なので、以下では、複数の実績データの平均値を用いる例を説明する。 In the present invention, in order to solve this problem, the opening change amount at the time of opening adjustment of each gas cock, the coal weight of the raw coal, and the subsequent combustion chamber temperature change are managed for each combustion chamber, and the opening change amount From the relationship between the obtained gas cock opening and the combustion temperature deviation of each combustion chamber, the combustion coefficient of each combustion chamber after the next adjustment is determined. A recommended adjustment value of each gas cock opening is calculated so as to suppress the temperature deviation (for example, the deviation is 0), that is, to minimize the variation in the combustion temperature between the combustion chambers after the next adjustment within a predetermined range. . The actual data of coal weight and combustion temperature can be applied even if a single actual data is used, but it is effective in reducing the variation of each data. An example using values will be described.
以下に、本発明の処理の流れについて図を用いて説明する。図4は、その処理フローの一例を示したものである。 Hereinafter, the flow of processing of the present invention will be described with reference to the drawings. FIG. 4 shows an example of the processing flow.
先ず、燃焼室温度と原料炭の装炭重量、乾留するまでに投入した熱量、昇温量などの実績値データなどの過去の実績を記憶装置(例えば、図2に示す操業実績データ記憶装置)に保存しておく(ステップS11)。 First, a storage device (for example, an operation result data storage device shown in FIG. 2) such as the actual value data such as the combustion chamber temperature and the coal weight of the raw coal, the amount of heat input until dry distillation, the amount of temperature rise, etc. (Step S11).
そして、記憶装置に記憶された燃焼室温度の実績値データを読み込み、各燃焼室について、すなわち、i番目(i;燃焼室番号、i=1〜N+1)の燃焼室について、前回のガスコック開度を調整する前後での燃焼室温度の平均値の変化量を算出する(ステップS12)。 And the actual value data of the combustion chamber temperature memorize | stored in the memory | storage device is read, about each combustion chamber, ie, the i-th (i; combustion chamber number, i = 1-N + 1) combustion chamber, the last gas cock An amount of change in the average value of the combustion chamber temperature before and after adjusting the opening is calculated (step S12).
具体的には、燃焼室毎に、ガスコック開度を調整する前の燃焼温度を、時間で平均した調整前の燃焼温度平均FT[調整前]iと、ガスコック開度を調整した後の燃焼温度を、時間で平均した調整後の燃焼温度平均FT[調整後]iを算出する。 Specifically, for each combustion chamber, the combustion temperature before adjusting the gas cock opening, the combustion temperature average FT [before adjustment] i that is averaged over time, and the combustion temperature after adjusting the gas cock opening The combustion temperature average after adjustment FT [after adjustment] i is averaged over time.
そして、ガスコック開度調整後の燃焼温度平均FT[調整後]iの、ガスコック開度調整前の燃焼温度平均FT[調整前]iに対する変化量ΔFTi(=FT[調整後]i−FT[調整前]i )を求める。なお、燃焼温度平均を算出する時に用いる期間は、特に限定するものではないが、例えば、ガスコック開度を調整してから次に調整するまでの期間(例えば、1週間程度)であり、その回数分の燃焼温度を平均するのがよい。すなわち、ガスコック開度調整前の燃焼温度平均は、前々回のガスコック開度調整後から前回のガスコック開度調整をするまでの期間の平均とし、ガスコック開度調整後の燃焼温度平均は、前回のガスコック開度調整後から今回のガスコック開度調整をするまでの期間の平均とするのがよい。 Then, the gas cock opening the combustion temperature average FT [adjusted] after adjustment i, gas cock opening adjustment before combustion temperature average FT [unadjusted] change amount with respect to i ΔFT i (= FT [Adjusted] i -FT [ I ) before adjustment. The period used when calculating the combustion temperature average is not particularly limited. For example, it is a period (for example, about one week) from the adjustment of the gas cock opening to the next adjustment. It is better to average the combustion temperature for minutes. In other words, the average combustion temperature before adjusting the gas cock opening is the average of the period from the previous adjustment of the gas cock opening to the previous adjustment of the gas cock opening, and the average combustion temperature after adjusting the gas cock opening is the previous gas cock opening adjustment. It is good to set it as the average of the period after the opening adjustment until this gas cock opening adjustment is carried out.
次に、記憶装置や操業管理用計算機などから、過去に調整された各燃焼室のガスコック開度の変更量実績値Δfi (=i番目の燃焼室の調整後開度−i番目の燃焼室の調整前開度、i:燃焼室番号、i=1〜N+1) と、i番目の燃焼室の両隣の炭化室に対する、過去に装炭された質量総和Miを入力する(ステップS13)。 Next, the actual change amount Δf i of the gas cock opening of each combustion chamber adjusted in the past from the storage device, the operation management computer, etc. (= the adjusted opening of the i-th combustion chamber−i-th combustion chamber) Before adjustment, i: combustion chamber number, i = 1 to N + 1), and the total mass Mi previously pasted for the carbonization chamber adjacent to the i-th combustion chamber (step S13).
そして、炭化室に装炭された重量Miと、該当燃焼室およびその両端に位置する乾留室自体の熱容量A、原料炭が乾留するまでの平均比熱αとから、i番目の燃焼室の熱容量Qiを下記式により、算出する。 Then, from the weight Mi charged in the carbonization chamber, the heat capacity A of the carbonization chamber itself located at the corresponding combustion chamber and both ends thereof, and the average specific heat α until the raw coal is carbonized, the heat capacity Qi of the i-th combustion chamber Is calculated by the following equation.
Qi = A + α・Mi ・・・・・・(10)
なお、A、αは予め算出した定数であり、例えば、過去の操業データから求めればよい。具体的には、Aは、燃焼室や炭化室を構成している材質(レンガなど)の比熱に、構成材料の使用量(質量、体積など)を乗算する。αは、投入した熱量を、そのときの原料炭の昇温量ΔTと装入炭重量Miとで除算することによって、算出して決定すればよいが、特に算出方法は限定するものではない。
Qi = A + α · Mi (10)
A and α are constants calculated in advance, and may be obtained from past operation data, for example. Specifically, A multiplies the specific heat of the material (brick or the like) constituting the combustion chamber or the carbonization chamber by the usage amount (mass, volume or the like) of the constituent material. α may be calculated and determined by dividing the amount of heat input by the temperature rise ΔT of the raw coal at that time and the charged coal weight Mi, but the calculation method is not particularly limited.
また、装炭重量Miも、前述の燃焼温度と同様に、実績値の平均値を用いるのが、バラツキが低減されると言う点で好ましい。平均を求めるにあたっては、同様に、ガスコック開度を調整してから、次に調整するまでの期間の平均を求めるのがよい。 In addition, as with the above-described combustion temperature, it is preferable to use the average value of the actual values as the coal weight Mi in terms of reducing variation. In obtaining the average, similarly, it is preferable to obtain the average of the period from the adjustment of the gas cock opening to the next adjustment.
そして、前述したΔFTiとΔfiと熱容量Qiとから、次の(11)式で示される関係により、影響係数(a,b)を逐次同定する(ステップS14)。 Then, the influence coefficient (a, b) is sequentially identified from the above-described ΔFT i , Δf i, and the heat capacity Qi according to the relationship expressed by the following equation (11) (step S14).
なお、Qbaseは、該当燃焼室から見た基準装炭量時の基準熱容量であり、両端の炭化室に装入する原料炭の重量総和の基準値をMとしたときに、下式で表される値であり、予め算出され、設定された固定値(定数)である。 Incidentally, Qbase is a reference capacity when the reference Sosumi amount as seen from the relevant combustion chamber, the reference value of the weight sum of the coking coal to be charged into the carbonization chamber at both ends when the M, tables in the following formula It is a fixed value (constant) calculated and set in advance.
Qbase = A + αM ・・・・・・(12)
なお、重量総和の基準値とは、定格重量と呼ばれる値であり、例えば、設計上、操業効率が良いとされている装炭重量である。また、過去の操業実績の平均などでもよい。また、式中のQiとQbaseとの分母・分子の関係は、重量実績が重くなるほど燃焼温度が低くなるので、本実施形態では、実施形態1,2とは逆になる。
Qbase = A + αM (12)
In addition, the reference value of the total weight is a value called a rated weight, and is, for example, a coal weight that is considered to have good operation efficiency by design. Moreover, the average of past operation results may be used. Further, the denominator / numerator relationship between Qi and Qbase in the formula is the reverse of the first and second embodiments in this embodiment because the combustion temperature becomes lower as the actual weight increases.
図2に示したように、i番目(i=1〜N+1)のガスコックCiを開方向に変更した場合には、i番目の燃焼室に流入するガスは増加するので、燃焼室温度が上昇する。その影響係数を、(11)式ではaとしている。 As shown in FIG. 2, when the i-th (i = 1 to N + 1) gas cock C i is changed to the opening direction, the gas flowing into the i-th combustion chamber increases, so the combustion chamber temperature Rises. The influence coefficient is a in the equation (11).
一方、装炭重量に関しては、装炭重量が基準値より多い場合には燃焼温度が低くなる方向にシフトすることが予測される。本発明では、装炭重量の炭化室ごとのバラツキを考慮しようとするものである。 On the other hand, regarding the coal loading weight, when the coal loading weight is larger than the reference value, it is predicted that the combustion temperature shifts in the direction of lowering. In this invention, it is going to consider the variation for every carbonization chamber of coal loading weight.
さて、(11)式は未知パラメータが (a,b)の2ヶ、式数がN+1ヶあることより、(a,b)を決定するためには通常の最小二乗法を適用する。数式的には(11)式を a,b について括り直した(13)式の係数行列の一般化逆行列を左から掛けることにより、解が得られる。 Now, since the equation (11) has two unknown parameters (a, b) and the number of equations is N + 1, the ordinary least squares method is applied to determine (a, b). Mathematically, the solution can be obtained by multiplying the generalized inverse matrix of the coefficient matrix of Equation (13) from the left by re-wrapping Equation (11) with respect to a and b.
次に、ステップS14 で求めた影響係数a,bに基いて、次回のガスコック開度調整時に、炭化室間での燃焼温度のばらつきを抑制するための、ガスコック開度の調整量(変更量)を算出する(ステップS15)。 Next, based on the influence coefficients a and b obtained in step S14, the adjustment amount (change amount) of the gas cock opening for suppressing the variation in the combustion temperature between the carbonization chambers at the next adjustment of the gas cock opening. Is calculated (step S15).
ここでは、前回のガスコック調整で得られた、各燃焼室毎の燃焼室温度平均FT[調整
後]i (i=1〜N+1)を、炉団全ての燃焼室(i=1〜N+1)で平均した燃焼室温度炉団平均FT'(=(FT[調整後]1+FT[調整後]2+...+FT[調整後]N+1)/(N+1))に一致させるための、次回のガスコック開度の調整量を算出する。
Here, the combustion chamber temperature average FT [after adjustment] i (i = 1 to N + 1) obtained by the previous gas cock adjustment is used as the combustion chambers (i = 1 to N) of all the furnace groups. +1) Combustion chamber temperature furnace group average FT ′ (= (FT [after adjustment] 1 + FT [after adjustment] 2 + ... + FT [after adjustment] N + 1 ) / (N + 1)) The adjustment amount of the next gas cock opening for matching is calculated.
具体的には、各燃焼室の燃焼温度平均FT[調整後]i(i=1〜N+1)の、燃焼室温度炉団平均FT'に対する偏差ΔFT'i(=FTi−FT')、偏差0は炉団平均値を意味)をそれぞれ、[ΔFT'1ΔFT'2ΔFT'3… ΔFT'i… ΔFT'N+1]とすると、次回のガスコック調整の結果による各燃焼室の燃焼温度平均の変化量ΔFTi(i=1〜N+1)がそれぞれ、[−ΔFT'1−ΔFT'2−ΔFT'3… −ΔFT'i… −ΔFT'N+1]となるようにガスコックを調整する。これにより、各燃焼室毎の燃焼室温度平均FT[調整後]i(i=1〜N+1)の燃焼室温度炉団平均FT'との偏差が0となると予測される。 Specifically, the deviation ΔFT ′ i (= FT i −FT ′) of the combustion temperature average FT [after adjustment] i (i = 1 to N + 1) of each combustion chamber with respect to the combustion chamber temperature furnace group average FT ′. , Deviation 0 means the mean value of the furnace group), where [ΔFT ' 1 ΔFT' 2 ΔFT ' 3 ... ΔFT' i ... ΔFT ' N + 1 ], the combustion in each combustion chamber according to the result of the next gas cock adjustment The gas cock so that the temperature average variation ΔFT i (i = 1 to N + 1) becomes [−ΔFT ′ 1 −ΔFT ′ 2 −ΔFT ′ 3 ... −ΔFT ′ i ... −ΔFT ′ N + 1 ], respectively. Adjust. As a result, the deviation of the combustion chamber temperature average FT [after adjustment] i (i = 1 to N + 1) for each combustion chamber from the combustion chamber temperature furnace group average FT ′ is predicted to be zero.
従って、前述の(13)式により求めた影響係数(a,b)を、次に示す(14)式に代入して、次回の最適開度変更量△gi(i=1〜N)について解くことにより、次回の操業で各燃焼室
の燃焼温度のばらつきをなくすための最適調整開度(変更量)が得られる。なお、ここでは、偏差が0になるようにしたが、0以外の値や所定範囲内(例えば、燃焼温度ばらつきの許容範囲や制御目標範囲)になるようにしても構わない。その場合は、−ΔFT'iに所定の値をバイアスとして加えればよい。
Accordingly, the influence coefficient (a, b) obtained by the above-described equation (13) is substituted into the following equation (14) to obtain the next optimum opening change amount Δg i (i = 1 to N). By solving, the optimum adjustment opening degree (change amount) for eliminating the variation in the combustion temperature of each combustion chamber in the next operation is obtained. Although the deviation is set to 0 here, it may be set to a value other than 0 or within a predetermined range (for example, an allowable range of combustion temperature variation or a control target range). In that case, a predetermined value may be added to −ΔFT ′ i as a bias.
上記(14)式は、未知数N+1ヶ、式数N+1ヶの連立方程式であり、解が一意に決まる。つまり(14)式の解[Δg1 Δg2 Δg3 ・・・Δgi・・・ ΔgN+1 ]が次回調整時の最適調整値となる。 The above equation (14) is a simultaneous equation with N + 1 unknowns and N + 1 equations, and the solution is uniquely determined. That is, the solution [Δg 1 Δg 2 Δg 3 ... Δg i ... Δg N + 1 ] of the equation (14) is the optimum adjustment value at the next adjustment.
実施形態4.
端部の炭化室室・燃焼室の特性を他の窯とは別に考えてもよい。この場合の(11)式相当の影響係数式は、次の(15)式のようになる。ここでは、Δf1、ΔfN+1からの影響係数を別の符号を用いて、端窯の影響を別扱いにしている。
Embodiment 4 FIG.
The characteristics of the carbonization chamber / combustion chamber at the end may be considered separately from other kilns. In this case, the influence coefficient equation corresponding to the equation (11) is as the following equation (15). Here, the influence coefficients from Δf 1 and Δf N + 1 are used as different signs, and the influence of the end kiln is handled separately.
また、この場合の上述の(13)式は、次の(16)式のようになる。 In this case, the above equation (13) becomes the following equation (16).
この(16)式の場合、式数はN+1、未知数の数は4であり、N+1が4以上なら影響係数を求められる可能性がある。その条件は、数学的には左辺行列のランク(階数)が未知数以上であれば良い。同様にして、階数の条件さえ満たせば、未知数、つまり異なる影響係数の数を増やすことができるので、燃焼室や炭化室の相互の位置関係を考慮した影響係数を扱うことが可能となる。なお、実施形態1.の(4)式においても同様に、左辺行列のランク(階数)が未知数以上という条件を満たせば、異なる影響係数の数を増やすことが可能である。
In the case of this equation (16), the number of equations is N + 1, the number of unknowns is 4, and if N + 1 is 4 or more, there is a possibility that an influence coefficient is obtained. The condition may be mathematically as long as the rank (rank) of the left-side matrix is greater than or equal to the unknown. Similarly, as long as the condition of rank is satisfied, the number of unknowns, that is, the number of different influence coefficients can be increased, so that it is possible to handle the influence coefficient in consideration of the mutual positional relationship between the combustion chamber and the carbonization chamber.
本発明では、特に、実施形態1.から実施形態4.で説明した式等の具体形に限定されるものではない。基本的な考え方が同じで、行列のランク条件さえ満たせば、どのようなモデル式の構造を仮定しても構わない。また、例えば、Qは定数であるので、a,bに含めた形態とした式として演算を行っても良い。 In the present invention, in particular, the first embodiment. To Embodiment 4. However, the present invention is not limited to the concrete form such as the formula described in the above. As long as the basic idea is the same and the rank condition of the matrix is satisfied, any model equation structure can be assumed. Further, for example, since Q is a constant, the calculation may be performed as an expression included in a and b.
C1〜CN+1 ガスコック
F1〜FN+1 燃焼室
D1〜DN 炭化室
C 1 to C N + 1 gas cock F 1 to F N + 1 combustion chamber D 1 to DN carbonization chamber
Claims (3)
過去の燃焼室毎の開度調整実績および炭化室毎の原料炭装入量実績から開度調整前後の各炭化室の火落時間の変化量への影響係数を、
i番目(i=1〜N+1、N+1は燃焼室の数)のガスコック開度変更量に対する、i 番目の燃焼室に隣接するi−1番目およびi番目の炭化室の火落時間平均の変化量への影響係数aと、i−1番目およびi番目以外の炭化室の火落時間平均の変化量への影響係数bとして、これらを異なる変数として最小二乗法により逐次同定し、その逐次同定結果より、前回のガスコック調整で得られた、各炭化室毎の火落時間平均を、炉団全ての炭化室で平均した火落時間炉団平均に一致させるための次回のガスコック開度の調整量を算出することを特徴とするコークス炉燃焼室のガス量調整方法。 A method for adjusting the amount of gas in a coke oven combustion chamber in which the flow rate balance of the fuel gas given to the combustion chamber for each combustion chamber is adjusted by the opening degree of the gas cock installed on the machine side,
The influence coefficient on the amount of change in the burning time of each carbonization chamber before and after the opening adjustment from the past opening adjustment performance for each combustion chamber and the raw coal charge amount for each carbonization chamber ,
The amount of change in the average fire time of the (i−1) -th and i-th carbonization chambers adjacent to the i-th combustion chamber with respect to the i-th (i = 1 to N + 1, N + 1 is the number of combustion chambers) gas cock opening change amount The coefficient of influence a and the coefficient of influence b of the average change in the fire time of the carbonization chambers other than the (i-1) and i-th are sequentially identified by the least-squares method as different variables , and the sequential identification results Therefore, the amount of adjustment of the next gas cock opening to match the average fire time of each coking chamber obtained in the previous gas cock adjustment with the average of the fire time furnace group averaged in all the coking chambers A method for adjusting the amount of gas in a coke oven combustion chamber, characterized by:
過去の燃焼室毎の開度調整実績および炭化室毎の原料炭装入量実績から開度調整前後の各燃焼室の燃焼室温度変化量への影響係数を、
i番目(i=1〜N+1、N+1は燃焼室の数)のガスコック開度変更量に対する、i番目の燃焼室の燃焼室温度平均の変化量への影響係数aと、i番目以外の燃焼室の燃焼室温度平均の変化量への影響係数bとして、これらを異なる変数として最小二乗法により逐次同定し、その逐次同定結果より、前回のガスコック調整で得られた、各燃焼室毎の燃焼室温度平均を、炉団全ての燃焼室で平均した燃焼室温度炉団平均に一致させるための次回のガスコック開度の調整量を算出することを特徴とするコークス炉燃焼室のガス量調整方法。 A method for adjusting the amount of gas in a coke oven combustion chamber in which the flow rate balance of the fuel gas given to the combustion chamber for each combustion chamber is adjusted by the opening degree of the gas cock installed on the machine side,
The influence coefficient on the amount of change in the combustion chamber temperature before and after the opening adjustment from the past opening adjustment results for each combustion chamber and the raw coal charging amount for each carbonization chamber ,
The influence coefficient a on the change amount of the combustion chamber temperature average of the i-th combustion chamber with respect to the i-th (i = 1 to N + 1, N + 1 is the number of combustion chambers) gas cock opening change amount, and combustion chambers other than the i-th combustion chamber As an influence coefficient b on the change in the average temperature of the combustion chamber of the combustion chamber, these are sequentially identified by the least square method as different variables, and from the sequential identification result , the combustion chamber for each combustion chamber obtained by the previous gas cock adjustment A method for adjusting a gas amount in a coke oven combustion chamber, wherein an adjustment amount of a next gas cock opening degree for calculating a temperature average to coincide with an average combustion chamber temperature furnace average obtained by averaging all combustion chambers in a combustion chamber is calculated.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009027060A JP5572957B2 (en) | 2009-02-09 | 2009-02-09 | Method for adjusting gas amount in coke oven combustion chamber and method for producing coke |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009027060A JP5572957B2 (en) | 2009-02-09 | 2009-02-09 | Method for adjusting gas amount in coke oven combustion chamber and method for producing coke |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010180371A JP2010180371A (en) | 2010-08-19 |
| JP5572957B2 true JP5572957B2 (en) | 2014-08-20 |
Family
ID=42762131
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009027060A Active JP5572957B2 (en) | 2009-02-09 | 2009-02-09 | Method for adjusting gas amount in coke oven combustion chamber and method for producing coke |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5572957B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5919815B2 (en) * | 2011-01-04 | 2016-05-18 | Jfeスチール株式会社 | Gas cock opening calculation method, coke oven operation method, and coke manufacturing method |
| JP5892131B2 (en) * | 2012-09-11 | 2016-03-23 | Jfeスチール株式会社 | Gas cock opening calculation method, coke oven operation method, and coke manufacturing method |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6147791A (en) * | 1984-08-14 | 1986-03-08 | Nippon Steel Corp | Method of controlling carbonization time and pushing temperature of coke oven |
| JP2001316674A (en) * | 2000-05-02 | 2001-11-16 | Nippon Steel Corp | A coke oven control method that suppresses the variation of coke oven fire time and discharge temperature between kilns |
| JP5176422B2 (en) * | 2007-08-10 | 2013-04-03 | Jfeスチール株式会社 | Method for adjusting gas amount in coke oven combustion chamber and method for producing coke |
-
2009
- 2009-02-09 JP JP2009027060A patent/JP5572957B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010180371A (en) | 2010-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5572957B2 (en) | Method for adjusting gas amount in coke oven combustion chamber and method for producing coke | |
| CN118034028A (en) | PID and adaptive fuzzy control compound control method | |
| JP5176422B2 (en) | Method for adjusting gas amount in coke oven combustion chamber and method for producing coke | |
| CN110598185A (en) | Coke oven coking unit consumption influence factor sequencing method and system | |
| JP4734014B2 (en) | Hot stove control method, control system, computer program, and computer-readable recording medium | |
| JP6673490B2 (en) | Fire time control method, fire time control guidance display device, coke oven operation method, and fire time control device | |
| JP5052944B2 (en) | Coke oven operation method | |
| JP5919815B2 (en) | Gas cock opening calculation method, coke oven operation method, and coke manufacturing method | |
| JP5223373B2 (en) | Method for adjusting gas amount in coke oven combustion chamber and method for producing coke | |
| JP5892131B2 (en) | Gas cock opening calculation method, coke oven operation method, and coke manufacturing method | |
| JP6155477B2 (en) | Coke oven combustion control method and apparatus | |
| JP2008001816A (en) | Coke oven combustion control method | |
| WO2014030438A1 (en) | Coke oven temperature control device and coke oven temperature control method | |
| KR101159284B1 (en) | Method of management for temperature of combustion chamber in coke oven | |
| JP4710312B2 (en) | Coke oven operation method, operation management device, and control program for operation management device | |
| KR101435272B1 (en) | Method for predicting consume calorie of coke oven | |
| JP2001049258A (en) | Furnace temperature control method for coke oven | |
| JPH1180737A (en) | Combustion control method and combustion control device for coke oven | |
| JP4361378B2 (en) | Selection method of carbon adhesion chamber and operation method of coke oven | |
| JP4774779B2 (en) | Coke oven operation management device and operation management method | |
| KR101536386B1 (en) | System and method for controlling cokes temperature | |
| KR20140119905A (en) | Method for ash predicting of cokes | |
| JPH1135946A (en) | Method of controlling coke oven burnout time | |
| JP5556249B2 (en) | How to detect a fire in a coke oven | |
| CN117762173A (en) | Automatic control method, system, medium and equipment for coke oven temperature |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111025 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20120321 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140603 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140616 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5572957 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |