JP5592517B2 - 口金付樹脂管の製造方法 - Google Patents
口金付樹脂管の製造方法 Download PDFInfo
- Publication number
- JP5592517B2 JP5592517B2 JP2013029348A JP2013029348A JP5592517B2 JP 5592517 B2 JP5592517 B2 JP 5592517B2 JP 2013029348 A JP2013029348 A JP 2013029348A JP 2013029348 A JP2013029348 A JP 2013029348A JP 5592517 B2 JP5592517 B2 JP 5592517B2
- Authority
- JP
- Japan
- Prior art keywords
- base
- resin tube
- resin
- bar
- peripheral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011347 resin Substances 0.000 title claims description 192
- 229920005989 resin Polymers 0.000 title claims description 192
- 238000004519 manufacturing process Methods 0.000 title claims description 47
- 239000000463 material Substances 0.000 claims description 100
- 230000002093 peripheral effect Effects 0.000 claims description 82
- 238000010438 heat treatment Methods 0.000 claims description 51
- 238000000034 method Methods 0.000 claims description 20
- 229920000106 Liquid crystal polymer Polymers 0.000 claims description 17
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 claims description 17
- 229920001971 elastomer Polymers 0.000 claims description 11
- 229920002379 silicone rubber Polymers 0.000 claims description 11
- 239000000470 constituent Substances 0.000 claims description 6
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 239000002195 soluble material Substances 0.000 claims description 3
- 238000005304 joining Methods 0.000 claims description 2
- 239000002131 composite material Substances 0.000 description 32
- 239000000805 composite resin Substances 0.000 description 10
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 9
- 239000010703 silicon Substances 0.000 description 9
- 229910052710 silicon Inorganic materials 0.000 description 9
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 239000000835 fiber Substances 0.000 description 6
- 239000010936 titanium Substances 0.000 description 6
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 4
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 4
- 239000010410 layer Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 229910052719 titanium Inorganic materials 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 229920000049 Carbon (fiber) Polymers 0.000 description 3
- 230000004888 barrier function Effects 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 3
- 230000004927 fusion Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000002210 silicon-based material Substances 0.000 description 2
- 239000011780 sodium chloride Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000010865 sewage Substances 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images








Landscapes
- Rigid Pipes And Flexible Pipes (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
航空・宇宙機に用いられる配管はアルミやチタンなどの金属配管が主流であるが、配管も繊維強化樹脂複合材化することによって、軽量化が可能である。
現在、繊維強化樹脂複合材を使用した配管としては、繊維強化樹脂の耐食性を利用した汚水配管等(最大内圧1.0MPa以下)が航空宇宙分野以外の一般産業用として実用化されている。
しかし、航空・宇宙機用途では、耐圧性、気密性(ガスバリア性)とともに軽量性が求められる。繊維強化樹脂複合材だけでは気密性の確保が難しく、配管内部を通る媒体が漏れてしまうおそれがある。
前記口金より熱膨張率が大きい棒材を用い、
前記樹脂管を構成する樹脂管構成材を筒状にして、前記樹脂管構成材の筒状にされた一端部を前記口金内に、当該一端部内に前記棒材を、これら3者を略同軸にして配置した上で加熱する加熱工程を備え、
前記加熱工程により、前記樹脂管構成材を溶融させつつ、前記口金と前記棒材の熱膨張率差により前記一端部に前記口金からの外圧及び前記棒材からの内圧を生じさせて前記一端部の外周面を前記口金の内周面に圧着保持して前記一端部の外周面を前記口金の内周面に融着させ、前記樹脂管を成形するようにしたものである。
前記外周部材は、前記内棒材より熱膨張率が大きい材料からなる請求項1に記載の口金付樹脂管の製造方法である。
前記加熱工程により、前記両樹脂管及び前記樹脂材を溶融させるとともに、前記口金と前記棒材の熱膨張率差により前記一端部に前記口金からの外圧及び前記棒材からの内圧を生じさせて前記一端部の外周面を前記口金の内周面に圧着保持して、前記樹脂管と前記他の樹脂管とを溶融結合させ一本化する口金付樹脂管の製造方法である。
まず、本実施形態の口金付樹脂管につき説明する。図1に示すように、本口金付樹脂管は、口金1と、樹脂管2と、外管3とから構成される。樹脂管2は熱可塑性でガスバリア性の高い樹脂である液晶ポリマーからなり、外管3は高強度で高耐圧が発揮できる炭素繊維強化樹脂複合材からなる。したがって、本口金付樹脂管は、樹脂管2の気密層と、外管3の耐圧層とによる2層構造により、耐圧性と、高い気密性(ガスバリア性)とを有する。
しかし、本口金付樹脂管によれば、樹脂管2の一端部2aが口金1内に配置され、一端部2aの外周面が口金1の内周面に被着接合しているので、配管内の圧力が増しても樹脂管2は口金1の内周面に押圧されて口金1との密着性を高め、口金接合部における気密性を高く維持でき、漏れにくい構造となっている。
また、本口金付樹脂管によれば、口金1によって本発明の配管のみならず、金属製の既存の配管と接続することができ、配管設備に対して全面的及び部分的な適用が可能である。
次に、本口金付樹脂管の製造方法1につき説明する。
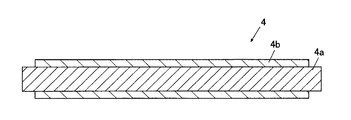
口金1を製作又は入手する一方、図2に示すような複合棒材4を製作する。
複合棒材4は、アルミニウムの内棒材4aと、内棒材4aの外周面に形成されたシリコンゴムの外周部材4bとからなる。外周部材4bの形成は、金型を用いた成形により次のように行うことができる。図3に示すような両端開口の円柱空間5a−1が形成された主型5aの下端に、穴5b−1が形成された底型5bを連結して蓋をする。次に、主型5aの上端開口からからシリコン材料を注ぎ込んだ後、内棒材4aを挿入し、内棒材4aの下端部を穴5b−1に嵌入する。次に、孔5c−1が形成された上型5cを主型5aの上端に連結するとともに内棒材4aの上端部を孔5c−1に挿入して、内棒材4aを円柱空間5a−1の中心位置に固定する。その後、シリコン材料を硬化させた後、型を開いて、出来上がった複合棒材4を取り出す。
図5に示す状態にされた口金1、シート材6、複合棒材4及び耐熱テープ7(図6において図示略)を、図6に示すように、すなわち、首部1b及び延出部6bを上型8aと下型8bとで挟みつけボルト等によって上型8aと下型8bとを締結する。これにより、メス型治具8に口金1を固定保持するとともに、メス型治具8の内周面を耐熱テープ7に圧着して口金1とメス型治具8との隙間を埋めた状態とする。またそれとともに、シート材6の延出部6bをメス型治具8により口金1の端面1cとの際から被って全体を拘束させる。これは、加熱工程時の複合棒材4の膨張により口金1の端面1cの位置でシート材6にせん断力が生じ、出来上がった樹脂管2に亀裂や局所的変形を生じさせないためである。そのため、メス型治具8の首部1bに対応する部分は、首部1bに沿ってテーパ状に形成し、延出部6bより大径に形成しておく。また、離型の容易や成形具合の調整を目的として延出部6bの全体を耐熱フィルムで被っておくとよい。
メス型治具8に口金1を固定保持するのは、樹脂管の延出部2と口金1との位置関係を固定するためである。
本加熱工程により、シート材6を溶融させつつ、口金1と複合棒材4の熱膨張率差により一端部6aに口金1からの外圧及び複合棒材4からの内圧を生じさせて一端部6aの外周面を口金1の内周面に圧着保持して一端部6aの外周面を口金1の内周面に融着させる。また、本加熱工程によりシート材6は複合棒材4やメス型治具8によって成形され、樹脂管2となる。
また、本加熱工程時にシート材6の溶け出した樹脂の流れ出しは、耐熱テープ7でせき止められる。
その後、メス型治具8を外し、付設された耐熱テープや耐熱フィルムを剥がす。これにより、口金付樹脂管10(図7(a)に図示)が得られる。
以上の手順とは逆に、メス型治具8を外した後に、複合棒材4を樹脂管2から抜き取ると、口金1の軸と複合棒材4や内棒材4aに加える力の方向にぶれが生じて樹脂管2を端面1cで傷つけるおそれがある。そのため、適当な固定治具が必要となるが、上記手順によれば、メス型治具8を口金1及び延出部2bの固定治具としてそのまま用いることができ、樹脂管2の損傷発生を回避し易い。
口金付樹脂管10の長さが単一であっても、別途、図7(b)に示す所望の一種又は多種の長さの樹脂管11を樹脂管2と同径に製作しておき、図7(c)に示すように口金付樹脂管10に継ぎ合わせて所望の長さの管を得ることができる。この場合、樹脂管11の製造は、アルミ棒等の棒材12に液晶ポリマーのシート材を巻き付け、バギングしてオートクレーブで成形して行う。
次に図7(c)に示すように棒材13を介して口金付樹脂管10と樹脂管11とを継ぎ合わせ、継ぎ目を液晶ポリマーのシート材14で覆った上、バギングしてオートクレーブで成形する。その後、図7(d)に示すように、口金首部及び露出した樹脂管の周りに炭素繊維強化樹脂複合材製の外管15を形成する。
図8は、シリコンゴムのみからなる棒材9を用いた場合の加熱工程実行後の状態を示している。棒材9を構成するシリコンが加熱工程時に径方向について拘束された結果、軸方向に大きく膨張し、樹脂管2の開口端から膨れ出ている。この場合、棒材9を樹脂管2から取り除き難い。このような結果を見越して、棒材9の外径を小さくすると、棒材9に巻き付けられて保持されているシート材6と口金1との間に遊びが多くなり、シート材6と口金1との適切な位置関係を維持して、良好な成型結果を得ることが難しい。また、加熱工程後に内棒材4aを先に抜き出すという上記方法を採れないので、取り出しに難は残る。
以上の様な試行結果に基づき、上記の複合棒材4を用いた方法を提案したものである。複合棒材4によれば、内棒材4a及び外周部材4b材のそれぞれの材料、直径を選択することにより、適当な外径で、適当な熱膨張率の棒材が得られる。
次に、本口金付樹脂管の製造方法2につき説明する。
本製造方法は、図9に示すように、口金付樹脂管10に対して樹脂管16を継ぎ足す方法である。
口金付樹脂管10を、上記製造方法1に従って製作する。
別途、樹脂管16を次のように製作する。
塩等の水溶性材料を型で丸棒状に固めて水溶性中子17とする。水溶性中子17をその軸に曲線部(図示せず)が含まれた任意の形状、又はその軸に曲線部が含まれない直線形状に成形する。
樹脂管2と、樹脂管16との継ぎ目を液晶ポリマーのシート材19で覆う。また、端面1c周辺の保護強化のため、端面1cを中心にした部位を液晶ポリマーのシート材20で覆う。
本実施例で用いた口金1のチタン(Ti)製、内棒材4aはアルミニウム製、外周部材4bはシリコン製、水溶性中子17は塩化ナトリウム製である。チタン(Ti)の熱膨張係数は8.8×10−6(/℃)である。本発明者らの測定によると、水溶性中子17に使用した塩化ナトリウムの熱膨張係数は41.9×10−6(/℃)で、外周部材4bに使用したシリコンの熱膨張係数は241.8×10−6(/℃)であった。本発明者らが使用した液晶ポリマーのシート材は、ロールに巻かれた状態でメーカから供給されたもので、メーカ仕様で融点は280(℃)、熱膨張係数は−8.3〜−12.8×10−6(/℃)である。
上記耐熱テープ、耐熱フィルム、耐熱バッグの生地としては市販のポリィミドフィルムを用いた。
また、液晶ポリマーに代え、他の樹脂材料を使用してもよい。但し、必要な機密性その他の特性を確保することに注意を要する。
また、シリコンゴムに代えて、他のゴム材、その他の材料を使用してもよいし、加熱工程において樹脂管を口金の内周面に十分に押圧する熱膨張率が得られれば材料は問わない。
また、口金の材料、内棒材の材料も、本発明の目的に適う限り適宜選択すればよい。
また、上記実施形態にあっては、繊維強化樹脂複合材製の外管を必要な耐圧を確保するために適用した。用途によっては、この外管を付けなくても配管として使用可能である。
2 樹脂管
3 外管
4 複合棒材
4a 内棒材
4b 外周部材
6 シート材
7 耐熱テープ
8 メス型治具
9 棒材
10 口金付樹脂管
11 樹脂管
12 棒材
13 棒材
14 シート材
15 外管
16 樹脂管
17 水溶性中子
18 複合棒材
18a 内棒材
18b 外周部材
19 シート材
20 シート材
Claims (15)
- 口金と、一端部を前記口金に接合した樹脂管とを有し、前記一端部が前記口金内に配置され、前記一端部の外周面が前記口金の内周面に被着接合されている口金付樹脂管を製造する方法であって、
前記口金より熱膨張率が大きい棒材を用い、
前記樹脂管を構成する樹脂管構成材を筒状にして、前記樹脂管構成材の筒状にされた一端部を前記口金内に、当該一端部内に前記棒材を、これら3者を略同軸にして配置した上で加熱する加熱工程を備え、
前記加熱工程により、前記樹脂管構成材を溶融させつつ、前記口金と前記棒材の熱膨張率差により前記一端部に前記口金からの外圧及び前記棒材からの内圧を生じさせて前記一端部の外周面を前記口金の内周面に圧着保持して前記一端部の外周面を前記口金の内周面に融着させ、前記樹脂管を成形する口金付樹脂管の製造方法。 - 前記樹脂管を構成する樹脂材料からなるシート材を前記棒材に所望の複数回巻き付けて前記樹脂管構成材を筒状に保持して、前記加熱工程を実行する請求項1に記載の口金付樹脂管の製造方法。
- 前記シート材が液晶ポリマーのシート材である請求項2に記載の口金付樹脂管の製造方法。
- 前記棒材の外周部が、前記加熱工程に耐える耐熱性を有するゴム材からなる請求項1に記載の口金付樹脂管の製造方法。
- 前記樹脂管が液晶ポリマーからなり、前記ゴム材がシリコンゴムである請求項4に記載の口金付樹脂管の製造方法。
- 前記棒材は、内棒材と、前記内棒材の外周面に形成された外周部材とからなり、
前記外周部材は、前記内棒材より熱膨張率が大きい材料からなる請求項1に記載の口金付樹脂管の製造方法。 - 前記外周部材が、前記加熱工程に耐える耐熱性を有するゴム材からなり、前記内棒材が金属からなる請求項6に記載の口金付樹脂管の製造方法。
- 前記樹脂管が液晶ポリマーからなり、前記ゴム材がシリコンゴムからなる請求項7に記載の口金付樹脂管の製造方法。
- 前記口金から延出した部分の前記樹脂管構成材の外周面を、前記樹脂管の外周面に対応した内周面が形成されたメス型治具により前記口金の端面との際から被った上で、前記加熱工程を実行する請求項1に記載の口金付樹脂管の製造方法。
- 前記メス型治具に前記口金を固定保持して前記加熱工程を実行する請求項9に記載の口金付樹脂管の製造方法。
- 前記加熱工程後、前記口金が前記メス型治具に固定保持された状態を維持しながら、前記棒材を前記樹脂管から抜き取る請求項10に記載の口金付樹脂管の製造方法。
- 前記樹脂管が延出する側にあたる前記口金の端部に、前記加熱工程に耐える耐熱テープを巻き付け、前記メス型治具の内周面を前記耐熱テープに圧着して前記口金と前記メス型治具との隙間を埋めた状態で、前記メス型治具に前記口金を固定保持して前記加熱工程を実行し、当該加熱工程において前記耐熱テープで前記樹脂管構成材の溶け出した樹脂の流れをせき止める請求項9に記載の口金付樹脂管の製造方法。
- 口金と、一端部を前記口金に接合した樹脂管とを有し、前記一端部が前記口金内に配置され、前記一端部の外周面が前記口金の内周面に被着接合されている口金付樹脂管の前記口金から延出した部分の前記樹脂管の内部に、棒状の中子に巻き付けて前記樹脂管と同径に成形された他の樹脂管から延出する棒状の当該中子の延出部を挿入して、その挿入される端部の先端面を前記口金内まで及ばせて、前記樹脂管の端面と、前記他の樹脂管との端面を合わせ、その継ぎ目を樹脂材で覆い、前記口金及び前記中子より熱膨張率が大きい棒材を前記口金内の前記樹脂管内に、当該棒材の前記口金に挿入される端部が前記中子の端部の前記先端面に当接する状態に配置した上で加熱する加熱工程を実行し、
前記加熱工程により、前記両樹脂管及び前記樹脂材を溶融させるとともに、前記口金と前記棒材の熱膨張率差により前記一端部に前記口金からの外圧及び前記棒材からの内圧を生じさせて前記一端部の外周面を前記口金の内周面に圧着保持して、前記樹脂管と前記他の樹脂管とを溶融結合させ一本化する口金付樹脂管の製造方法。 - 前記中子を水溶性の材料で構成し、前記加熱工程後に、前記中子を水に溶かして取り除く請求項13に記載の口金付樹脂管の製造方法。
- 前記加熱工程を、前記樹脂管又は前記樹脂管構成材と、前記口金及び前記棒材その他の付設される治具とをバギングしてオートクレーブで加熱・加圧して行う請求項1から請求項14のうちいずれか一に記載の口金付樹脂管の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013029348A JP5592517B2 (ja) | 2013-02-18 | 2013-02-18 | 口金付樹脂管の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013029348A JP5592517B2 (ja) | 2013-02-18 | 2013-02-18 | 口金付樹脂管の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008107546A Division JP5260126B2 (ja) | 2008-04-17 | 2008-04-17 | 口金付樹脂管 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013099962A JP2013099962A (ja) | 2013-05-23 |
| JP5592517B2 true JP5592517B2 (ja) | 2014-09-17 |
Family
ID=48621083
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013029348A Expired - Fee Related JP5592517B2 (ja) | 2013-02-18 | 2013-02-18 | 口金付樹脂管の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5592517B2 (ja) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000266242A (ja) * | 1999-03-12 | 2000-09-26 | Hitachi Ltd | 水棲生物付着防止管及びその製造方法 |
| DE10324321A1 (de) * | 2003-05-27 | 2004-12-23 | Putzmeister Ag | Transportrohr für Dickstoffe |
| JP2006069200A (ja) * | 2004-08-04 | 2006-03-16 | Sumitomo Electric Fine Polymer Inc | 積層体およびその製造方法と製造装置 |
-
2013
- 2013-02-18 JP JP2013029348A patent/JP5592517B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013099962A (ja) | 2013-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5260126B2 (ja) | 口金付樹脂管 | |
| EP2379299B1 (en) | Method of filling a casing | |
| US8840977B2 (en) | Casing member for forming a connection between tubular sections and use thereof for forming connections | |
| JP4599118B2 (ja) | 燃料タンク | |
| JP2015534006A (ja) | 航空機のための廃棄物輸送用複合材料要素及び水輸送用複合材料要素、並びにその製造方法 | |
| CZ9096A3 (en) | Method of connecting reinforced thermoplastic tubes | |
| JP5130104B2 (ja) | 樹脂管の製造方法 | |
| JP5161903B2 (ja) | 金属/frpパイプの製造方法及び金属/frpパイプ、並びに、金属/frpパイプの熱残留応力除去方法 | |
| JP5592517B2 (ja) | 口金付樹脂管の製造方法 | |
| JP4180550B2 (ja) | 極低温複合材圧力容器の製造方法 | |
| WO2018167736A2 (es) | Método para el revestimiento de juntas por medio de electrofusión en ductos on-shore utilizados en conducción de fluidos construidos con tubos revestidos externamente con espuma de poliuretano, revestidos o encamisados con polietileno y union obtenida por dicho método | |
| CN105339717B (zh) | 用于联结件的加强套筒,加强套筒和联结件的组件,将例如多层管道焊接至组件的方法 | |
| JPS58219018A (ja) | 合成樹脂管の接合方法 | |
| CN105697896A (zh) | 一种采用焊接连接的衬塑钢管的制备方法 | |
| US20140008907A1 (en) | Method and coupler for joining polymeric tubular objects | |
| WO2024204004A1 (ja) | 一体化成形品および一体化成形品の製造方法 | |
| JP6218562B2 (ja) | 成形用部材 | |
| JP2012167768A (ja) | 被覆ポリエチレン管用電気融着継手およびそれを用いた被覆ポリエチレン管路 | |
| JP2000346271A (ja) | 複合管の接合方法 | |
| JPS59109315A (ja) | 金属素材と繊維強化複合材との接合体 | |
| WO2014008021A1 (en) | Method and coupler for joining polymeric tubular objects | |
| CN118423514A (zh) | 一种柔性复合管连接结构及工艺方法 | |
| CN204213528U (zh) | 钢丝网增强电熔套筒 | |
| EA052370B1 (ru) | Способ сварки термопластичных труб | |
| BR112020010052B1 (pt) | Tubo flexível de alta pressão e método para produzir um tubo flexível de alta pressão |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130220 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140707 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140729 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140731 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5592517 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |