JP5597558B2 - 組立ラインにおける部品配膳システム - Google Patents
組立ラインにおける部品配膳システム Download PDFInfo
- Publication number
- JP5597558B2 JP5597558B2 JP2011007142A JP2011007142A JP5597558B2 JP 5597558 B2 JP5597558 B2 JP 5597558B2 JP 2011007142 A JP2011007142 A JP 2011007142A JP 2011007142 A JP2011007142 A JP 2011007142A JP 5597558 B2 JP5597558 B2 JP 5597558B2
- Authority
- JP
- Japan
- Prior art keywords
- transport
- line
- station
- cart
- carriage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Automatic Assembly (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
Description
また、搬送台車を用い、この搬送台車を搬送パレットに係合可能にしたため搬送パレットを小型化できワーク間の距離を少なくできるため、搬送ラインを短縮化でき、搬送速度を必要以上に高くする必要も無くなる。
請求項2に記載した発明によれば、車体のような大物のワークを組み立てる車体組立ラインを短縮化できると共に使用される自走式搬送台車、搬送台車の走行経路を短縮化できる。
請求項3に記載した発明によれば、隣接する搬送ラインの上流端と下流端同士を近接させた場合には、自走式搬送台車を最短の軌道で走行できる。したがって、自走式搬送台車により走行する空の搬送台車を搬送台車分離ステーションから部品配膳ステーションまで移動させる経路を最短距離にでき、搬送台車の配膳経路の無駄を最小限にできる。
図1に示すのは、自動車の車体組立ライン1を示している。車体組立ライン1は複数の平行な搬送ライン2によって構成されている。このうち上流側の搬送ライン2を搬送ライン2aとし、下流側の搬送ライン2を搬送ライン2bとする。各搬送ライン2a,2bは互いに上流端と下流端が近接して配置され、各搬送ライン2a,2bは複数の部品組み付け工程を有している。各搬送ライン2a,2bでは搬送パレット3上に大物のワークWである車体が載置されて矢印方向に搬送される。
また、隣り合った2本の搬送ライン2のうち下流側の搬送ライン2bの上流端の一側に配置された搬送台車分離ステーション4で搬送台車6と分離された自走式搬送台車8は、上流側の搬送ライン2aの下流端の一側に配設された搬送台車連結ステーション5に向けて移動し搬送台車連結ステーション5で整列された空となった搬送台車6を連結して部品配膳ステーション7に復帰する。
また、各搬送ライン2の下流端の一側に配設された搬送台車連結ステーション5には第2停止マーカー15が敷設され、自走式搬送台車8は第2停止マーカー15で停止した後、係止部12を突出させることにより空の搬送台車6の係止凹部13と係合する。
部品配膳ステーション7には第3停止マーカー16が敷設され、自走式搬送台車8は第3停止マーカー16で停止した後、係止部12を没入させることにより搬送台車6の係止凹部13との係合を解除する。尚、第1停止マーカー14、第2停止マーカー15、第3停止マーカー16をまとめて図5に示す。
次いで、部品配膳ステーション7では、作業者が加工順位データに基づいて部品棚17から該当する部品を取り出し、搬送台車6に積載し、加工順位通りに連結する。
加工順位通りに連結された先頭の搬送台車6の係止凹部13を、停止状態にある自走式搬送台車8の係止部12上に移動し、作業者が起動ボタンを押すことにより自走式搬送台車8を無線で起動させ、自走式搬送台車8の係止部12を突出させ自走式搬送台車8と搬送台車6を係合状態とし、各搬送ライン2の上流端の一側に配設された搬送台車分離ステーション4に向けて軌道上を移動する。
これにより、同種の部品について、機種毎の部品棚7aを配置する必要は無いため、省スペース化を図ることが可能となり、作業者の歩行数も削減できる。また、同種の部品について、複数の部品棚7aが存在しないため、人為的な部品の誤抽出を防止できる。
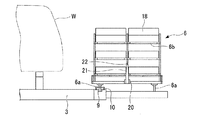
また、図4に示すように、搬送パレット3上における搬送台車6の係合位置は、搬送ライン2における大物のワークWへの部品の組み付け位置により、搬送パレット3の前端、後端、中央部付近の2箇所の3つの位置に係合可能となっている。
そして、車体組立ライン1が大物のワークWである車体を組み立てる車体組立ライン1であっても、これを短縮化できると共に使用される自走式搬送台車8、搬送台車6の軌道Kを短縮化できる。
尚、この発明は上記実施形態に限られるものではなく、例えば、車体組立ライン1に限られない。また、部品配膳ステーション7、搬送台車分離ステーション4及び搬送台車連結ステーション5を搬送ライン2a,2bの上流端と下流端に配置した場合について説明したが、上流端側、下流端側であれば完全に搬送ライン2a,2bの端部である必要は無い。
W ワーク
2a,2b 搬送ライン
1 車体組立ライン(組立ライン)
17 部品棚
7 部品配膳ステーション
4 搬送台車分離ステーション
5 搬送台車連結ステーション
6 搬送台車
8 自走式搬送台車
Claims (3)
- 搬送パレットに積載されたワークを搬送する連続した複数の平行な搬送ラインより構成された組立ラインにおける部品配膳システムにおいて、
隣接する前記搬送ラインの搬送方向の各上流端側に配設され部品棚を備えた部品配膳ステーションと、
前記隣接する搬送ラインの搬送方向の各上流端側の一側に配設された搬送台車分離ステーションと、
前記隣接する搬送ラインの搬送方向の各下流端側の一側に配設された搬送台車連結ステーションとを有し、
前記各部品配膳ステーションで搬送台車に部品を積載し、前記部品が積載された搬送台車に自走式搬送台車が連結可能に構成され、
前記自走式搬送台車は前記各部品配膳ステーションから当該搬送ラインの上流端側に配設された搬送台車分離ステーションに向けて各々搬送可能に構成され、
前記各搬送台車分離ステーションで搬送台車と自走式搬送台車とが分離可能に構成され、
前記自走式搬送台車は、前記各搬送台車分離ステーションから隣接する搬送ラインの前記各搬送台車連結ステーションに向けて搬送可能に構成され、
前記搬送台車は前記搬送ラインを上流から下流に向けて搬送される前記搬送パレットに係合可能に構成され、
前記搬送台車に積載された部品が各搬送ラインの各組立工程で前記ワークに組み付け可能に構成され、
前記隣接する各搬送ラインの下流に搬送された前記搬送台車は、前記搬送パレットとの係合を解除した後、当該搬送ラインの各搬送台車連結ステーションで整列可能に構成され、
前記各搬送台車連結ステーションに到着した前記自走式搬送台車に前記搬送台車を連結して、前記自走式搬送台車が隣接する各搬送ラインの前記部品配膳ステーションに搬送可能に構成されることを特徴とする組立ラインにおける部品配膳システム。 - 前記組立ラインが前記ワークを車体とする車体組立ラインであることを特徴とする請求項1記載の組立ラインにおける部品配膳システム。
- 一方の前記搬送ラインの部品配膳ステーション内、前記部品配膳ステーションと一方の搬送ラインの前記搬送台車分離ステーションとの間、前記搬送台車分離ステーションと他方の搬送ラインの前記搬送台車連結ステーションとの間、前記搬送台車連結ステーションと前記一方の搬送ラインの前記部品配膳ステーションとの間に、前記自走式搬送台車の軌道が配設されていることを特徴とする請求項1又は請求項2記載の組立ラインにおける部品配膳システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011007142A JP5597558B2 (ja) | 2011-01-17 | 2011-01-17 | 組立ラインにおける部品配膳システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011007142A JP5597558B2 (ja) | 2011-01-17 | 2011-01-17 | 組立ラインにおける部品配膳システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012148357A JP2012148357A (ja) | 2012-08-09 |
| JP5597558B2 true JP5597558B2 (ja) | 2014-10-01 |
Family
ID=46791148
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011007142A Expired - Fee Related JP5597558B2 (ja) | 2011-01-17 | 2011-01-17 | 組立ラインにおける部品配膳システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5597558B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106477264A (zh) * | 2016-11-18 | 2017-03-08 | 江苏三能动力总成有限公司 | 汽车动力总成转运装置及汽车动力总成的转运方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104321161B (zh) | 2012-05-11 | 2016-08-24 | 本田技研工业株式会社 | 车身用部件安装系统 |
| JP5649192B2 (ja) * | 2012-09-26 | 2015-01-07 | 本田技研工業株式会社 | 部品供給システム |
| CN114803340B (zh) * | 2022-04-08 | 2024-04-09 | 中国第一汽车股份有限公司 | 一种同端上下线物料输送系统及方法 |
| CN114802543B (zh) * | 2022-04-21 | 2023-08-18 | 中联重科股份有限公司 | 整机装配产线 |
| CN115159010B (zh) * | 2022-07-21 | 2024-05-07 | 安恒智能科技有限公司 | 一种低压开关柜的自动化生产线 |
| CN117068671B (zh) * | 2023-09-04 | 2025-11-11 | 广汽丰田汽车有限公司 | 物料台车运送装置和物料运输系统 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3227555B2 (ja) * | 1995-03-24 | 2001-11-12 | 関東自動車工業株式会社 | 組立ラインにおけるワゴン台車の同期移動機構 |
| JP3965720B2 (ja) * | 1997-04-21 | 2007-08-29 | マツダ株式会社 | 台車構造 |
| JP3819653B2 (ja) * | 1998-11-04 | 2006-09-13 | 本田技研工業株式会社 | 搬送装置 |
-
2011
- 2011-01-17 JP JP2011007142A patent/JP5597558B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106477264A (zh) * | 2016-11-18 | 2017-03-08 | 江苏三能动力总成有限公司 | 汽车动力总成转运装置及汽车动力总成的转运方法 |
| CN106477264B (zh) * | 2016-11-18 | 2019-04-26 | 江苏三能动力总成有限公司 | 汽车动力总成转运装置及汽车动力总成的转运方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012148357A (ja) | 2012-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5597558B2 (ja) | 組立ラインにおける部品配膳システム | |
| JP4232112B2 (ja) | 物品搬送設備 | |
| CN107601062B (zh) | 一种基于agv小车的高铁物流智能装卸系统及方法 | |
| US9227786B2 (en) | Part mounting facility and part mounting method | |
| CN111846823B (zh) | 一种自动化快速装卸货的对位物流站台系统 | |
| KR101416412B1 (ko) | 자동차 조립 라인용 부품 운송 시스템 | |
| JP5193336B2 (ja) | 車体組立ライン | |
| WO2009142293A1 (ja) | 車体に対する足回り部品の同期搬送システム及び同期搬送方法 | |
| US20090317217A1 (en) | Workpiece transportation system comprising automated transport vehicles and workpiece carriers | |
| TW202026785A (zh) | 搬送車系統 | |
| KR20120059456A (ko) | 워크 반송 설비 | |
| CN102039902B (zh) | 台车搬送装置 | |
| CN103395589B (zh) | 自动化物料输送系统及其物料传输方法 | |
| CN115397750A (zh) | 自动仓库系统 | |
| JP5578837B2 (ja) | 自動車組立設備 | |
| KR102611906B1 (ko) | 물류 운반차량 적재함의 적재 물품 자동 정렬 적재장치 | |
| JP6534175B2 (ja) | 組立ライン | |
| JP6517383B2 (ja) | 機械式駐車装置、その制御装置、機械式駐車装置の制御方法、及び制御プログラム、並びに機械式駐車装置の改修方法 | |
| KR101504740B1 (ko) | 조립 라인용 부품 공급장치 | |
| JP2701819B2 (ja) | ウエハ搬送装置および搬送制御方式 | |
| JPH03197268A (ja) | 自走台車使用の搬送設備 | |
| JP3520834B2 (ja) | 搬送台車システム | |
| JP5173046B1 (ja) | コンベヤシステム | |
| JP2005329935A (ja) | 接続構造とこれを備えた物品誘導システム | |
| JPH05310120A (ja) | ビード搬送用コンベア装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140722 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140811 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5597558 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |