JP5652995B2 - Composite molded body having plated surface and method for producing the same - Google Patents
Composite molded body having plated surface and method for producing the same Download PDFInfo
- Publication number
- JP5652995B2 JP5652995B2 JP2008258211A JP2008258211A JP5652995B2 JP 5652995 B2 JP5652995 B2 JP 5652995B2 JP 2008258211 A JP2008258211 A JP 2008258211A JP 2008258211 A JP2008258211 A JP 2008258211A JP 5652995 B2 JP5652995 B2 JP 5652995B2
- Authority
- JP
- Japan
- Prior art keywords
- molded body
- composite molded
- thermoplastic resin
- thermoplastic elastomer
- plated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000002131 composite material Substances 0.000 title claims description 64
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 52
- 229920005992 thermoplastic resin Polymers 0.000 claims description 52
- 238000007747 plating Methods 0.000 claims description 48
- 238000000034 method Methods 0.000 claims description 46
- 239000011342 resin composition Substances 0.000 claims description 38
- 229920005989 resin Polymers 0.000 claims description 23
- 239000011347 resin Substances 0.000 claims description 23
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 claims description 18
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 claims description 18
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 16
- 238000001746 injection moulding Methods 0.000 claims description 16
- 238000005530 etching Methods 0.000 claims description 11
- 239000000203 mixture Substances 0.000 claims description 11
- 150000005846 sugar alcohols Polymers 0.000 claims description 8
- 229920002647 polyamide Polymers 0.000 claims description 7
- 150000001336 alkenes Chemical class 0.000 claims description 3
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 claims description 3
- 229920000098 polyolefin Polymers 0.000 claims description 3
- 239000004793 Polystyrene Substances 0.000 claims description 2
- 229920000728 polyester Polymers 0.000 claims description 2
- 229920002223 polystyrene Polymers 0.000 claims description 2
- 229920002635 polyurethane Polymers 0.000 claims description 2
- 239000004814 polyurethane Substances 0.000 claims description 2
- 239000007864 aqueous solution Substances 0.000 description 18
- 230000000052 comparative effect Effects 0.000 description 13
- 239000007788 liquid Substances 0.000 description 12
- 239000004677 Nylon Substances 0.000 description 10
- 229920001971 elastomer Polymers 0.000 description 10
- 229920001778 nylon Polymers 0.000 description 10
- 238000003466 welding Methods 0.000 description 10
- 239000000806 elastomer Substances 0.000 description 9
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 8
- 239000003054 catalyst Substances 0.000 description 8
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 5
- 239000000654 additive Substances 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 239000002253 acid Substances 0.000 description 4
- 230000000996 additive effect Effects 0.000 description 4
- 230000001413 cellular effect Effects 0.000 description 4
- 239000008188 pellet Substances 0.000 description 4
- -1 triazine thiol Chemical class 0.000 description 4
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 239000012190 activator Substances 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000002845 discoloration Methods 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000009713 electroplating Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 2
- 229920001955 polyphenylene ether Polymers 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- HIDBROSJWZYGSZ-UHFFFAOYSA-N 1-phenylpyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C1=CC=CC=C1 HIDBROSJWZYGSZ-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- 239000004709 Chlorinated polyethylene Substances 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 101000837308 Homo sapiens Testis-expressed protein 30 Proteins 0.000 description 1
- 241001147149 Lucina Species 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 102100028631 Testis-expressed protein 30 Human genes 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- CDQSJQSWAWPGKG-UHFFFAOYSA-N butane-1,1-diol Chemical compound CCCC(O)O CDQSJQSWAWPGKG-UHFFFAOYSA-N 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 229910000365 copper sulfate Inorganic materials 0.000 description 1
- ARUVKPQLZAKDPS-UHFFFAOYSA-L copper(II) sulfate Chemical compound [Cu+2].[O-][S+2]([O-])([O-])[O-] ARUVKPQLZAKDPS-UHFFFAOYSA-L 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- PEVJCYPAFCUXEZ-UHFFFAOYSA-J dicopper;phosphonato phosphate Chemical compound [Cu+2].[Cu+2].[O-]P([O-])(=O)OP([O-])([O-])=O PEVJCYPAFCUXEZ-UHFFFAOYSA-J 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229920001973 fluoroelastomer Polymers 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- UWJJYHHHVWZFEP-UHFFFAOYSA-N pentane-1,1-diol Chemical compound CCCCC(O)O UWJJYHHHVWZFEP-UHFFFAOYSA-N 0.000 description 1
- 150000003018 phosphorus compounds Chemical class 0.000 description 1
- 239000011941 photocatalyst Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002589 poly(vinylethylene) polymer Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920012287 polyphenylene sulfone Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000012744 reinforcing agent Substances 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- RYCLIXPGLDDLTM-UHFFFAOYSA-J tetrapotassium;phosphonato phosphate Chemical compound [K+].[K+].[K+].[K+].[O-]P([O-])(=O)OP([O-])([O-])=O RYCLIXPGLDDLTM-UHFFFAOYSA-J 0.000 description 1
- 239000003017 thermal stabilizer Substances 0.000 description 1
- 229920006345 thermoplastic polyamide Polymers 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
Images
Landscapes
- Electroplating Methods And Accessories (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Chemically Coating (AREA)
Description
本発明は、めっき面を有する複合成形体とその製造方法に関する。 The present invention relates to a composite molded body having a plated surface and a method for producing the same.
最近では、熱可塑性エラストマーを弾性体として利用した、樹脂と熱可塑性エラストマーからなる複合成形体が使用されているが、従来のめっき法では、熱可塑性エラストマー部分に損傷を与えることなく、樹脂部分にめっきすることは困難である。特許文献1、2では、めっき浴の条件を厳密に管理する方法が開示されているが、前記問題の解決には十分ではない。
本発明は、熱可塑性樹脂を含む熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマーからなる成形体を有する複合成形体の樹脂部分がめっきされており、めっきに起因する損傷がない複合成形体とその製造方法を提供することを課題とする。 The present invention relates to a composite molded body in which a resin part of a composite molded body having a molded body made of a thermoplastic resin composition containing a thermoplastic resin and a molded body made of a thermoplastic elastomer is plated, and there is no damage caused by plating. And a manufacturing method thereof.
本発明は、課題の解決手段として、下記の各発明を提供する。
(1)熱可塑性樹脂を含む熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマーからなる成形体を有する複合成形体であって、前記熱可塑性樹脂組成物からなる成形体の露出面が、クロム酸浴によるエッチングを使用しないめっき法でめっきされているものである、めっき面を有する複合成形体。(2)前記熱可塑性樹脂が、ポリアミド系樹脂、スチレン系樹脂、オレフィン系樹脂及びこれらの1又は2以上の混合物から選ばれるものである、請求項1記載のめっき面を有する複合成形体。
(3)前記熱可塑性エラストマーが、ポリアミド系熱可塑性エラストマー、ポリスチレン系熱可塑性エラストマー、ポリオレフィン系熱可塑性エラストマー及びこれらの1又は2以上の混合物から選ばれるものである、請求項1又は2記載のめっき面を有する複合成形体。
(4)請求項1〜3のいずれか1項記載のめっき面を有する複合成形体の製造方法であって、
熱可塑性樹脂を含む熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーを含む成形体を有する複合成形体を多色射出成形又はインサート射出成形により得る工程、
前記複合成形体に対して、クロム酸浴によるエッチングを使用しないめっき法により、前記熱可塑性樹脂組成物からなる成形体の露出面にめっきする工程、
を有している、めっき面を有する複合成形体の製造方法。
(5)請求項1〜3のいずれか1項記載のめっき面を有する複合成形体の製造方法であって、
熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマー成形体を得る工程、
前記熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマー成形体を固着して一次複合成形体を製造する工程、
次に、前記一次複合成形体に対して、クロム酸浴を使用しないめっき法でめっきして、めっきされた複合成形体を得る工程、
を有している、めっき面を有する複合成形体の製造方法。
The present invention provides the following inventions as means for solving the problems.
(1) A composite molded body having a molded body made of a thermoplastic resin composition containing a thermoplastic resin and a molded body made of a thermoplastic elastomer, wherein the exposed surface of the molded body made of the thermoplastic resin composition is chromium. A composite molded body having a plated surface, which is plated by a plating method that does not use etching with an acid bath. (2) The composite molded body having a plated surface according to claim 1, wherein the thermoplastic resin is selected from a polyamide-based resin, a styrene-based resin, an olefin-based resin, and a mixture of one or more thereof.
(3) The plating according to claim 1 or 2, wherein the thermoplastic elastomer is selected from a polyamide-based thermoplastic elastomer, a polystyrene-based thermoplastic elastomer, a polyolefin-based thermoplastic elastomer, and a mixture of one or more thereof. A composite molded body having a surface.
(4) A method for producing a composite molded body having a plated surface according to any one of claims 1 to 3,
A step of obtaining, by multicolor injection molding or insert injection molding, a molded product comprising a molded product comprising a thermoplastic resin composition containing a thermoplastic resin and a molded product containing a thermoplastic elastomer;
Plating the exposed surface of the molded body made of the thermoplastic resin composition by a plating method that does not use etching with a chromic acid bath for the composite molded body,
A method for producing a composite molded body having a plated surface.
(5) A method for producing a composite molded body having a plated surface according to any one of claims 1 to 3,
A step of obtaining a molded article comprising a thermoplastic resin composition and a thermoplastic elastomer molded article,
A step of producing a primary composite molded article by adhering a molded article comprising the thermoplastic resin composition and a thermoplastic elastomer molded article;
Next, a step of plating the primary composite molded body by a plating method not using a chromic acid bath to obtain a plated composite molded body,
A method for producing a composite molded body having a plated surface.
本発明の複合成形体は、外観の美しいめっき面(熱可塑性樹脂組成物の成形体部分)と弾性のある熱可塑性エラストマーの成形体部分を有しており、前記めっき面が、クロム酸浴によるエッチングを使用しないめっき法でめっきされているため、前記熱可塑性エラストマーの成形体部分には弾性や外観を損なうような損傷がない。 The composite molded body of the present invention has a plated surface (molded body portion of a thermoplastic resin composition) having a beautiful appearance and a molded body portion of an elastic thermoplastic elastomer, and the plated surface is formed by a chromic acid bath. Since the plating is carried out by a plating method that does not use etching, the molded part of the thermoplastic elastomer has no damage that impairs elasticity or appearance.
本発明のめっき面を有する複合成形体は、以下に説明する2つの製造方法のいずれかにより、製造することができる。 The composite molded body having a plated surface of the present invention can be manufactured by one of the two manufacturing methods described below.
<第1の製造方法>
まず、熱可塑性樹脂を含む熱可塑性樹脂組成物と熱可塑性エラストマーを含むものを用い、多色射出成形又はインサート射出成形により、前記組成物からなる成形体と前記エラストマーからなる成形体を有するめっき前の複合成形体(以下「一次複合成形体」と称する)を得る。
<First manufacturing method>
First, using a thermoplastic resin composition containing a thermoplastic resin and a thermoplastic elastomer, and using a multicolor injection molding or insert injection molding, a molded body made of the composition and a molded body made of the elastomer before plating A composite molded body (hereinafter referred to as “primary composite molded body”) is obtained.
多色射出成形は周知の成形法であり、2本以上のシリンダーを有する多色成形機を用い、金型を反転させる方式や金型を拡大するコアーバック方式を適用して成形する方法である。また2以上の射出成形機を用いるインサート射出成形法も公知の方法を適用できる。本発明においては特別な成形条件はないが、得られた一次複合成形体が、必ず熱可塑性樹脂組成物からなる露出面(即ち、めっき対象面)を有するようにする。 Multi-color injection molding is a well-known molding method, which uses a multi-color molding machine having two or more cylinders and molds by applying a mold reversing method or a core back method for expanding the mold. . A known method can also be applied to the insert injection molding method using two or more injection molding machines. In the present invention, there are no special molding conditions, but the obtained primary composite molded body always has an exposed surface (that is, a surface to be plated) made of a thermoplastic resin composition.
次に、一次複合成形体の熱可塑性樹脂組成物からなる露出面に対して、クロム酸浴によるエッチングを使用しないめっき法でめっきする。このめっき法は、特開2003−82138号公報、特開2003−166067号公報、特開2004−2996号公報、特開2006−152041号公報、特開2006−219757号公報等の実施例等に記載の熱可塑性樹脂組成物として多価アルコールを含有するものを用いためっき法、特開2007−100174号公報に記載の過マンガン酸によるエッチング法を利用しためっき法、特開2007−231362号公報に記載のUV酸化法を利用しためっき法、特開2005−68496号公報に記載の光触媒を用いた樹脂めっき法、特開2008−50541号公報に記載のトリアジンチオールを用いためっき法、特開2007−84929号公報に記載の超臨界二酸化炭素を用いためっき法等を適用することができる。 Next, the exposed surface made of the thermoplastic resin composition of the primary composite molded body is plated by a plating method that does not use etching with a chromic acid bath. Examples of this plating method include those disclosed in JP 2003-82138 A, JP 2003-166067 A, JP 2004-2996 A, JP 2006-152041 A, and JP 2006-219757 A. A plating method using a polyhydric alcohol-containing one as the thermoplastic resin composition described, a plating method using a permanganic acid etching method described in Japanese Patent Application Laid-Open No. 2007-1000017, and Japanese Patent Application Laid-Open No. 2007-231362 A plating method using the UV oxidation method described in JP-A-2005-68496, a resin plating method using a photocatalyst described in JP-A-2005-68496, a plating method using triazine thiol described in JP-A-2008-50541, A plating method using supercritical carbon dioxide described in Japanese Patent Application Publication No. 2007-84929 can be applied.
<第2の製造方法>
まず、公知の樹脂成形法を適用して、用途に応じた所望形状の熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマー成形体を得る。
<Second production method>
First, a known resin molding method is applied to obtain a molded body and a thermoplastic elastomer molded body made of a thermoplastic resin composition having a desired shape according to the intended use.
次に、前記熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマー成形体を固着して一次複合成形体を製造する。 Next, a molded body made of the thermoplastic resin composition and a thermoplastic elastomer molded body are fixed to produce a primary composite molded body.
次に、前記一次複合成形体に対して、クロム酸浴を使用しないめっき法でめっきして、めっきされた複合成形体を得る。 Next, the primary composite molded body is plated by a plating method that does not use a chromic acid bath to obtain a plated composite molded body.
クロム酸浴を使用するめっき法を適用した場合、熱可塑性エラストマーがクロム酸浴によって酸化され、劣化して機械物性が低下する、変色するなど種々の問題を引き起こす。しかし、本発明の製造方法では、クロム酸浴を使用しないめっき法を適用するため、機械物性の低下や変色といった問題はない。 When a plating method using a chromic acid bath is applied, the thermoplastic elastomer is oxidized by the chromic acid bath and deteriorates to cause various problems such as deterioration of mechanical properties and discoloration. However, in the manufacturing method of the present invention, since a plating method that does not use a chromic acid bath is applied, there is no problem of deterioration in mechanical properties or discoloration.
クロム酸浴を使用しないめっき法でめっきする。このめっき法は、特開2003−82138号公報、特開2003−166067号公報、特開2004−2996号公報、特開2006−152041号公報等の実施例等に記載のめっき法を適用することができる。 Plating by a plating method that does not use a chromic acid bath. For this plating method, the plating methods described in Examples of JP2003-82138A, JP2003-166607A, JP2004-2996A, JP2006-152041A, and the like are applied. Can do.
次に、めっきされた熱可塑性樹脂組成物の成形体と熱可塑性エラストマー成形体を固着して、めっき面を有する複合成形体を得る。 Next, the molded body of the plated thermoplastic resin composition and the thermoplastic elastomer molded body are fixed to obtain a composite molded body having a plated surface.
熱可塑性樹脂組成物の成形体と熱可塑性エラストマー成形体の固着方法は特に制限されず、各種溶着法、接着剤を用いた接着法等を適用することができる。 The fixing method of the molded body of the thermoplastic resin composition and the thermoplastic elastomer molded body is not particularly limited, and various welding methods, bonding methods using an adhesive, and the like can be applied.
溶着法は、熱可塑性樹脂を加熱して圧力を加え、分子レベルで接合する方法であり、インパルス溶着、熱板溶着、非接触熱板溶着、超音波溶着、高周波溶着、振動溶着、半導体レーザー溶着、赤外線溶着等を挙げることができる。 The welding method is a method in which a thermoplastic resin is heated to apply pressure and bonded at the molecular level. Impulse welding, hot plate welding, non-contact hot plate welding, ultrasonic welding, high frequency welding, vibration welding, semiconductor laser welding. And infrared welding.
<熱可塑性樹脂組成物>
熱可塑性樹脂組成物は、熱可塑性樹脂と、必要に応じてめっきの密着強度を高めるための各種成分、樹脂用添加剤を含有するものである。
<Thermoplastic resin composition>
The thermoplastic resin composition contains a thermoplastic resin, various components for increasing the adhesion strength of plating as required, and an additive for resin.
熱可塑性樹脂としては、ポリアミド系樹脂、スチレン系樹脂(ABS樹脂、AS樹脂等)、オレフィン系樹脂、ポリフェニレンエーテル樹脂(PPE)、ポリフェニレンスルホン樹脂(PPS)、ポリスルホン樹脂、アクリル系樹脂、セルロース系樹脂及びこれらのアロイから選ばれるものが好ましい。これらの中でも、ポリアミド系樹脂、スチレン系樹脂、オレフィン系樹脂及びこれらのアロイから選ばれるものが好ましく、ポリアミド系樹脂を含んでいることが好ましい。 Thermoplastic resins include polyamide resins, styrene resins (ABS resins, AS resins, etc.), olefin resins, polyphenylene ether resins (PPE), polyphenylene sulfone resins (PPS), polysulfone resins, acrylic resins, and cellulose resins. And those selected from these alloys are preferred. Among these, those selected from polyamide-based resins, styrene-based resins, olefin-based resins, and alloys thereof are preferable, and preferably include polyamide-based resins.
また熱可塑性樹脂組成物は、熱可塑性樹脂と共に、特開2006−152041号公報に記載の相溶化剤を含有することができる。 Moreover, the thermoplastic resin composition can contain the compatibilizing agent described in JP-A-2006-152041 together with the thermoplastic resin.
熱可塑性樹脂組成物は、めっきの密着強度を高める成分として、多価アルコールを含有することができる。多価アルコールとしては、プロピレングリコール、エチレングリコール、ジエチレングリコール、ネオペンチルグリコール、ブタンジオール、ペンタンジオール、ポリオキシエチレングリコール、ポリオキシプロピレングリコール、トリメチロールプロパン、ペンタエリスリトール、ジペンタエリスリトール、グリセリン等から選ばれるものが好ましい。これらの中でも、ペンタエリスリトール、ジペンタエリスリトールが好ましい。 The thermoplastic resin composition can contain a polyhydric alcohol as a component that increases the adhesion strength of plating. The polyhydric alcohol is selected from propylene glycol, ethylene glycol, diethylene glycol, neopentyl glycol, butanediol, pentanediol, polyoxyethylene glycol, polyoxypropylene glycol, trimethylolpropane, pentaerythritol, dipentaerythritol, glycerin, etc. Those are preferred. Among these, pentaerythritol and dipentaerythritol are preferable.
熱可塑性樹脂と多価アルコールの含有割合は、熱可塑性樹脂100質量部(相溶化剤を配合したときは、相溶化剤を除いた量)に対して、多価アルコールは0.01〜50質量部が好ましく、0.01〜30質量部がより好ましく、0.01〜15質量部が更に好ましい。 The content ratio of the thermoplastic resin and the polyhydric alcohol is 0.01 to 50 masses of the polyhydric alcohol with respect to 100 parts by mass of the thermoplastic resin (the amount excluding the compatibilizer when the compatibilizer is blended). Part is preferable, 0.01-30 mass parts is more preferable, and 0.01-15 mass parts is still more preferable.
熱可塑性樹脂組成物は、めっきの密着強度を高める他の成分として、特開2003−82138号公報、特開2003−166067号公報、特開2004−2996号公報、特開2006−152041号公報に記載の界面活性剤、リン化合物を含有することができる。 Thermoplastic resin compositions are disclosed in JP-A-2003-82138, JP-A-2003-166067, JP-A-2004-2996, and JP-A-2006-152041, as other components that increase the adhesion strength of plating. The described surfactants and phosphorus compounds can be contained.
熱可塑性樹脂組成物は、本発明の課題を解決できる範囲にて、フィラー又は補強剤(強化繊維等)、安定剤(紫外線吸収剤、酸化防止剤、熱安定剤等)、着色剤、可塑剤、滑剤、難燃剤、帯電防止剤等の樹脂用添加剤を含有することができる。 The thermoplastic resin composition is a filler or reinforcing agent (reinforced fiber, etc.), stabilizer (ultraviolet absorber, antioxidant, thermal stabilizer, etc.), colorant, plasticizer, as long as the problems of the present invention can be solved. Further, additives for resins such as lubricants, flame retardants and antistatic agents can be contained.
<熱可塑性エラストマー>
熱可塑性エラストマーとしては、スチレン系熱可塑性エラストマー、ポリオレフィン系熱可塑性エラストマー、ポリ塩化ビニル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、1,2−ポリブタジエン系熱可塑性エラストマー、トランスポリイソプレン系熱可塑性エラストマー、フッ素ゴム系熱可塑性エラストマー、塩素化ポリエチレン系熱可塑性エラストマー、動的架橋系熱可塑性エラストマー等から選ばれるものを挙げることができる。
<Thermoplastic elastomer>
Thermoplastic elastomers include styrene thermoplastic elastomer, polyolefin thermoplastic elastomer, polyvinyl chloride thermoplastic elastomer, polyurethane thermoplastic elastomer, polyester thermoplastic elastomer, polyamide thermoplastic elastomer, 1,2-polybutadiene. Examples thereof include those selected from thermoplastic elastomers, transpolyisoprene thermoplastic elastomers, fluororubber thermoplastic elastomers, chlorinated polyethylene thermoplastic elastomers, dynamically crosslinked thermoplastic elastomers, and the like.
熱可塑性樹脂と熱可塑性エラストマーの含有割合は、複合成形体の用途によって、適宜決定されるものである。 The content ratio of the thermoplastic resin and the thermoplastic elastomer is appropriately determined depending on the use of the composite molded body.
熱可塑性エラストマーには、本発明の課題を解決できる範囲にて、上記した樹脂用添加剤を含有することができる。 The thermoplastic elastomer can contain the above-mentioned additive for resin as long as the problems of the present invention can be solved.
<複合成形体>
本発明の複合成形体は、めっき面を有する熱可塑性樹脂組成物の成形体部分と、熱可塑性エラストマーの成形体部分を有しているため、外観の美しいめっき面(熱可塑性樹脂組成物の成形体部分)を表側にして、弾性のある熱可塑性エラストマーの成形体部分を裏側にすることで、コンピューター等のキーボードのキー、電話機等のキー、カメラの操作ボタンのような、繰り返し押されるような用途や、携帯電話用カバー、デジタルカメラ用カバーのようなヒンジ効果が必要な用途に好適となる。また、ボタン、ヒモ飾り(ループエンド)ドローコード用ストッパー等の服飾パーツ、各種製品の把手等の用途に適用することで、装飾性を付与することができるほか、握ったときの柔らかな手触り感や滑り止めや衝撃吸収等の効果も得ることができる。
<Composite molded body>
Since the composite molded body of the present invention has a molded body portion of a thermoplastic resin composition having a plated surface and a molded body portion of a thermoplastic elastomer, the plated surface having a beautiful appearance (molding of a thermoplastic resin composition) With the body part) on the front side and the molded part of elastic thermoplastic elastomer on the back side, it can be repeatedly pressed, such as keyboard keys for computers, telephone keys, camera operation buttons, etc. It is suitable for applications that require a hinge effect such as covers for mobile phones and covers for digital cameras. In addition, it can be used for apparel parts such as buttons, strap decorations (loop end) draw cord stoppers, grips for various products, etc., and it can be decorated, and it feels soft when you hold it. In addition, effects such as anti-slip and shock absorption can be obtained.
実施例1、2(第1の製造方法)及び比較例1
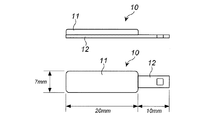
表1に示す熱可塑性樹脂組成物をV型タンブラーで混合後、二軸押出機(日本製鋼製、TEX30 シリンダー温度230℃)にて溶融混錬し、ペレットを得た。この熱可塑性樹脂組成物ペレットと所要量の熱可塑性エラストマー(東レ・デユポン(株)製のハイトレル−5557)を用い、二色射出成形機(日製樹脂工業(株)のDC−120−9A)により、射出成形して、図1に示す、熱可塑性樹脂組成物の成形体11と熱可塑性エラストマーの成形体12からなる携帯電話カバー(一次複合成形体)10を得た。
Examples 1 and 2 (first manufacturing method) and Comparative Example 1
After mixing the thermoplastic resin composition shown in Table 1 with a V-type tumbler, it was melt-kneaded with a twin-screw extruder (manufactured by Nippon Steel, TEX30 cylinder temperature 230 ° C.) to obtain pellets. Using this thermoplastic resin composition pellet and a required amount of thermoplastic elastomer (Hytrel-5557 manufactured by Toray Deyupon Co., Ltd.), a two-color injection molding machine (DC-120-9A manufactured by Nissin Plastic Industry Co., Ltd.) Thus, a cellular phone cover (primary composite molded body) 10 comprising a thermoplastic resin composition molded
次に、携帯電話カバー(一次複合成形体)10に対して、下記のクロム酸浴によるエッチングを使用しないめっき法でめっきした。なお、比較例は、特許文献1の実施例(表1のNo.5)と同じクロム酸浴を使用するめっき法でめっきした。 Next, the cellular phone cover (primary composite molded body) 10 was plated by a plating method that does not use etching with the following chromic acid bath. In addition, the comparative example plated by the plating method which uses the same chromic acid bath as the Example (No. 5 of Table 1) of patent document 1. FIG.
(1)脱脂工程
携帯電話カバー(一次複合成形体)10を、エースクリンA−220(奥野製薬工業株式会社製)50g/L水溶液(液温40℃)に20分浸漬した。
(1) Degreasing process The cellular phone cover (primary composite molded body) 10 was immersed in an aceclin A-220 (Okuno Pharmaceutical Co., Ltd.) 50 g / L aqueous solution (liquid temperature 40 ° C.) for 20 minutes.
(2)酸による接触処理工程
携帯電話カバー(一次複合成形体)10を、35質量%塩酸230ml/Lと、CRPナイロンエッチャント(奥野製薬工業株式会社製)20ml/L水溶液との混合水溶液(液温35℃)中に10分間浸漬した。
(2) Contact treatment step with acid A mobile phone cover (primary composite molded body) 10 is a mixed aqueous solution (liquid) of 35 mass% hydrochloric acid 230 ml / L and CRP nylon etchant (Okuno Pharmaceutical Co., Ltd.) 20 ml / L aqueous solution. (Temperature 35 ° C.) for 10 minutes.
(3)触媒付与工程1
携帯電話カバー(一次複合成形体)10を、35質量%塩酸30ml/Lと、CRPナイロンキャタリスト(奥野製薬工業株式会社製)100ml/L水溶液と、CRPナイロンキャタリスト添加剤(奥野製薬工業株式会社製)200ml/L水溶液の混合水溶液(液温35℃)中に6分間浸漬した。
(3) Catalyst application step 1
A mobile phone cover (primary composite molded body) 10 is prepared by adding 35 mass% hydrochloric acid 30 ml / L, CRP nylon catalyst (Okuno Pharmaceutical Co., Ltd.) 100 ml / L aqueous solution, and CRP nylon catalyst additive (Okuno Pharmaceutical Co., Ltd.) The product was immersed in a mixed aqueous solution (liquid temperature 35 ° C.) of 200 ml / L aqueous solution for 6 minutes.
(4)触媒付与工程2
携帯電話カバー(一次複合成形体)10を、CRPナロンアクチベーター50ml/L水溶液(液温35℃)中に1分間浸漬した。
(4) Catalyst application step 2
The mobile phone cover (primary composite molded body) 10 was immersed in a CRP nalon activator 50 ml / L aqueous solution (liquid temperature 35 ° C.) for 1 minute.
(5)導体化工程
携帯電話カバー(一次複合成形体)10を、CRPナイロンセレクターA(奥野製薬工業株式会社製)150ml/L、CRPナイロンセレクターB奥野製薬工業株式会社製)200ml/L水溶液の混合水溶液(液温45℃)中に3分間浸漬した。
(5) Conducting process The mobile phone cover (primary composite molded body) 10 is made of CRP nylon selector A (Okuno Pharmaceutical Co., Ltd.) 150 ml / L, CRP nylon selector B Okuno Pharmaceutical Co., Ltd.) 200 ml / L aqueous solution. It was immersed in a mixed aqueous solution (liquid temperature 45 ° C.) for 3 minutes.
(6)銅の電気めっき工程
携帯電話カバー(一次複合成形体)10を、下記組成のめっき液(液温25℃)に浸漬して、20分間電気めっきを行った。
(6) Copper electroplating step The cell phone cover (primary composite molded body) 10 was immersed in a plating solution (liquid temperature 25 ° C.) having the following composition, and electroplated for 20 minutes.
(めっき浴の組成)
硫酸銅(CuSO4・5H2O)200g/L
硫酸(98%)50g/L
塩素イオン(Cl-)5ml/L
トップルチナ2000MU(奥野製薬工業株式会社製)5ml/L。
(Composition of plating bath)
Copper sulfate (CuSO 4 .5H 2 O) 200 g / L
Sulfuric acid (98%) 50g / L
Chloride ion (Cl -) 5ml / L
Top Lucina 2000MU (Okuno Pharmaceutical Co., Ltd.) 5ml / L.
実施例3、4(第1の製造方法)及び比較例2
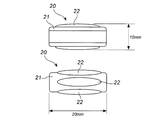
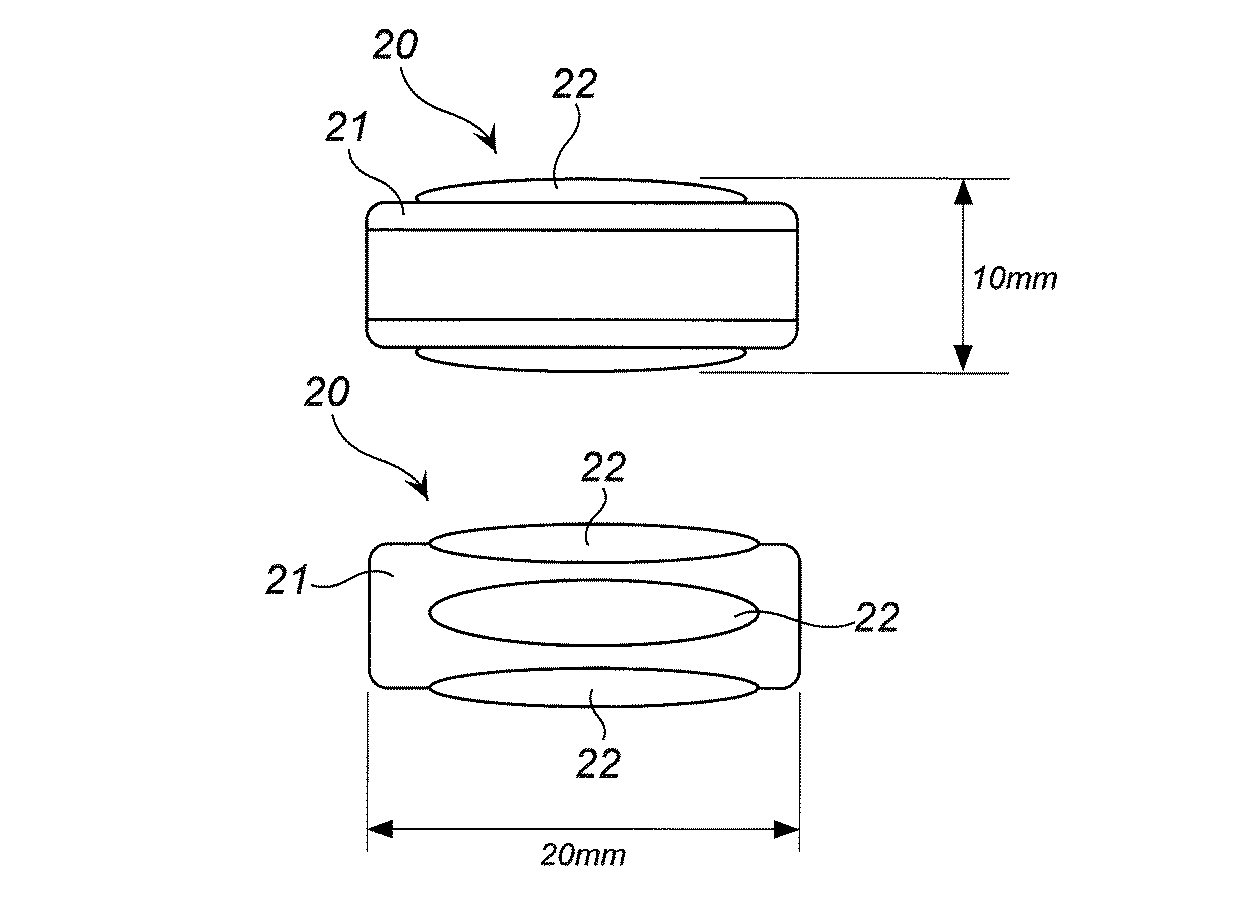
実施例1で得た熱可塑性樹脂組成物ペレットを用い、射出成形機(日製樹脂工業(株)のPS−60E9A)により、図2に示す成形体21の部分を得た。次に、この成形体21を金型に入れ、射出成形機(日製樹脂工業(株)のTH60R9VES)を用いて所要量の熱可塑性エラストマー(東レ・デユポン(株)製のハイトレル−5557)をインサート射出成形することにより、熱可塑性樹脂組成物の成形体21と熱可塑性エラストマーの成形体22からなるループエンド(一次複合成形体)20を得た。
Examples 3 and 4 (first manufacturing method) and Comparative Example 2
Using the thermoplastic resin composition pellets obtained in Example 1, a part of the molded
次に、ループエンド(一次複合成形体)20に対して、下記のクロム酸浴によるエッチングを使用しないめっき法でめっきした。なお、比較例は、特許文献1の実施例(表1のNo.5)と同じクロム酸浴を使用するめっき法でめっきした。 Next, it plated with the plating method which does not use the etching by the following chromic acid bath with respect to the loop end (primary composite molded object) 20. FIG. In addition, the comparative example plated by the plating method which uses the same chromic acid bath as the Example (No. 5 of Table 1) of patent document 1. FIG.
(1)脱脂工程
ループエンド(一次複合成形体)20を、エースクリンA−220(奥野製薬工業株式会社製)50g/L水溶液(液温40℃)に5分浸漬した。
(1) Degreasing step The loop end (primary composite molded body) 20 was immersed in an aceclin A-220 (Okuno Pharmaceutical Co., Ltd.) 50 g / L aqueous solution (liquid temperature 40 ° C.) for 5 minutes.
(2)エッチング工程(酸による接触処理工程)
ループエンド(一次複合成形体)20を、35質量%塩酸230ml/Lと、CRPナイロンエッチャント(奥野製薬工業株式会社製)20ml/L水溶液との混合水溶液(液温35℃)中に10分間浸漬した。
(2) Etching process (contact process with acid)
The loop end (primary composite molded body) 20 is immersed in a mixed aqueous solution (liquid temperature 35 ° C.) of 35 mass% hydrochloric acid 230 ml / L and CRP nylon etchant (Okuno Pharmaceutical Co., Ltd.) 20 ml / L aqueous solution for 10 minutes. did.
(3)触媒付与工程1
ループエンド(一次複合成形体)20を、35質量%塩酸30ml/Lと、CRPナイロンキャタリスト(奥野製薬工業株式会社製)100ml/L水溶液と、CRPナイロンキャタリスト添加剤(奥野製薬工業株式会社製)200ml/L水溶液の混合水溶液(液温35℃)中に6分間浸漬した。
(3) Catalyst application step 1
The loop end (primary composite molded body) 20, 35 mass% hydrochloric acid 30 ml / L, CRP nylon catalyst (Okuno Pharmaceutical Co., Ltd.) 100 ml / L aqueous solution, and CRP nylon catalyst additive (Okuno Pharmaceutical Co., Ltd.) (Made) It immersed for 6 minutes in the mixed aqueous solution (liquid temperature of 35 degreeC) of 200 ml / L aqueous solution.
(4)触媒付与工程2
ループエンド(一次複合成形体)20を、CRPナロンアクチベーター50ml/L水溶液(液温35℃)中に1分間浸漬した。
(4) Catalyst application step 2
The loop end (primary composite molded body) 20 was immersed for 1 minute in a CRP nalon activator 50 ml / L aqueous solution (liquid temperature 35 ° C.).
(5)導体化工程
ループエンド(一次複合成形体)20を、CRPナイロンセレクターA(奥野製薬工業株式会社製)150ml/L、CRPナイロンセレクターB奥野製薬工業株式会社製)200ml/L水溶液の混合水溶液(液温45℃)中に9分間浸漬した。
(5) Conducting process Mixing of loop end (primary composite molded body) 20 with CRP nylon selector A (Okuno Pharmaceutical Co., Ltd.) 150 ml / L, CRP nylon selector B Okuno Pharmaceutical Co., Ltd. 200 ml / L aqueous solution It was immersed in an aqueous solution (liquid temperature 45 ° C.) for 9 minutes.
(6)銅の電気めっき工程
ループエンド(一次複合成形体)20に対して、通電性を補うために、球形に近い形に成形されたABS成形体の表面にメッキされた充填物(ダミー)を容量比で50%以上混合した状態で、めっき用バレルに入れ、下記組成のめっき浴(液温5025℃)に浸漬して、120分間電気めっきを行った。
(6) Copper electroplating step Filler (dummy) plated on the surface of the ABS molded body formed in a shape close to a sphere in order to supplement the current with respect to the loop end (primary composite molded body) 20 Was mixed in a plating barrel in a state where 50% or more by volume ratio was mixed, immersed in a plating bath (liquid temperature 5025 ° C.) having the following composition, and electroplated for 120 minutes.
(めっき液組成)
ピロリン酸銅(Cu2P2O7・3H2O) 60〜80g/L
ピロリン酸カリウム(K4P2O7) 350〜400g/L
KAPY−3((株)金属加工研究所製) 10ml/L
pH 8.8〜9.2
(Plating solution composition)
Copper pyrophosphate (Cu 2 P 2 O 7 .3H 2 O) 60-80 g / L
Potassium pyrophosphate (K 4 P 2 O 7 ) 350-400 g / L
KAPY-3 (manufactured by Metal Processing Laboratory Co., Ltd.) 10ml / L
pH 8.8-9.2
ポリアミド: ポリアミド6、宇部興産株式会社製、UBEナイロン6 1013B
ABS樹脂:スチレン45質量%、アクリロニトリル15質量%、ゴム量40質量%
AS樹脂:スチレン75質量%、アクリロニトリル25質量%
相溶化剤−1:スチレン−N−フェニルマレイミド−無水マレイン酸共重合体(スチレン47質量%、Nフェニルマレイミド51質量%、無水マレイン酸2質量%、重量平均分子量14万5千)。
Polyamide: Polyamide 6, manufactured by Ube Industries, UBE nylon 6 1013B
ABS resin: 45% by mass of styrene, 15% by mass of acrylonitrile, 40% by mass of rubber
AS resin: 75% by mass of styrene, 25% by mass of acrylonitrile
Compatibilizer-1: Styrene-N-phenylmaleimide-maleic anhydride copolymer (styrene 47% by mass, N-phenylmaleimide 51% by mass, maleic anhydride 2% by mass, weight average molecular weight 145,000).
実施例1、2と比較例1の携帯電話カバー10は、いずれも樹脂組成物成形体11の部分には美しいめっきがなされていたが、エラストマー成形体12を目視で対比観察したところ、実施例1、2の携帯電話カバー10のエラストマー成形体12には損傷は認められなかったが、比較例1の携帯電話カバー10のエラストマー成形体12には損傷(ひび割れや孔の発生、表面の溶解)が認められた。また、実施例1、2の携帯電話カバー10は、柔らかな好ましい手触り感であった。
The cellular phone covers 10 of Examples 1 and 2 and Comparative Example 1 were all plated with beautiful plating on the resin composition molded
実施例3、4と比較例2のループエンド20は、いずれも樹脂組成物成形体21の部分には美しいめっきがなされていたが、エラストマー成形体22を目視で対比観察したところ、実施例3、4のループエンド20のエラストマー成形体22には損傷は認められなかったが、比較例2のループエンド20のエラストマー成形体22には損傷(ひび割れや孔の発生、表面の溶解)が認められた。
The loop ends 20 of Examples 3 and 4 and Comparative Example 2 were all beautifully plated on the resin composition molded
実施例5(第2の製造方法)及び比較例3
実施例1で得た熱可塑性樹脂組成物ペレットを用い、射出成形機(日製樹脂工業(株)のPS−60E9A)により、図1に示す成形体11を得た。
Example 5 (second manufacturing method) and Comparative Example 3
Using the thermoplastic resin composition pellets obtained in Example 1, a molded
次に、射出成形機(日製樹脂工業(株)のTH60R9VES)を用いて熱可塑性エラストマー(東レ・デユポン(株)製のハイトレル−5557)を射出成形することにより、図1に示す成形体12を得た。
Next, the molded
次に、成形体11と成形体12を図1に示す状態になるように固着して、一次複合成形体を得た。成形体11と成形体12の固着は、接着剤としてスーパーX No.8008(セメダイン株式会社製)を用いた接着により行った。
Next, the molded
次に、一次複合成形体に対して、実施例1、2と同じクロム酸浴によるエッチングを使用しないめっき法でめっきした。なお、比較例3は、一次複合成形体に対して、特許文献1の実施例(表1のNo.5)と同じクロム酸浴を使用するめっき法でめっきした。 Next, the primary composite molded body was plated by a plating method that does not use the same chromic acid bath etching as in Examples 1 and 2. In Comparative Example 3, the primary composite molded body was plated by a plating method using the same chromic acid bath as that of the example of Patent Document 1 (No. 5 in Table 1).
実施例5の複合成形体では、成形体11の露出面は、非常に美しいめっき面であり、成形体12の表面(非めっき面)も肉眼上では荒れは認められなかった。一方、比較例3の複合成形体では、成形体11の露出面のめっきは美しいものであったが、成形体12の表面(非めっき面)は肉眼上で容易に分かるほどの荒れが認められた。
In the composite molded body of Example 5, the exposed surface of the molded
10 携帯電話カバー
11 組成物成形体
12 エラストマー成形体
20 ループエンド
21 組成物成形体
22 エラストマー成形体
DESCRIPTION OF
Claims (5)
熱可塑性樹脂と多価アルコールを含む熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーを含む成形体を有する複合成形体を多色射出成形又はインサート射出成形により得る工程、
前記複合成形体に対して、クロム酸浴によるエッチングを使用しないめっき法により、前記熱可塑性樹脂組成物からなる成形体の露出面にめっきする工程、
を有している、めっき面を有する複合成形体の製造方法。 A method for producing a composite molded body having a plated surface according to any one of claims 1 to 3,
A step of obtaining, by multicolor injection molding or insert injection molding, a composite molded body having a molded body comprising a thermoplastic resin composition containing a thermoplastic resin and a polyhydric alcohol and a molded body containing a thermoplastic elastomer;
Plating the exposed surface of the molded body made of the thermoplastic resin composition by a plating method that does not use etching with a chromic acid bath for the composite molded body,
A method for producing a composite molded body having a plated surface.
熱可塑性樹脂と多価アルコールを含む熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマー成形体を得る工程、
前記熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマー成形体を固着して一次複合成形体を製造する工程、
次に、前記一次複合成形体に対して、クロム酸浴を使用しないめっき法でめっきして、めっきされた複合成形体を得る工程、
を有している、めっき面を有する複合成形体の製造方法。 A method for producing a composite molded body having a plated surface according to any one of claims 1 to 3,
A step of obtaining a molded body and a thermoplastic elastomer molded body comprising a thermoplastic resin composition containing a thermoplastic resin and a polyhydric alcohol ,
A step of producing a primary composite molded article by adhering a molded article comprising the thermoplastic resin composition and a thermoplastic elastomer molded article;
Next, a step of plating the primary composite molded body by a plating method not using a chromic acid bath to obtain a plated composite molded body,
A method for producing a composite molded body having a plated surface.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008258211A JP5652995B2 (en) | 2008-05-07 | 2008-10-03 | Composite molded body having plated surface and method for producing the same |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008120909 | 2008-05-07 | ||
| JP2008120909 | 2008-05-07 | ||
| JP2008258211A JP5652995B2 (en) | 2008-05-07 | 2008-10-03 | Composite molded body having plated surface and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009293121A JP2009293121A (en) | 2009-12-17 |
| JP5652995B2 true JP5652995B2 (en) | 2015-01-14 |
Family
ID=41541562
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008258211A Expired - Fee Related JP5652995B2 (en) | 2008-05-07 | 2008-10-03 | Composite molded body having plated surface and method for producing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5652995B2 (en) |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08164588A (en) * | 1994-12-14 | 1996-06-25 | Mitsubishi Chem Corp | Composite plastic molding |
| JPH10264206A (en) * | 1997-01-22 | 1998-10-06 | Chisso Corp | Method for producing thermoplastic resin composite molded article |
| JPH11232959A (en) * | 1998-02-12 | 1999-08-27 | Musashi Kako Kk | Switch and manufacture thereof |
| JP4426686B2 (en) * | 2000-02-23 | 2010-03-03 | 三共化成株式会社 | 3D circuit board manufacturing method and 3D circuit board |
| JP3710408B2 (en) * | 2001-10-19 | 2005-10-26 | 株式会社太洋工作所 | Manufacturing method of plated molded products |
| JP2004209773A (en) * | 2002-12-27 | 2004-07-29 | Daicel Degussa Ltd | Composite molded article and its production method |
| JP2007254606A (en) * | 2006-03-23 | 2007-10-04 | Nippon Zeon Co Ltd | Method for plating resin moldings |
| ATE466120T1 (en) * | 2006-08-10 | 2010-05-15 | Braun Gmbh | METHOD FOR PRODUCING A COMPOSITE PRODUCT USING SELECTIVE GALVANIZATION |
-
2008
- 2008-10-03 JP JP2008258211A patent/JP5652995B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009293121A (en) | 2009-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102437457B1 (en) | Metal/resin composite structure, metal member, and manufacturing method of metal member | |
| CN104583458B (en) | Metal/resin composite structure and metal components | |
| JP5933765B2 (en) | Shell, method of making shell, and application of shell to electronic products | |
| JP2016074116A (en) | Method for producing metal / resin composite structure | |
| US20190191598A1 (en) | Electronic device housing, method for manufacturing electronic device housing, development plan-shaped metal resin joint plate, and electronic apparatus | |
| CN105951142A (en) | Pretreatment technology for electroplating of automobile door handle | |
| KR20160096664A (en) | Mobile electronic parts | |
| CN107794555A (en) | A kind of pre-treating technology of the double-colored plating of automobile decoration piece | |
| JP5652995B2 (en) | Composite molded body having plated surface and method for producing the same | |
| JP6810538B2 (en) | Method for manufacturing surface roughened metal member and method for manufacturing metal / resin composite structure | |
| JP2016190411A (en) | Metal/resin composite structure and method for producing metal/resin composite structure | |
| TWI634159B (en) | Resin composition for insert molding, metal-resin composite molded body using the same, and manufacturing method thereof | |
| JP2017019165A (en) | Metal/resin composite structure and method for manufacturing metal/resin composite structure | |
| WO2016171128A1 (en) | Method for producing metal/resin composite structure and method for producing surface-roughened steel member | |
| JP2016190412A (en) | Metal / resin composite structure and method for producing metal / resin composite structure | |
| JP2016117228A (en) | Metal/resin composite structure, sliding component and method for producing metal/resin composite structure | |
| JP6882855B2 (en) | Method for manufacturing surface-roughened metal member and method for manufacturing metal / resin composite structure | |
| JP2016107428A (en) | Metal/resin composite structure and production method of metal/resin composite structure | |
| JP6803155B2 (en) | Method for manufacturing surface roughened metal member and method for manufacturing metal / resin composite structure | |
| JP2020001271A (en) | Metal/resin composite structure and method for manufacturing metal/resin composite structure | |
| WO2020032138A1 (en) | Compound structural body and housing for electronic device | |
| JP2020059203A (en) | Metal resin composite | |
| WO2015114868A1 (en) | Resin molding and process for producing same | |
| JPH10250496A (en) | Moldings for automotive interior and exterior parts with excellent appearance | |
| JP2020001344A (en) | Metal / resin composite structure and method of manufacturing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130918 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140603 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141111 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5652995 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |