JP5652995B2 - めっき面を有する複合成形体とその製造方法 - Google Patents
めっき面を有する複合成形体とその製造方法 Download PDFInfo
- Publication number
- JP5652995B2 JP5652995B2 JP2008258211A JP2008258211A JP5652995B2 JP 5652995 B2 JP5652995 B2 JP 5652995B2 JP 2008258211 A JP2008258211 A JP 2008258211A JP 2008258211 A JP2008258211 A JP 2008258211A JP 5652995 B2 JP5652995 B2 JP 5652995B2
- Authority
- JP
- Japan
- Prior art keywords
- molded body
- composite molded
- thermoplastic resin
- thermoplastic elastomer
- plated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000002131 composite material Substances 0.000 title claims description 64
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 52
- 229920005992 thermoplastic resin Polymers 0.000 claims description 52
- 238000007747 plating Methods 0.000 claims description 48
- 238000000034 method Methods 0.000 claims description 46
- 239000011342 resin composition Substances 0.000 claims description 38
- 229920005989 resin Polymers 0.000 claims description 23
- 239000011347 resin Substances 0.000 claims description 23
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 claims description 18
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 claims description 18
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 16
- 238000001746 injection moulding Methods 0.000 claims description 16
- 238000005530 etching Methods 0.000 claims description 11
- 239000000203 mixture Substances 0.000 claims description 11
- 150000005846 sugar alcohols Polymers 0.000 claims description 8
- 229920002647 polyamide Polymers 0.000 claims description 7
- 150000001336 alkenes Chemical class 0.000 claims description 3
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 claims description 3
- 229920000098 polyolefin Polymers 0.000 claims description 3
- 239000004793 Polystyrene Substances 0.000 claims description 2
- 229920000728 polyester Polymers 0.000 claims description 2
- 229920002223 polystyrene Polymers 0.000 claims description 2
- 229920002635 polyurethane Polymers 0.000 claims description 2
- 239000004814 polyurethane Substances 0.000 claims description 2
- 239000007864 aqueous solution Substances 0.000 description 18
- 230000000052 comparative effect Effects 0.000 description 13
- 239000007788 liquid Substances 0.000 description 12
- 239000004677 Nylon Substances 0.000 description 10
- 229920001971 elastomer Polymers 0.000 description 10
- 229920001778 nylon Polymers 0.000 description 10
- 238000003466 welding Methods 0.000 description 10
- 239000000806 elastomer Substances 0.000 description 9
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 8
- 239000003054 catalyst Substances 0.000 description 8
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 5
- 239000000654 additive Substances 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 239000002253 acid Substances 0.000 description 4
- 230000000996 additive effect Effects 0.000 description 4
- 230000001413 cellular effect Effects 0.000 description 4
- 239000008188 pellet Substances 0.000 description 4
- -1 triazine thiol Chemical class 0.000 description 4
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 239000012190 activator Substances 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000002845 discoloration Methods 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000009713 electroplating Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 2
- 229920001955 polyphenylene ether Polymers 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- HIDBROSJWZYGSZ-UHFFFAOYSA-N 1-phenylpyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C1=CC=CC=C1 HIDBROSJWZYGSZ-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- 239000004709 Chlorinated polyethylene Substances 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 101000837308 Homo sapiens Testis-expressed protein 30 Proteins 0.000 description 1
- 241001147149 Lucina Species 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 102100028631 Testis-expressed protein 30 Human genes 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- CDQSJQSWAWPGKG-UHFFFAOYSA-N butane-1,1-diol Chemical compound CCCC(O)O CDQSJQSWAWPGKG-UHFFFAOYSA-N 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 229910000365 copper sulfate Inorganic materials 0.000 description 1
- ARUVKPQLZAKDPS-UHFFFAOYSA-L copper(II) sulfate Chemical compound [Cu+2].[O-][S+2]([O-])([O-])[O-] ARUVKPQLZAKDPS-UHFFFAOYSA-L 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- PEVJCYPAFCUXEZ-UHFFFAOYSA-J dicopper;phosphonato phosphate Chemical compound [Cu+2].[Cu+2].[O-]P([O-])(=O)OP([O-])([O-])=O PEVJCYPAFCUXEZ-UHFFFAOYSA-J 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229920001973 fluoroelastomer Polymers 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- UWJJYHHHVWZFEP-UHFFFAOYSA-N pentane-1,1-diol Chemical compound CCCCC(O)O UWJJYHHHVWZFEP-UHFFFAOYSA-N 0.000 description 1
- 150000003018 phosphorus compounds Chemical class 0.000 description 1
- 239000011941 photocatalyst Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002589 poly(vinylethylene) polymer Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920012287 polyphenylene sulfone Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000012744 reinforcing agent Substances 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- RYCLIXPGLDDLTM-UHFFFAOYSA-J tetrapotassium;phosphonato phosphate Chemical compound [K+].[K+].[K+].[K+].[O-]P([O-])(=O)OP([O-])([O-])=O RYCLIXPGLDDLTM-UHFFFAOYSA-J 0.000 description 1
- 239000003017 thermal stabilizer Substances 0.000 description 1
- 229920006345 thermoplastic polyamide Polymers 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
Images
Landscapes
- Electroplating Methods And Accessories (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Chemically Coating (AREA)
Description
(1)熱可塑性樹脂を含む熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマーからなる成形体を有する複合成形体であって、前記熱可塑性樹脂組成物からなる成形体の露出面が、クロム酸浴によるエッチングを使用しないめっき法でめっきされているものである、めっき面を有する複合成形体。(2)前記熱可塑性樹脂が、ポリアミド系樹脂、スチレン系樹脂、オレフィン系樹脂及びこれらの1又は2以上の混合物から選ばれるものである、請求項1記載のめっき面を有する複合成形体。
(3)前記熱可塑性エラストマーが、ポリアミド系熱可塑性エラストマー、ポリスチレン系熱可塑性エラストマー、ポリオレフィン系熱可塑性エラストマー及びこれらの1又は2以上の混合物から選ばれるものである、請求項1又は2記載のめっき面を有する複合成形体。
(4)請求項1〜3のいずれか1項記載のめっき面を有する複合成形体の製造方法であって、
熱可塑性樹脂を含む熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーを含む成形体を有する複合成形体を多色射出成形又はインサート射出成形により得る工程、
前記複合成形体に対して、クロム酸浴によるエッチングを使用しないめっき法により、前記熱可塑性樹脂組成物からなる成形体の露出面にめっきする工程、
を有している、めっき面を有する複合成形体の製造方法。
(5)請求項1〜3のいずれか1項記載のめっき面を有する複合成形体の製造方法であって、
熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマー成形体を得る工程、
前記熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマー成形体を固着して一次複合成形体を製造する工程、
次に、前記一次複合成形体に対して、クロム酸浴を使用しないめっき法でめっきして、めっきされた複合成形体を得る工程、
を有している、めっき面を有する複合成形体の製造方法。
まず、熱可塑性樹脂を含む熱可塑性樹脂組成物と熱可塑性エラストマーを含むものを用い、多色射出成形又はインサート射出成形により、前記組成物からなる成形体と前記エラストマーからなる成形体を有するめっき前の複合成形体(以下「一次複合成形体」と称する)を得る。
まず、公知の樹脂成形法を適用して、用途に応じた所望形状の熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマー成形体を得る。
熱可塑性樹脂組成物は、熱可塑性樹脂と、必要に応じてめっきの密着強度を高めるための各種成分、樹脂用添加剤を含有するものである。
熱可塑性エラストマーとしては、スチレン系熱可塑性エラストマー、ポリオレフィン系熱可塑性エラストマー、ポリ塩化ビニル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、1,2−ポリブタジエン系熱可塑性エラストマー、トランスポリイソプレン系熱可塑性エラストマー、フッ素ゴム系熱可塑性エラストマー、塩素化ポリエチレン系熱可塑性エラストマー、動的架橋系熱可塑性エラストマー等から選ばれるものを挙げることができる。
本発明の複合成形体は、めっき面を有する熱可塑性樹脂組成物の成形体部分と、熱可塑性エラストマーの成形体部分を有しているため、外観の美しいめっき面(熱可塑性樹脂組成物の成形体部分)を表側にして、弾性のある熱可塑性エラストマーの成形体部分を裏側にすることで、コンピューター等のキーボードのキー、電話機等のキー、カメラの操作ボタンのような、繰り返し押されるような用途や、携帯電話用カバー、デジタルカメラ用カバーのようなヒンジ効果が必要な用途に好適となる。また、ボタン、ヒモ飾り(ループエンド)ドローコード用ストッパー等の服飾パーツ、各種製品の把手等の用途に適用することで、装飾性を付与することができるほか、握ったときの柔らかな手触り感や滑り止めや衝撃吸収等の効果も得ることができる。
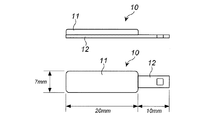
表1に示す熱可塑性樹脂組成物をV型タンブラーで混合後、二軸押出機(日本製鋼製、TEX30 シリンダー温度230℃)にて溶融混錬し、ペレットを得た。この熱可塑性樹脂組成物ペレットと所要量の熱可塑性エラストマー(東レ・デユポン(株)製のハイトレル−5557)を用い、二色射出成形機(日製樹脂工業(株)のDC−120−9A)により、射出成形して、図1に示す、熱可塑性樹脂組成物の成形体11と熱可塑性エラストマーの成形体12からなる携帯電話カバー(一次複合成形体)10を得た。
携帯電話カバー(一次複合成形体)10を、エースクリンA−220(奥野製薬工業株式会社製)50g/L水溶液(液温40℃)に20分浸漬した。
携帯電話カバー(一次複合成形体)10を、35質量%塩酸230ml/Lと、CRPナイロンエッチャント(奥野製薬工業株式会社製)20ml/L水溶液との混合水溶液(液温35℃)中に10分間浸漬した。
携帯電話カバー(一次複合成形体)10を、35質量%塩酸30ml/Lと、CRPナイロンキャタリスト(奥野製薬工業株式会社製)100ml/L水溶液と、CRPナイロンキャタリスト添加剤(奥野製薬工業株式会社製)200ml/L水溶液の混合水溶液(液温35℃)中に6分間浸漬した。
携帯電話カバー(一次複合成形体)10を、CRPナロンアクチベーター50ml/L水溶液(液温35℃)中に1分間浸漬した。
携帯電話カバー(一次複合成形体)10を、CRPナイロンセレクターA(奥野製薬工業株式会社製)150ml/L、CRPナイロンセレクターB奥野製薬工業株式会社製)200ml/L水溶液の混合水溶液(液温45℃)中に3分間浸漬した。
携帯電話カバー(一次複合成形体)10を、下記組成のめっき液(液温25℃)に浸漬して、20分間電気めっきを行った。
硫酸銅(CuSO4・5H2O)200g/L
硫酸(98%)50g/L
塩素イオン(Cl-)5ml/L
トップルチナ2000MU(奥野製薬工業株式会社製)5ml/L。
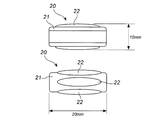
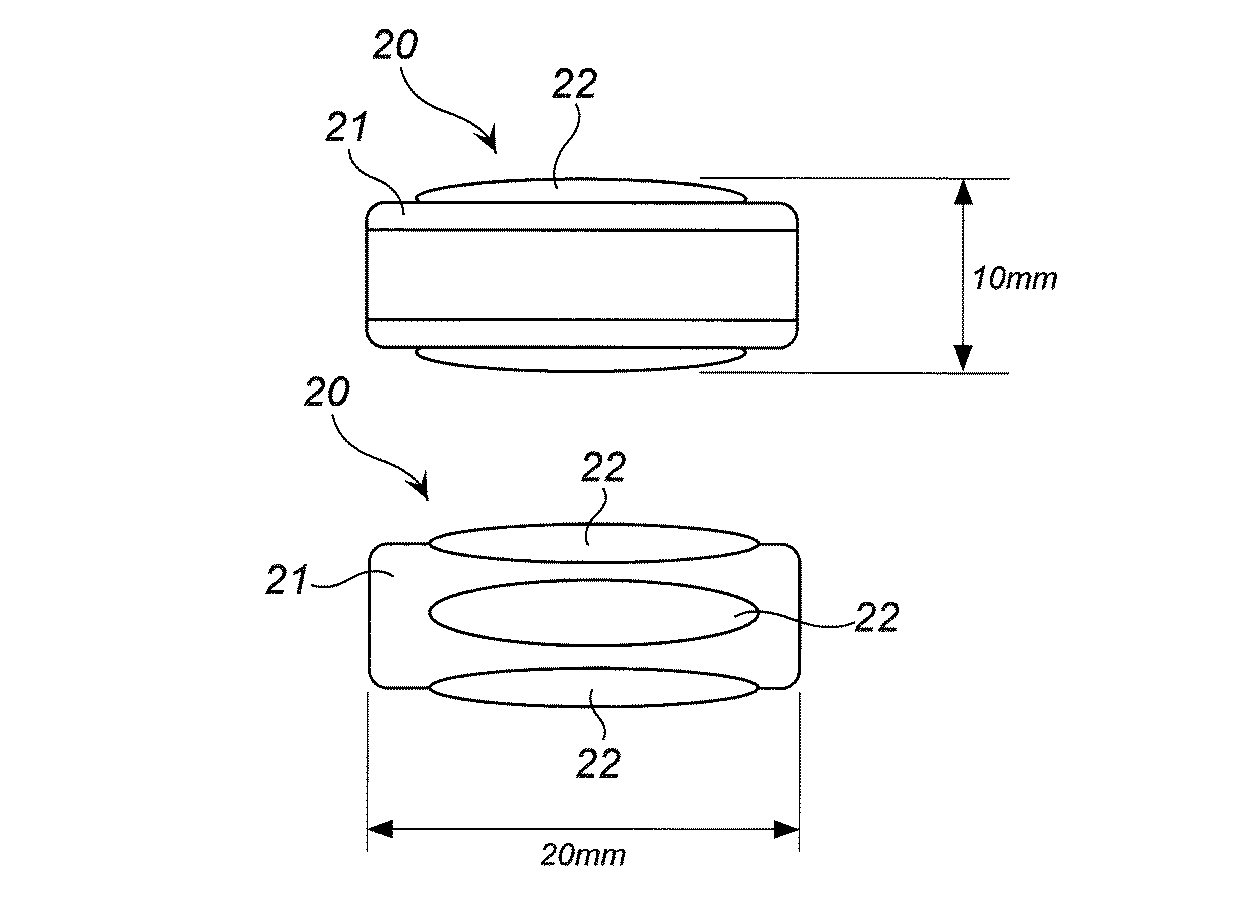
実施例1で得た熱可塑性樹脂組成物ペレットを用い、射出成形機(日製樹脂工業(株)のPS−60E9A)により、図2に示す成形体21の部分を得た。次に、この成形体21を金型に入れ、射出成形機(日製樹脂工業(株)のTH60R9VES)を用いて所要量の熱可塑性エラストマー(東レ・デユポン(株)製のハイトレル−5557)をインサート射出成形することにより、熱可塑性樹脂組成物の成形体21と熱可塑性エラストマーの成形体22からなるループエンド(一次複合成形体)20を得た。
ループエンド(一次複合成形体)20を、エースクリンA−220(奥野製薬工業株式会社製)50g/L水溶液(液温40℃)に5分浸漬した。
ループエンド(一次複合成形体)20を、35質量%塩酸230ml/Lと、CRPナイロンエッチャント(奥野製薬工業株式会社製)20ml/L水溶液との混合水溶液(液温35℃)中に10分間浸漬した。
ループエンド(一次複合成形体)20を、35質量%塩酸30ml/Lと、CRPナイロンキャタリスト(奥野製薬工業株式会社製)100ml/L水溶液と、CRPナイロンキャタリスト添加剤(奥野製薬工業株式会社製)200ml/L水溶液の混合水溶液(液温35℃)中に6分間浸漬した。
ループエンド(一次複合成形体)20を、CRPナロンアクチベーター50ml/L水溶液(液温35℃)中に1分間浸漬した。
ループエンド(一次複合成形体)20を、CRPナイロンセレクターA(奥野製薬工業株式会社製)150ml/L、CRPナイロンセレクターB奥野製薬工業株式会社製)200ml/L水溶液の混合水溶液(液温45℃)中に9分間浸漬した。
ループエンド(一次複合成形体)20に対して、通電性を補うために、球形に近い形に成形されたABS成形体の表面にメッキされた充填物(ダミー)を容量比で50%以上混合した状態で、めっき用バレルに入れ、下記組成のめっき浴(液温5025℃)に浸漬して、120分間電気めっきを行った。
ピロリン酸銅(Cu2P2O7・3H2O) 60〜80g/L
ピロリン酸カリウム(K4P2O7) 350〜400g/L
KAPY−3((株)金属加工研究所製) 10ml/L
pH 8.8〜9.2
ABS樹脂:スチレン45質量%、アクリロニトリル15質量%、ゴム量40質量%
AS樹脂:スチレン75質量%、アクリロニトリル25質量%
相溶化剤−1:スチレン−N−フェニルマレイミド−無水マレイン酸共重合体(スチレン47質量%、Nフェニルマレイミド51質量%、無水マレイン酸2質量%、重量平均分子量14万5千)。
実施例1で得た熱可塑性樹脂組成物ペレットを用い、射出成形機(日製樹脂工業(株)のPS−60E9A)により、図1に示す成形体11を得た。
11 組成物成形体
12 エラストマー成形体
20 ループエンド
21 組成物成形体
22 エラストマー成形体
Claims (5)
- 熱可塑性樹脂と多価アルコールを含む熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマーからなる成形体を有する複合成形体であって、前記熱可塑性樹脂組成物からなる成形体の露出面が、クロム酸浴によるエッチングを使用しないめっき法でめっきされており、熱可塑性エラストマーからなる成形体がめっきされていないものである、めっき面を有する複合成形体。
- 前記熱可塑性樹脂が、ポリアミド系樹脂、スチレン系樹脂、オレフィン系樹脂及びこれらの1又は2以上の混合物から選ばれるものである、請求項1記載のめっき面を有する複合成形体。
- 前記熱可塑性エラストマーが、ポリアミド系熱可塑性エラストマー、ポリスチレン系熱可塑性エラストマー、ポリオレフィン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー及びこれらの1又は2以上の混合物から選ばれるものである、請求項1又は2記載のめっき面を有する複合成形体。
- 請求項1〜3のいずれか1項記載のめっき面を有する複合成形体の製造方法であって、
熱可塑性樹脂と多価アルコールを含む熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーを含む成形体を有する複合成形体を多色射出成形又はインサート射出成形により得る工程、
前記複合成形体に対して、クロム酸浴によるエッチングを使用しないめっき法により、前記熱可塑性樹脂組成物からなる成形体の露出面にめっきする工程、
を有している、めっき面を有する複合成形体の製造方法。 - 請求項1〜3のいずれか1項記載のめっき面を有する複合成形体の製造方法であって、
熱可塑性樹脂と多価アルコールを含む熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマー成形体を得る工程、
前記熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマー成形体を固着して一次複合成形体を製造する工程、
次に、前記一次複合成形体に対して、クロム酸浴を使用しないめっき法でめっきして、めっきされた複合成形体を得る工程、
を有している、めっき面を有する複合成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008258211A JP5652995B2 (ja) | 2008-05-07 | 2008-10-03 | めっき面を有する複合成形体とその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008120909 | 2008-05-07 | ||
| JP2008120909 | 2008-05-07 | ||
| JP2008258211A JP5652995B2 (ja) | 2008-05-07 | 2008-10-03 | めっき面を有する複合成形体とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009293121A JP2009293121A (ja) | 2009-12-17 |
| JP5652995B2 true JP5652995B2 (ja) | 2015-01-14 |
Family
ID=41541562
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008258211A Expired - Fee Related JP5652995B2 (ja) | 2008-05-07 | 2008-10-03 | めっき面を有する複合成形体とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5652995B2 (ja) |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08164588A (ja) * | 1994-12-14 | 1996-06-25 | Mitsubishi Chem Corp | 複合プラスチック成形品 |
| JPH10264206A (ja) * | 1997-01-22 | 1998-10-06 | Chisso Corp | 熱可塑性樹脂複合成形品の製造方法 |
| JPH11232959A (ja) * | 1998-02-12 | 1999-08-27 | Musashi Kako Kk | スイッチとその製造法 |
| JP4426686B2 (ja) * | 2000-02-23 | 2010-03-03 | 三共化成株式会社 | 立体回路基板の製造方法及び立体回路基板 |
| JP3710408B2 (ja) * | 2001-10-19 | 2005-10-26 | 株式会社太洋工作所 | メッキ成形品の製造方法 |
| JP2004209773A (ja) * | 2002-12-27 | 2004-07-29 | Daicel Degussa Ltd | 複合成形体及びその製造方法 |
| JP2007254606A (ja) * | 2006-03-23 | 2007-10-04 | Nippon Zeon Co Ltd | 樹脂成形体のめっき方法 |
| ATE466120T1 (de) * | 2006-08-10 | 2010-05-15 | Braun Gmbh | Verfahren zur herstellung eines verbunderzeugnisses mit selektiver galvanisierung |
-
2008
- 2008-10-03 JP JP2008258211A patent/JP5652995B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009293121A (ja) | 2009-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102437457B1 (ko) | 금속/수지 복합 구조체, 금속 부재 및 금속 부재의 제조 방법 | |
| CN104583458B (zh) | 金属/树脂复合结构体及金属构件 | |
| JP5933765B2 (ja) | シェル、シェルを作製する方法、及びシェルの電子製品への適用 | |
| JP2016074116A (ja) | 金属/樹脂複合構造体の製造方法 | |
| US20190191598A1 (en) | Electronic device housing, method for manufacturing electronic device housing, development plan-shaped metal resin joint plate, and electronic apparatus | |
| CN105951142A (zh) | 一种汽车门把手电镀的前处理工艺 | |
| KR20160096664A (ko) | 이동식 전자 부품 | |
| CN107794555A (zh) | 一种汽车饰件双色电镀的前处理工艺 | |
| JP5652995B2 (ja) | めっき面を有する複合成形体とその製造方法 | |
| JP6810538B2 (ja) | 表面粗化金属部材の製造方法および金属/樹脂複合構造体の製造方法 | |
| JP2016190411A (ja) | 金属/樹脂複合構造体および金属/樹脂複合構造体の製造方法 | |
| TWI634159B (zh) | 插入件成形用樹脂組合物、使用該組合物之金屬樹脂複合成形體以及其製造方法 | |
| JP2017019165A (ja) | 金属/樹脂複合構造体および金属/樹脂複合構造体の製造方法 | |
| WO2016171128A1 (ja) | 金属/樹脂複合構造体の製造方法および表面粗化鉄鋼部材の製造方法 | |
| JP2016190412A (ja) | 金属/樹脂複合構造体および金属/樹脂複合構造体の製造方法 | |
| JP2016117228A (ja) | 金属/樹脂複合構造体、摺動部品および金属/樹脂複合構造体の製造方法 | |
| JP6882855B2 (ja) | 表面粗化金属部材の製造方法および金属/樹脂複合構造体の製造方法 | |
| JP2016107428A (ja) | 金属/樹脂複合構造体および金属/樹脂複合構造体の製造方法 | |
| JP6803155B2 (ja) | 表面粗化金属部材の製造方法および金属/樹脂複合構造体の製造方法 | |
| JP2020001271A (ja) | 金属/樹脂複合構造体および金属/樹脂複合構造体の製造方法 | |
| WO2020032138A1 (ja) | 複合構造体および電子機器用筐体 | |
| JP2020059203A (ja) | 金属樹脂複合体 | |
| WO2015114868A1 (ja) | 樹脂成形体及びその製造方法 | |
| JPH10250496A (ja) | 外観に優れた自動車内装及び外装部品用成形体 | |
| JP2020001344A (ja) | 金属/樹脂複合構造体およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130918 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140603 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141111 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5652995 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |