JP5659233B2 - 無枠鋳型とその製造方法 - Google Patents
無枠鋳型とその製造方法 Download PDFInfo
- Publication number
- JP5659233B2 JP5659233B2 JP2012531388A JP2012531388A JP5659233B2 JP 5659233 B2 JP5659233 B2 JP 5659233B2 JP 2012531388 A JP2012531388 A JP 2012531388A JP 2012531388 A JP2012531388 A JP 2012531388A JP 5659233 B2 JP5659233 B2 JP 5659233B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- holes
- mold body
- bodies
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 238000005266 casting Methods 0.000 claims description 33
- 239000000463 material Substances 0.000 claims description 24
- 238000000465 moulding Methods 0.000 claims description 20
- 230000008878 coupling Effects 0.000 claims description 13
- 238000010168 coupling process Methods 0.000 claims description 13
- 238000005859 coupling reaction Methods 0.000 claims description 13
- 150000001875 compounds Chemical class 0.000 claims description 12
- 238000013329 compounding Methods 0.000 claims description 5
- 238000000034 method Methods 0.000 claims description 5
- 230000008021 deposition Effects 0.000 claims description 4
- 239000002184 metal Substances 0.000 description 12
- 229910052751 metal Inorganic materials 0.000 description 12
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 239000004576 sand Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000012778 molding material Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- -1 ferrous metals Chemical class 0.000 description 1
- 238000009415 formwork Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C23/00—Tools; Devices not mentioned before for moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C11/00—Moulding machines characterised by the relative arrangement of the parts of same
- B22C11/10—Moulding machines characterised by the relative arrangement of the parts of same with one or more flasks forming part of the machine, from which only the sand moulds made by compacting are removed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C21/00—Flasks; Accessories therefor
- B22C21/10—Guiding equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C21/00—Flasks; Accessories therefor
- B22C21/12—Accessories
- B22C21/14—Accessories for reinforcing or securing moulding materials or cores, e.g. gaggers, chaplets, pins, bars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C7/00—Patterns; Manufacture thereof so far as not provided for in other classes
- B22C7/04—Pattern plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/02—Sand moulds or like moulds for shaped castings
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Moulds, Cores, Or Mandrels (AREA)
- Casting Devices For Molds (AREA)
Description
Claims (11)
- 造型配合材料で形成されて鋳造キャビティ(9)を限定する少なくとも2つの型本体(1,2)を有する水平分割式無枠鋳型であって、相対向する前記2つの型本体(1,2)が穴(3,4)を有し、前記型本体(1,2)を水平方向で位置合せするために、前記穴(3,4)が棒状案内要素(5)用垂直案内ラインを形成し、
前記型本体(1,2)を締結するために、前記穴(3,4)が結合要素(13)用垂直案内ラインを形成し、
前記型本体(1,2)は、前記結合要素(13)を介して2つの対応部材(12,12a)によって締結可能である鋳型において、
少なくとも一方の前記対応部材(12)は、一方の前記型本体(1)の前記穴(3)の内部で一体化されていることを特徴とする鋳型。 - 造型配合材料で形成されて鋳造キャビティ(9)を限定する少なくとも2つの型本体(1,2)を有する水平分割式無枠鋳型であって、相対向する前記2つの型本体(1,2)が穴(3,4)を有し、前記型本体(1,2)を水平方向で位置合せするために、前記穴(3,4)が棒状案内要素(5)用垂直案内ラインを形成し、
一方の前記型本体(1)は造型配合材料で形成される隆起部(10)を有し、前記隆起部は、対向する前記型本体(2)の窪み(11)に対する正の対応部材を形成していることを特徴とする鋳型。 - 前記型本体(1,2)を締結するために、前記穴(3,4)が結合要素(13)用垂直案内ラインを形成していることを特徴とする、請求項2に記載の鋳型。
- 前記型本体(1,2)は、前記結合要素(13)を介して2つの対応部材(12,12a)によって締結可能であることを特徴とする、請求項3に記載の鋳型。
- 少なくとも一方の前記対応部材(12)は、一方の前記型本体(1)の前記穴(3)の内部で一体化されていることを特徴とする、請求項4に記載の鋳型。
- 前記型本体(1,2)は、造型配合材料の材料堆積部で形成される延長部(14,15)を有し、前記延長部内で前記穴(3,4)が一体的に形成されていることを特徴とする、請求項1〜5のいずれか1項に記載の鋳型。
- 前記鋳型を閉じると、前記延長部(14,15)の間に切欠き部(16)が形成されるようになっていることを特徴とする、請求項6に記載の鋳型。
- 前記棒状案内要素(5)の前端が円錐状先端(6)として形成されていることを特徴とする、請求項1〜7のいずれか1項に記載の鋳型。
- 少なくとも一方の前記穴(12)は、対向する前記型本体(2)に向き合う側で漏斗状に拡張して形成されていることを特徴とする、請求項1〜8のいずれか1項に記載の鋳型。
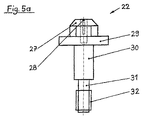
- 造型配合材料で形成される少なくとも2つの型本体(1,2)から成る水平分割式無枠鋳型を製造するための方法であって、造型配合材料が型枠または型箱に充填され、前記型枠または型箱が取付要素(22)で締結可能であるものにおいて、前記取付要素(22)に位置決めされたピン(17,18,23,24)が前記型本体(1、2)の製造時に前記型本体(1,2)に穴(3,4)を設け、前記ピン(17,18,23,24)は、相対向する2つの前記型本体(1,2)用に前記型本体(1,2)を水平方向で位置合せするための棒状案内要素(5)用垂直案内ラインが生じるように前記穴(3,4)を設けるべく位置決めされていることを特徴とする方法。
- 前記ピン(17,18,23,24)が前記取付要素(22)に螺着されていることを特徴とする、請求項10に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009043555.7 | 2009-09-30 | ||
| DE102009043555A DE102009043555B4 (de) | 2009-09-30 | 2009-09-30 | Kastenlose Gießform |
| PCT/EP2010/064411 WO2011039220A1 (de) | 2009-09-30 | 2010-09-29 | KASTENLOSE GIEßFORM UND VERFAHREN ZU IHRER HERSTELLUNG |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013506557A JP2013506557A (ja) | 2013-02-28 |
| JP5659233B2 true JP5659233B2 (ja) | 2015-01-28 |
Family
ID=43569865
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012531388A Expired - Fee Related JP5659233B2 (ja) | 2009-09-30 | 2010-09-29 | 無枠鋳型とその製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20120217677A1 (ja) |
| EP (1) | EP2483012B1 (ja) |
| JP (1) | JP5659233B2 (ja) |
| CN (1) | CN102686332B (ja) |
| BR (1) | BR112012006424A2 (ja) |
| DE (1) | DE102009043555B4 (ja) |
| RU (1) | RU2552814C2 (ja) |
| WO (1) | WO2011039220A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102601312B (zh) * | 2012-03-23 | 2014-12-03 | 日月重工股份有限公司 | 矿山机械箱体铸件模具中泥芯的固定结构 |
| CN103878327B (zh) * | 2014-03-31 | 2016-07-06 | 日月重工股份有限公司 | 大型铸件泥芯固定结构 |
| CN104259405B (zh) * | 2014-09-30 | 2017-01-25 | 宁夏共享装备有限公司 | 一种带导向杆箱锥的型箱及该型箱的造型方法 |
| CN105666784B (zh) * | 2014-11-21 | 2017-09-15 | 李茂碷 | 线性滑块的包覆射出成型方法及其结构 |
| US20170297091A1 (en) * | 2016-04-15 | 2017-10-19 | William Gary Hunter | Method and apparatus for moving a mold |
| CN106040973B (zh) * | 2016-06-02 | 2018-07-13 | 南通超达装备股份有限公司 | 一种pu三联体坐垫模具的铸造工艺 |
| CN106734982A (zh) * | 2016-12-24 | 2017-05-31 | 句容市有色金属铸造厂 | 一种具有稳定性的砂箱 |
| CN107214296A (zh) * | 2017-06-05 | 2017-09-29 | 百色学院 | 一种重型柴油机外型模具底板 |
| CN107962156B (zh) * | 2017-12-28 | 2024-05-17 | 浙江泉舜流体控制科技有限公司 | 铸造模具快速锁定与脱卸装置及其使用方法 |
| CN114558984B (zh) * | 2022-01-29 | 2024-08-27 | 大连华锐重工铸业有限公司 | 砂型铸造高长型模型活块的紧固机构及其紧固方法 |
| CN114603123A (zh) * | 2022-02-08 | 2022-06-10 | 共享装备股份有限公司 | 一种无箱铸造用紧固工装及其使用方法 |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3124092A (en) * | 1964-03-10 | Plastic mating dies and metallic holder supports therefor | ||
| DE103429C (ja) * | ||||
| DE530510C (de) * | 1931-07-29 | Emil Borner | Paarweise in die Formmasse einzustampfende huelsenartige Fuehrungskoerper fuer Gussformen | |
| US1347205A (en) * | 1919-09-26 | 1920-07-20 | Frederic H Brown | Dental flask |
| US1533010A (en) * | 1922-12-07 | 1925-04-07 | Henry M Kinslow | Pattern |
| US2316631A (en) * | 1941-03-28 | 1943-04-13 | Jacob D Schwartz | Method of and apparatus for making dentures |
| GB659691A (en) * | 1949-09-09 | 1951-10-24 | Foundry Equipment Ltd | Improvements in or relating to under sand frame moulding and pattern plate making suitable for above moulding method |
| AT185508B (de) * | 1954-02-22 | 1956-05-11 | Halberg Maschb U Giesserei Gmb | Verfahren und Anordnung zum Verbinden der Teile von Gießkernen oder Gießformen aus einer Sandformmasse od. dgl. |
| US2892226A (en) * | 1954-05-04 | 1959-06-30 | Fred Michaels | Mounting device for patterns |
| US3308512A (en) * | 1965-06-03 | 1967-03-14 | Gen Motors Corp | Core drier clamping mechanism |
| SE379947B (ja) * | 1973-03-28 | 1975-10-27 | Bofors Ab | |
| JPS50125926A (ja) * | 1974-03-22 | 1975-10-03 | ||
| JPS50125926U (ja) * | 1974-03-29 | 1975-10-16 | ||
| JPS5129320A (ja) * | 1974-09-06 | 1976-03-12 | Toyota Motor Co Ltd | Kaatsuchuzosochi |
| US4512385A (en) * | 1982-01-06 | 1985-04-23 | Fmc Corporation | Mold registration apparatus |
| JPS6235557Y2 (ja) * | 1984-10-01 | 1987-09-10 | ||
| DD233503A1 (de) * | 1984-12-29 | 1986-03-05 | Gisag Veb | Aufsetzbare giessform fuer verbundgussstuecke unterschiedlichen volumens |
| US4662426A (en) * | 1985-01-22 | 1987-05-05 | Scherer John R | Interlock forming member used in metal casting |
| EP0299611A1 (en) * | 1987-06-05 | 1989-01-18 | Takeda Chemical Industries, Ltd. | Compression molding apparatus and method |
| AT388521B (de) * | 1987-07-02 | 1989-07-25 | Voest Alpine Ag | Kastenlose blockform |
| US4946637A (en) * | 1989-01-17 | 1990-08-07 | Masciarelli Jr Victor J | Molding method |
| JPH065738U (ja) * | 1992-06-25 | 1994-01-25 | 日立金属株式会社 | 自硬性鋳型用クランプ治具 |
| US5776401A (en) * | 1995-10-26 | 1998-07-07 | Conley Casting Supply Corp. | Method of manufacturing rubber molds |
| JPH09253796A (ja) * | 1996-03-25 | 1997-09-30 | Hitachi Metals Ltd | 鋳型締結装置 |
| JP2003136196A (ja) * | 2001-10-30 | 2003-05-14 | Sintokogio Ltd | 枠付砂鋳型の枠合わせ方法 |
| JP3932486B2 (ja) * | 2004-03-25 | 2007-06-20 | 核燃料サイクル開発機構 | 圧粉体成型機 |
| CN1621178A (zh) * | 2004-12-18 | 2005-06-01 | 长安汽车(集团)有限责任公司 | 铸造用树脂自硬砂两箱造型定位方法 |
| DE102005059486A1 (de) * | 2005-12-08 | 2007-06-14 | Condux Gmbh | Mehrteiliges Formwerkzeug und Verfahren zur Herstellung eines Formwerkzeuges |
| CN101037013A (zh) * | 2006-03-15 | 2007-09-19 | 鸿富锦精密工业(深圳)有限公司 | 模具装置 |
| US20110132562A1 (en) * | 2009-12-08 | 2011-06-09 | Merrill Gary B | Waxless precision casting process |
| US9272324B2 (en) * | 2009-12-08 | 2016-03-01 | Siemens Energy, Inc. | Investment casting process for hollow components |
| WO2011153645A2 (en) * | 2010-06-11 | 2011-12-15 | Sunnybrook Health Sciences Center | Method of forming patient-specific implant |
-
2009
- 2009-09-30 DE DE102009043555A patent/DE102009043555B4/de active Active
-
2010
- 2010-09-29 WO PCT/EP2010/064411 patent/WO2011039220A1/de not_active Ceased
- 2010-09-29 CN CN201080045006.0A patent/CN102686332B/zh not_active Expired - Fee Related
- 2010-09-29 JP JP2012531388A patent/JP5659233B2/ja not_active Expired - Fee Related
- 2010-09-29 RU RU2012114484/02A patent/RU2552814C2/ru not_active IP Right Cessation
- 2010-09-29 EP EP10759644.7A patent/EP2483012B1/de not_active Not-in-force
- 2010-09-29 BR BR112012006424A patent/BR112012006424A2/pt not_active Application Discontinuation
-
2012
- 2012-03-30 US US13/434,942 patent/US20120217677A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CN102686332A (zh) | 2012-09-19 |
| WO2011039220A1 (de) | 2011-04-07 |
| EP2483012B1 (de) | 2016-07-13 |
| RU2552814C2 (ru) | 2015-06-10 |
| US20120217677A1 (en) | 2012-08-30 |
| DE102009043555A1 (de) | 2011-04-07 |
| EP2483012A1 (de) | 2012-08-08 |
| DE102009043555B4 (de) | 2013-09-12 |
| CN102686332B (zh) | 2016-05-18 |
| RU2012114484A (ru) | 2013-11-10 |
| JP2013506557A (ja) | 2013-02-28 |
| BR112012006424A2 (pt) | 2016-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5659233B2 (ja) | 無枠鋳型とその製造方法 | |
| CN105142820B (zh) | 卡钳铸造装置、卡钳铸造装置用的型芯和模具、盘式制动器的卡钳和其制造方法 | |
| CN105436405A (zh) | 在铁轨车联接器系统的万向接头中增加疲劳寿命的方法 | |
| CN110653345B (zh) | 砂芯组件以及通过3d打印形成砂芯组件的方法 | |
| CA2382962C (en) | Engine block mold package with single exterior parting line | |
| CN112570657A (zh) | 一种进气缸油管砂芯 | |
| CN107073563B (zh) | 铸芯、铸芯的应用和制造铸芯的方法 | |
| RU2018143346A (ru) | Способ изготовления корпуса клапана, имеющего одну или более коррозионно-стойких внутренних поверхностей | |
| JP2943674B2 (ja) | 中子成形方法 | |
| CN107913980B (zh) | 弯管模具 | |
| CN113441688B (zh) | 一种芯撑及使用方法 | |
| US5033530A (en) | High pressure casting sand core and method of manufacturing the same | |
| CN104220225B (zh) | 树脂成型用模具、树脂成型方法和树脂成型品 | |
| JP3137778U (ja) | 成形用金型 | |
| JP4861911B2 (ja) | 合成樹脂製コイルスプリングの製造方法及び合成樹脂製コイルスプリングの中間物並びに合成樹脂製コイルスプリングの製造に用いられる金型 | |
| CN206335109U (zh) | 465qf铸造发动机缸体毛坯造型用一次性脱模构件 | |
| CN207746379U (zh) | 一种发动机水室壳体注塑模具 | |
| CN107150106B (zh) | 提高砂尖角部位质量的铸造工艺及预制砂芯结构 | |
| CN220659142U (zh) | 差壳成型系统 | |
| CN218798921U (zh) | 一种折角塞门体和直端塞门体的覆膜砂外模成对模具 | |
| CN220717713U (zh) | 一种缩短模具制作周期的低成本铁型覆砂模具 | |
| KR100236376B1 (ko) | 냉각봉을 구비한 수지금형 및 그의 제조방법 | |
| JPH07124953A (ja) | 樹脂型及びその製造方法 | |
| CN210387442U (zh) | 一种消失模 | |
| CN119282034A (zh) | 一种弹簧座毛坯件、砂模、制壳制芯模具及铸造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130815 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140404 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140702 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141023 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141114 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5659233 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |