JP5687182B2 - 漏洩検知機能をもつ伝熱管及びそれに使用する外管 - Google Patents
漏洩検知機能をもつ伝熱管及びそれに使用する外管 Download PDFInfo
- Publication number
- JP5687182B2 JP5687182B2 JP2011276113A JP2011276113A JP5687182B2 JP 5687182 B2 JP5687182 B2 JP 5687182B2 JP 2011276113 A JP2011276113 A JP 2011276113A JP 2011276113 A JP2011276113 A JP 2011276113A JP 5687182 B2 JP5687182 B2 JP 5687182B2
- Authority
- JP
- Japan
- Prior art keywords
- tube
- outer tube
- heat transfer
- diameter
- detection function
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Description
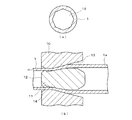
前記外管は、管軸直交断面形状で、外面が円形をなし、内面が多角形をなし、内管の外面が、管軸直交断面形状で、円形をなし、前記外管内に前記内管を挿入した状態で、前記外管を縮径加工するか、又は前記内管を拡径加工することにより、前記外管の前記多角形の辺の中央部が前記内管の前記円形の円周に食い込み、前記外管の前記多角形の角の部分と前記内管の前記円形の円周部分との間に空間が存在することを特徴とする。
管軸直交断面において、前記内管の外径をDi、前記外管の内面の多角形の角数をN、前記外管の内面と前記内管の外面との1箇所あたりの接触長をaとしたとき、(a×N)/(Di×π)×100で表される密着率Aが5乃至95%であることが好ましい。
管軸直交断面において、前記外管の内面の多角形は、角数が5乃至16、縮径前の外管の外径をDo、縮径後の外管の外径をDsとしたとき、{(Do−Ds)/Do}×100で表される外管の縮径率ΔDが3乃至25%であり、縮径前の外管の内面と内管の外面との間の最小距離Clが0.02乃至0.8mmであることが好ましい。
以下、本発明の数値限定において、この数値限定の範囲に入る実施例の効果について、数値限定の範囲から外れる比較例と比較して説明する。なお、本発明は、この数値限定は必須の構成要件ではないことは勿論であり、請求項1の技術的範囲により本発明は規定されるものである。

次に、上記実施例1及び実施例2の伝熱管と、従来と同様に、外管を外径5.3mmの内面溝付管で製作した伝熱管について、伝熱性能、漏洩検知性能、及び生産性を比較した。その結果を下記表2に示す。
2:内管
3:接触部
4:間隙
Claims (5)
- 外管とこの外管の内側に配置される内管とから構成される2重管構造の漏洩検知機能をもつ伝熱管において、
前記外管は、管軸直交断面形状で、外面が円形をなし、内面が多角形をなし、内管の外面が、管軸直交断面形状で、円形をなし、前記外管内に前記内管を挿入した状態で、前記外管を縮径加工するか、又は前記内管を拡径加工することにより、前記外管の前記多角形の辺の中央部が前記内管の前記円形の円周に食い込み、前記外管の前記多角形の角の部分と前記内管の前記円形の円周部分との間に空間が存在することを特徴とする漏洩検知機能をもつ伝熱管。 - 管軸直交断面において、前記内管の外径をDi、前記外管の内面の多角形の角数をN、前記外管の内面と前記内管の外面との1箇所あたりの接触長をaとしたとき、(a×N)/(Di×π)×100で表される密着率Aが5乃至95%であることを特徴とする請求項1に記載の漏洩検知機能をもつ伝熱管。
- 管軸直交断面において、前記外管の内面の多角形は、角数が5乃至16、縮径前の外管の外径をDo、縮径後の外管の外径をDsとしたとき、{(Do−Ds)/Do}×100で表される外管の縮径率ΔDが3乃至25%であり、縮径前の外管の内面と内管の外面との間の最小距離Clが0.02乃至0.8mmであることを特徴とする請求項2に記載の漏洩検知機能をもつ伝熱管。
- 前記外管は、横断面が多角形であるプラグを外管の中心に配置し、この外管を円環状の内面をもつダイスに通して、前記ダイスにより前記外管を前記プラグに向けて押圧しつつ、前記外管を引き抜く抽伸加工により前記多角形を形成することを特徴とする請求項1乃至3のいずれか1項に記載の漏洩検知機能をもつ伝熱管。
- 請求項1乃至4のいずれか1項に記載の漏洩検知機能をもつ伝熱管の製造に使用する外管。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011276113A JP5687182B2 (ja) | 2011-12-16 | 2011-12-16 | 漏洩検知機能をもつ伝熱管及びそれに使用する外管 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011276113A JP5687182B2 (ja) | 2011-12-16 | 2011-12-16 | 漏洩検知機能をもつ伝熱管及びそれに使用する外管 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013127321A JP2013127321A (ja) | 2013-06-27 |
| JP5687182B2 true JP5687182B2 (ja) | 2015-03-18 |
Family
ID=48777948
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011276113A Active JP5687182B2 (ja) | 2011-12-16 | 2011-12-16 | 漏洩検知機能をもつ伝熱管及びそれに使用する外管 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5687182B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6211313B2 (ja) * | 2013-06-28 | 2017-10-11 | 岩谷マテリアル株式会社 | 3重管式熱交換器 |
| JP2015010758A (ja) * | 2013-06-28 | 2015-01-19 | 岩谷マテリアル株式会社 | 3重管式熱交換器 |
| JP6211330B2 (ja) * | 2013-07-24 | 2017-10-11 | 岩谷マテリアル株式会社 | 3重管式熱交換器の製造方法 |
| JP2024178519A (ja) * | 2023-06-13 | 2024-12-25 | 日立ジョンソンコントロールズ空調株式会社 | 空気調和機及び熱交換器の製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4372374A (en) * | 1980-01-15 | 1983-02-08 | Ateliers Des Charmilles S.A. | Vented heat transfer tube assembly |
| US5772793A (en) * | 1996-08-28 | 1998-06-30 | The United States Of America As Represented By The United States Department Of Energy | Tube-in-tube thermophotovoltaic generator |
| JPH1082501A (ja) * | 1996-09-05 | 1998-03-31 | Sumitomo Metal Ind Ltd | 高速増殖炉用2重管およびその製造方法 |
| NL1004592C2 (nl) * | 1996-11-22 | 1998-06-08 | Spiro Research Bv | Warmtewisselaarbuis en vervaardigingswijze daarvoor. |
| NL1012676C2 (nl) * | 1999-07-22 | 2001-01-23 | Spiro Research Bv | Werkwijze voor het vervaardigen van een dubbelwandige warmtewisselbuis met lekdetectie alsmede een dergelijke warmtewisselbuis. |
| JP3700562B2 (ja) * | 2000-08-31 | 2005-09-28 | 松下電器産業株式会社 | 熱交換器の製造方法 |
| JP2008107013A (ja) * | 2006-10-26 | 2008-05-08 | Sumitomo Light Metal Ind Ltd | 漏洩検知機構を有する伝熱管及びそれを用いた熱交換器 |
| JP4978301B2 (ja) * | 2007-05-09 | 2012-07-18 | パナソニック株式会社 | 熱交換器 |
| JP2009243715A (ja) * | 2008-03-28 | 2009-10-22 | Kobelco & Materials Copper Tube Inc | 漏洩検知管および熱交換器 |
| BRPI1002661A2 (pt) * | 2010-03-15 | 2012-11-27 | Bundy Refrigeracao Brasil Ind E Com Ltda | processo da junção do tubo bimetálico com terminais de cobre e produto obtido |
-
2011
- 2011-12-16 JP JP2011276113A patent/JP5687182B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013127321A (ja) | 2013-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5687182B2 (ja) | 漏洩検知機能をもつ伝熱管及びそれに使用する外管 | |
| US10697568B2 (en) | Refrigerant pipe, method of manufacturing the refrigerant pipe, and heat exchanger including the refrigerant pipe | |
| JP5012304B2 (ja) | 冷間引抜加工用プラグ及び金属管の製造方法 | |
| EP3399269A1 (en) | Double-row bent type heat exchanger and manufacturing method therefor | |
| CN102615138B (zh) | 一种钛管材的制造方法 | |
| WO2012117440A1 (ja) | 熱交換器及びこの熱交換器を備えた冷蔵庫、空気調和機 | |
| JP5709733B2 (ja) | 二重管 | |
| CN105026869B (zh) | 用于热交换器的管道结构 | |
| CN103017576A (zh) | 一种换热器管翅式芯体及其胀接方法 | |
| CN116422783B (zh) | 核电换热器管子管板液压胀接时换热管表面质量控制方法 | |
| WO2007097321A1 (ja) | 内面溝付き管及びその製造方法並びに溝付きプラグ | |
| CN106062454B (zh) | 钛焊管以及钛焊管的制造方法 | |
| US9302302B2 (en) | Mandrel mill and method for manufacturing seamless pipe or tube | |
| CN204142073U (zh) | 双层换热管 | |
| CN102278902B (zh) | 换热器及其制造方法 | |
| JP2008175450A (ja) | 熱交換器 | |
| JP2014166649A (ja) | 継目無鋼管の製造方法 | |
| JP6211330B2 (ja) | 3重管式熱交換器の製造方法 | |
| JP2012122686A (ja) | 捩り管形熱交換器 | |
| CN114526629A (zh) | 一种热交换装置及其制造方法 | |
| JP2008107013A (ja) | 漏洩検知機構を有する伝熱管及びそれを用いた熱交換器 | |
| CN106152856A (zh) | 用于自动售货机内制冷装置的双层换热管 | |
| CN202993925U (zh) | 一种换热器管翅式芯体 | |
| JP2006145156A (ja) | 熱交換器及びその製造方法 | |
| JP2002102916A (ja) | 内面溝付管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140520 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150120 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150121 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5687182 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |