JP5771410B2 - 鋼管突き合わせ溶接部の冷却装置及び冷却方法 - Google Patents
鋼管突き合わせ溶接部の冷却装置及び冷却方法 Download PDFInfo
- Publication number
- JP5771410B2 JP5771410B2 JP2011041653A JP2011041653A JP5771410B2 JP 5771410 B2 JP5771410 B2 JP 5771410B2 JP 2011041653 A JP2011041653 A JP 2011041653A JP 2011041653 A JP2011041653 A JP 2011041653A JP 5771410 B2 JP5771410 B2 JP 5771410B2
- Authority
- JP
- Japan
- Prior art keywords
- steel pipe
- cooling
- shaped casing
- casing
- welded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Description
具体的には、停止させた敷設船上で既に接続した管の端部に、新たに接続しようとする管を突き合わせ溶接により接続し、次いで敷設船を管の長さ分だけ前進させると同時に既に接続した管の基端側の所定長を海中へ投入し、以下、停止させた敷設船上で新たに接続しようとする管の突き合わせ溶接、敷設船の前進並びに既に接続した管の基端側所定長の海中への投入を順次繰返しながら海底パイプラインを構築する。
また、既に接続した管の端部に新たに接続しようとする管を突き合わせて溶接した後には、その溶接部の非破壊検査を行う。
具体的には、冷却のために多量の冷却水を必要とするが、船上の限られた作業スペースにおいては飛散する冷却水するのため他の作業に支障を来たす、また、鋼管の突合せ溶接部にスプレーノズルを対向配置させるときのスプレーノズルの位置決め作業が面倒であるという問題があり、この問題解決のために新たな技術の提供が期待されていた。
本願の請求項1に示される鋼管突き合わせ溶接部の冷却装置では、互いに近接離間するように移動自在に設けられ、かつ全体でボックス状に形成されて、円筒状に形成された鋼管の突き合わせ溶接部を周囲から挟む半円状の凹状部を有する一対の半割状ケーシング部と、該半割状ケーシング部内でかつ半円状の凹状部の外側位置に配置され、前記半割状ケーシング部同士の対向部分を突き合わせた前記半割状ケーシング部による鋼管囲繞時に、前記凹状部間に挟持された前記鋼管の溶接部に向けて冷却水を噴射するスプレーノズルを有するノズル装置と、を具備することを特徴とする。
なお、ここでいうボックス状とは、立方体、直方体のほか多角形の柱状体も含むものであって、鋼管を挿通可能な中空の立体形状を意味する。
つまり、本発明の鋼管突き合わせ溶接部の冷却装置により、敷設船上において、突き合わせた直後の鋼管の溶接部の強制冷却を行ない、次工程の非破壊検査を速やかに進むことができ、かつ船上の限られたスペースで効率良く鋼管の溶接部の冷却処理が可能となる。
図1は、本発明に係る、鋼管突き合わせ溶接部の冷却装置及び冷却方法が適用される敷設船1である。
この敷設船1上には、船首から船尾に向けて、位置合わせおよび第1の溶接ステージS1、第2の溶接ステージS2、第3の溶接ステージS3、非破壊検査ステージS4、防食下地処理ステージS5、防食処理ステージS6が、接続しようとする鋼管の長さごとに順に配備される。
以下、停止させた前記敷設船上の各作業ステージで一連の工程を行うことと、敷設船の前進並びに既に接続した管の基端側の所定長の海中への投入を順次繰返すことによって、海底パイプラインを構築しながらその敷設を行う。
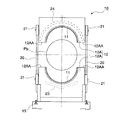
この冷却装置10は、図2及び図3に示されるように、互いに近接離間するように移動自在に設けられ、かつ全体でボックス状に形成されて、円筒状の鋼管Pbを周囲から挟む半円状の凹状部11を有する一対の半割状ケーシング部12Aからなるケーシング12と、該半割状ケーシング部12A内でかつ半円状の凹状部11の外側位置に配置され、半割状ケーシング部12A同士の対向部分12AAを突き合わせた半割状ケーシング部12Aによる鋼管囲繞時に、前記凹状部11間に鋼管Pbが挟持されかつケーシング12の内部に鋼管の溶接部(図3(c)に符号Mで示す)が位置する状態で、該鋼管の溶接部Mに向けて冷却水を噴射する複数のスプレーノズル13を有するノズル装置14と、これらケーシング12及びノズル装置14を搭載する移動台車15を具備する。
ケーシング12は鋼管囲繞時にある場合に、図3(b)に示すように全体として直方体を形成する。なお、ケーシング12の形状は、なんら直方体に限られることなく、立方体でもあるいはそれ以外の多角形柱状体であってもよい。
なお、支持パイプ20に対するスライド部材21の固定は、ボルト、ピンなどの様々な固定手段が用いられる。また、前記ケーシング12の鋼管囲繞時及び開放時の切換は手動で行っても良いし、機械的に上下動させる駆動機構を設けて自動で行っても良い。
また、前記半割状ケーシング部12Aの凹状部11に沿う周面には、図3(c)に示すように、鋼管Pbに接触するシリコンゴム22が配置されており、該シリコンゴム22によってケーシング12が閉じた場合に内部を密封するようになっている。
これらスプレーノズル13は、下側に位置する半割状ケーシング部12Aでは図2、図3(b)に示されるように、凹状部11の下方に配置された支持部材23に直線状に一定間隔に配置され、また、上側に位置する半割状ケーシング部12Aでは図2、図3(b)、図4(a)に示されるように、鋼管Pbの周方向に沿うよう、凹状部11の外方位置にて該凹状部11と平行に配置された円弧状のパイプ24に一定間隔で(例えば、図4(a)に示すように5°の間隔をおいて)配置されている。
なお、支持部材23は図示せぬステーを介して下側の半割状ケーシング部12Aに支持され、円弧状のパイプ24は図示せぬステーを介して上側の半割状ケーシング部12Aに支持される。
上側の半割状ケーシング部に属するスプレーノズル13は、鋼管の溶接部Mの上側半分に冷却水を噴射できるように、また、下側の半割状ケーシング部に属する前記スプレーノズル13は、鋼管の溶接部Mの下側半分のうち両側部を除く一部(約120度の角度部分)に冷却水を噴射できるように配置されている。また、上側の半割状ケーシング部12Aに属するスプレーノズル13は、下側の半割状ケーシング部12Aに属するスプレーノズル13の数よりも多く配置されている。
また、前記パイプ24及び支持部材23内のパイプ23Aに通じる冷却水供給管30は、図3(b)に示すように、冷却水が貯留されるタンク31に接続されており、該タンク31には、エアーホース32を通じてエアーコンプレッサ33から圧縮空気が供給されるようになっている。
これにより、エアーコンプレッサ33から圧縮空気が供給された場合に、その圧力で、タンク31内の冷却水が、冷却水供給管30、パイプ24及び支持部材23内のパイプ23Aを通じて、上側及び下側のケーシング部12A内に位置するスプレーノズル13に供給される。
すなわち、この冷却装置10において、開放状態にある一対の半割状ケーシング部12Aを、それらの間に鋼管の溶接部Mを位置させた状態で、互い相対移動して近接させ該半割状ケーシング部12A同士の対向部分12AAを突き合わせて内部の鋼管の溶接部を囲繞した後、エアーコンプレッサ33を駆動する。すると、該エアーコンプレッサ33の圧力により、タンク31内の水が冷却水供給管30を通じてスプレーノズル13に供給される。その結果、該スプレーノズル13から鋼管の溶接部Mに向けて冷却水が噴射され、該冷却水により鋼管の溶接部Mが強制冷却される。一方、ケーシング12内で冷却に使用された後の水は、下側に位置する半割状ケーシング部12Aに設けられた図示しない排水部を通じて放出される。
すなわち、上記鋼管冷却装置10では、ケーシング12とスプレーノズル13からなる鋼管の溶接部Mの冷却装置という簡易な構成体により、敷設船上において、突き合わせた直後の鋼管の溶接部Mの強制冷却を行ない、次工程の非破壊検査を速やかに進むことができ、かつ船上の限られたスペースで効率良く鋼管の溶接部Mの冷却処理が可能となる。
また、上記冷却装置では、上側の半割状ケーシング部に属する前記スプレーノズル13を、下側の半割状ケーシング部に属する前記スプレーノズルの数よりも多く配置している。これは、上側に配置されたスプレーノズルから噴射される冷却水が、鋼管の溶接部に当たった後、重力の影響受けてそのまま該鋼管の溶接部に沿って下方に流れることとなり、結局、鋼管の溶接部の下側には、それに対向配置されたスプレーノズルから噴射される冷却水の他に、鋼管の溶接部の上側に噴射された冷却水も流れることとなり、この結果、下側の半割状ケーシング部に属する前記スプレーノズルの数は少なくて足りるからである。
つまり、上側の半割状ケーシング部12Aに属するスプレーノズル数と、下側の半割状ケーシング部12Aに属するスプレーノズル数とが好適に配置されることとなり、省力化の面において優れるものとなっている。
さらに、この冷却装置10では、冷却対象である鋼管の溶接部Mの位置に応じて、移動台車15ごと移動することができ、このため、鋼管の溶接部Mに対向する位置にスプレーノズル13を容易に配置することができる。また、ケーシング12やノズル装置14を、必要なときにのみ所要箇所に配置させ、その他不要なときにはその所要箇所から外れた位置に配置することができるので、例えば船上においてスペースの有効利用が行える。
10 冷却装置
11 凹状部
12 ケーシング
12A 半割状ケーシング部
12AA 半割状ケーシング部同士の対向部分
13 スプレーノズル
14 ノズル装置
15 移動台車
Pa 鋼管
Pb 鋼管
M 鋼管の溶接部
Claims (6)
- 互いに近接離間するように移動自在に設けられ、かつ全体でボックス状に形成されて、円筒状に形成された鋼管の突き合わせ溶接部を周囲から挟む半円状の凹状部を有する一対の半割状ケーシング部と、
該半割状ケーシング部内でかつ半円状の凹状部の外側位置に配置され、前記半割状ケーシング部同士の対向部分を突き合わせた前記半割状ケーシング部による鋼管囲繞時に、前記凹状部間に挟持された前記鋼管の溶接部に向けて冷却水を噴射するスプレーノズルを有するノズル装置と、を具備することを特徴とする鋼管突き合わせ溶接部の冷却装置。 - 前記スプレーノズルは前記半割状ケーシング部内でかつ前記半円状の凹状部の外側位置に、前記鋼管の周方向に沿って一定の間隔をおいて複数配置されていることを特徴とする請求項1に記載の鋼管突き合わせ溶接部の冷却装置。
- 前記半割状ケーシング部は上下方向に近接離間するように移動自在に設けられていることを特徴とする請求項1又は2のいずれか1項に記載の鋼管突き合わせ溶接部の冷却装置。
- 上側の半割状ケーシング部に属する前記スプレーノズルは、下側の半割状ケーシング部に属する前記スプレーノズルの数よりも多く配置されていることを特徴とする請求項3に記載の鋼管突き合わせ溶接部の冷却装置。
- 前記半割状ケーシング部及び前記ノズル装置は、移動台車に搭載されていることを特徴とする請求項1〜4のいずれか1項に記載の鋼管突き合わせ溶接部の冷却装置。
- 請求項1〜5のいずれか1項に記載の鋼管突き合わせ溶接部の冷却装置を使用する鋼管突き合わせ溶接部の冷却方法であって、
前記一対の半割状ケーシング部を、それらの間に前記鋼管の溶接部を位置させた状態で、互い相対移動して近接させ該半割状ケーシング部同士の対向部分を突き合わせて内部の鋼管の溶接部を囲繞した後、該半割状ケーシング部内の鋼管の溶接部に向けて前記スプレーノズルを通じて冷却水を噴射することを特徴とする鋼管突き合わせ溶接部の冷却方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011041653A JP5771410B2 (ja) | 2011-02-28 | 2011-02-28 | 鋼管突き合わせ溶接部の冷却装置及び冷却方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011041653A JP5771410B2 (ja) | 2011-02-28 | 2011-02-28 | 鋼管突き合わせ溶接部の冷却装置及び冷却方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012176431A JP2012176431A (ja) | 2012-09-13 |
| JP5771410B2 true JP5771410B2 (ja) | 2015-08-26 |
Family
ID=46978675
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011041653A Expired - Fee Related JP5771410B2 (ja) | 2011-02-28 | 2011-02-28 | 鋼管突き合わせ溶接部の冷却装置及び冷却方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5771410B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105922339A (zh) * | 2016-07-01 | 2016-09-07 | 成都佼佼胶粘制品有限公司 | 一种胶管夹持装置 |
| CN115815890B (zh) * | 2022-11-08 | 2025-12-05 | 江西新钢南方新材料有限公司 | 一种硅钢强化焊接设备及其焊接方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE509821C (de) * | 1930-10-13 | Aeg | Kuehlvorrichtung zur Ableitung der beim Loeten oder Schweissen von Kabelleitern entstehenden Waerme | |
| JPS5926649B2 (ja) * | 1977-03-28 | 1984-06-29 | 日本鋼管株式会社 | 鋼材の接合部熱処理方法及びその装置 |
| JPS5993830A (ja) * | 1982-11-17 | 1984-05-30 | Nisshin Steel Co Ltd | 造管機用冷却装置 |
| JPS5992194A (ja) * | 1982-11-19 | 1984-05-28 | Kawasaki Heavy Ind Ltd | 管内面溶接の冷却方法及び装置 |
| JPH09287026A (ja) * | 1996-04-19 | 1997-11-04 | Dai Ichi High Frequency Co Ltd | 金属条材の熱間処理方法及び冷却装置 |
| JP3822680B2 (ja) * | 1996-08-30 | 2006-09-20 | 新日本製鐵株式会社 | 誘導加熱された接合部の冷却方法および冷却装置 |
| GB9806974D0 (en) * | 1998-04-01 | 1998-06-03 | Coflexip Stena Offshore Ltd | Marine pipelay system |
| JP2008261018A (ja) * | 2007-04-12 | 2008-10-30 | Nippon Steel Corp | 鋼管の冷却方法及び冷却装置 |
-
2011
- 2011-02-28 JP JP2011041653A patent/JP5771410B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012176431A (ja) | 2012-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100968810B1 (ko) | 강관의 코팅장치와 코팅층이 형성된 강관 | |
| AU2012203693B2 (en) | Orbital welding apparatus | |
| DK1328374T3 (da) | Fremgangsmåde og apparat til at svejse rör sammen | |
| JP2015202441A (ja) | リング状のワークの洗浄装置 | |
| CN107838550A (zh) | 一种水下复合热源增材制造装置及使用方法 | |
| JP5771410B2 (ja) | 鋼管突き合わせ溶接部の冷却装置及び冷却方法 | |
| JP2016089262A (ja) | 焼入れ装置及び焼入れ方法 | |
| PL227290B1 (pl) | Sposób automatycznego spawania łukiem krytym wstawianej dyszy o duzych rozmiarach na stozku | |
| CN108262320A (zh) | 一种油罐除锈清洗机器人及其清洗油罐方法 | |
| JP2014163902A (ja) | 溶接部補修方法および溶接部補修装置 | |
| KR101783740B1 (ko) | 액체침투탐상법을 이용한 파이프 내면 육성용접부의 표면결함 검사장치 | |
| US10311986B2 (en) | Inspection apparatus and method of inspecting a reactor component using the same | |
| CN104117810B (zh) | 罐体外部自动焊接设备及方法 | |
| KR101589623B1 (ko) | 용접에 의한 이음부가 형성되는 사각파이프 단부의 확관장치 | |
| KR101469422B1 (ko) | 육상 파이프 용접 시스템 및 그 방법 | |
| KR20170090454A (ko) | 제어봉 구동 장치의 내경 환형부를 위한 초고압 캐비테이션 피이닝 | |
| KR20180093678A (ko) | 배관내부 주행로봇 | |
| JP5707181B2 (ja) | 敷設船上での管の突き合わせ溶接部の非破壊検査方法および非破壊検査装置 | |
| KR101145115B1 (ko) | 회전식 용접보조장비 | |
| CN205449891U (zh) | 一种核电站小入口立式容器内壁超声检查装置 | |
| JP2015202439A (ja) | 超音波洗浄装置 | |
| KR102144581B1 (ko) | 배관라인의 용접부위 처리장치 | |
| RU2303739C1 (ru) | Устройство для центрирования труб | |
| KR101235938B1 (ko) | 냉각상 노즐 청소 장치 및 그 청소 방법 | |
| CN219484636U (zh) | 一种水冷式预防三通管件堆焊变形工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141104 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150629 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5771410 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |