JP5801879B2 - 部品を射出成形するための工具 - Google Patents
部品を射出成形するための工具 Download PDFInfo
- Publication number
- JP5801879B2 JP5801879B2 JP2013509599A JP2013509599A JP5801879B2 JP 5801879 B2 JP5801879 B2 JP 5801879B2 JP 2013509599 A JP2013509599 A JP 2013509599A JP 2013509599 A JP2013509599 A JP 2013509599A JP 5801879 B2 JP5801879 B2 JP 5801879B2
- Authority
- JP
- Japan
- Prior art keywords
- cavity
- ejector
- tool
- shape
- pivot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/22—Dies; Die plates; Die supports; Cooling equipment for dies; Accessories for loosening and ejecting castings from dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C7/00—Patterns; Manufacture thereof so far as not provided for in other classes
- B22C7/02—Lost patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
- B29C33/442—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with mechanical ejector or drive means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
- B29C67/24—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00 characterised by the choice of material
- B29C67/241—Moulding wax
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/03—Injection moulding apparatus
- B29C45/04—Injection moulding apparatus using movable moulds or mould halves
- B29C45/0408—Injection moulding apparatus using movable moulds or mould halves involving at least a linear movement
- B29C45/0416—Injection moulding apparatus using movable moulds or mould halves involving at least a linear movement co-operating with fixed mould halves
- B29C2045/0425—Book moulds, i.e. a mould half can be opened and closed like a book with regard to the other mould half, the mould halves being connected by a hinge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/4005—Ejector constructions; Ejector operating mechanisms
- B29C2045/4047—Ejector constructions; Ejector operating mechanisms driven by a crank or eccentric
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Description
Claims (7)
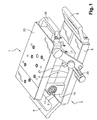
- 空洞(5、22)が各々の中に形成された2つの空洞ブロック(4、21)を備える、部品(26)を射出成形するための工具にして、空洞(5、22)は、空洞ブロック(4、21)が重ね合わされた時点で成形される対象の部品(26)の形状に対応する形状のものであり、空洞ブロックの少なくとも1つ(4)には、成形された部品を押し出すための、少なくとも1つのエジェクタ(15、16)を備える押し出し手段が取り付けられ、少なくとも1つのエジェクタ(15、16)は、これが対応する空洞(5)の外側に位置する成形位置と、これが空洞(5)内に突出する押し出し位置との間で移動可能である、工具であって、
エジェクタ(15、16)が、湾曲した形状であり、空洞(5)から引き出される対象の成形された部品(26)の一部分の形状に対応する形状の、当該エジェクタ(15、16)の形状に適合する湾曲した通路を介してその2つの位置の間を移動するように案内されることを特徴とする、工具。 - 2つの空洞ブロック(4、21)が、2つの空洞ブロック(4、21)が重ね合わされる成形位置と、2つの空洞ブロック(4、21)が離間して置かれる型取り外し位置との間でピン(3)を中心に互いに対して枢動するように装着され、押し出し手段が、空洞ブロック(4、21)の枢動ピン(3)を中心に枢動するように装着された一方の端部(13)を有し、かつエジェクタ(15)が取り付けられた他方の端部を有する、エジェクタ支持体(12)を含むことを特徴とする、請求項1に記載の工具。
- エジェクタ(15、16)が、カム(18)および/またはハンドル(20)によって作動されることを特徴とする、請求項2に記載の工具。
- カム(18)が、カムが回転されたときに支持体(12)およびエジェクタ(15、16)を持ち上げるために、枢動軸(3)から離間されて置かれた地点でエジェクタ(15、16)の支持面(12)に当接することを特徴とする、請求項3に記載の工具。
- 押し出し手段が、平行または同心であり、互いから離間して置かれた2つのエジェクタ(15、16)を含むことを特徴とする、請求項1から4までのいずれか一項に記載の工具。
- 固定式の底部空洞ブロック(4)および可動式の上部空洞ブロック(21)を含み、エジェクタ(15、16)が、底部空洞ブロック(4)内に配置されていることを特徴とする、請求項1から5までのいずれか一項に記載の工具。
- 空洞ブロックの少なくとも1つが、少なくとも1つの転がり軸受(11)を介してピン(3)を中心に枢動するように装着されることを特徴とする、請求項2に記載の工具。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1053665A FR2959947B1 (fr) | 2010-05-11 | 2010-05-11 | Outillage d'injection d'une piece |
| FR1053665 | 2010-05-11 | ||
| PCT/FR2011/051047 WO2011141674A1 (fr) | 2010-05-11 | 2011-05-10 | Outillage d'injection d'une pièce |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013526409A JP2013526409A (ja) | 2013-06-24 |
| JP5801879B2 true JP5801879B2 (ja) | 2015-10-28 |
Family
ID=43126912
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013509599A Active JP5801879B2 (ja) | 2010-05-11 | 2011-05-10 | 部品を射出成形するための工具 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US8747099B2 (ja) |
| EP (1) | EP2569117B1 (ja) |
| JP (1) | JP5801879B2 (ja) |
| KR (1) | KR101868641B1 (ja) |
| CN (1) | CN102892530B (ja) |
| BR (1) | BR112012025400B1 (ja) |
| CA (1) | CA2795473C (ja) |
| FR (1) | FR2959947B1 (ja) |
| RU (1) | RU2559602C2 (ja) |
| WO (1) | WO2011141674A1 (ja) |
| ZA (1) | ZA201208140B (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104226899B (zh) * | 2013-06-09 | 2016-03-30 | 北汽福田汽车股份有限公司 | 冲压模具凸轮消失模的制作方法 |
| CN106738557A (zh) * | 2017-03-22 | 2017-05-31 | 昆山市三建模具机械有限公司 | 一种冰箱门胆成型模 |
| CN113560489A (zh) * | 2021-06-15 | 2021-10-29 | 季华实验室 | 一种涡轮叶片蜡型顶出机构及模具 |
| CN113732244B (zh) * | 2021-08-09 | 2022-11-29 | 季华实验室 | 一种涡轮叶片蜡型自动顶出机构 |
| CN113976821A (zh) * | 2021-09-24 | 2022-01-28 | 季华实验室 | 一种用于大型涡轮叶片蜡型的自动顶出机构 |
| CN115302821B (zh) * | 2022-08-09 | 2024-09-03 | 苏州富淼膜科技有限公司 | 一种膜丝排片装置 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3545718A (en) * | 1968-02-01 | 1970-12-08 | Continental Oil Co | Removable mold core |
| US3632277A (en) * | 1968-09-05 | 1972-01-04 | Nibco | Method and apparatus for molding elbows and the like |
| US3930777A (en) * | 1974-12-11 | 1976-01-06 | Ramsey William C | Plastic u-shaped return conduit and apparatus and method for molding the same |
| DE7535944U (de) * | 1975-11-12 | 1976-03-11 | Fa. Adolf Hottinger, 6800 Mannheim | Werkzeugtraeger fuer einzel- oder mehrstationen-anlagen in der giesserei- bzw. kunststofftechnik |
| EP0013511A1 (en) * | 1979-01-03 | 1980-07-23 | Maurice Henry King | A method of making a die member |
| JPS59107762A (ja) * | 1982-12-13 | 1984-06-22 | Akada Kanagata Seisakusho:Kk | 射出成形型 |
| JPH02219621A (ja) * | 1989-02-21 | 1990-09-03 | Hitachi Lighting Ltd | 射出成形型のアンダーカットを処理する型構造 |
| JP2617359B2 (ja) * | 1989-09-22 | 1997-06-04 | 松下電工株式会社 | 成形品の取出し方法 |
| SU1731420A1 (ru) * | 1990-03-20 | 1992-05-07 | Харьковский Филиал Центрального Научно-Исследовательского Технологического Института | Пресс-форма дл изготовлени выплавл емых моделей |
| US5204046A (en) * | 1991-10-15 | 1993-04-20 | Callaway Golf Company | Wax pattern molding process |
| US5773048A (en) * | 1995-08-07 | 1998-06-30 | Ramsey; William C. | Retainer for injection molding machine components |
| KR19980027071U (ko) * | 1996-11-14 | 1998-08-05 | 박병재 | 자동차의 장애자용 운전 제어 장치 |
| ATE202031T1 (de) * | 1997-09-16 | 2001-06-15 | Ifw Manfred Otte Ges M B H & C | Form für rohrkrümmer |
| US5983978A (en) * | 1997-09-30 | 1999-11-16 | Thixomat, Inc. | Thermal shock resistant apparatus for molding thixotropic materials |
| DE19810032A1 (de) * | 1998-03-09 | 1999-09-16 | Acheson Ind Inc | Verfahren und Vorrichtung zum Vorbereiten der Formwandungen einer Form zur Urformung bzw. Umformung auf den nächstfolgenden Formungszyklus, Sprühelement mit Zentrifugalzerstäubung und Luftführung und Verwendung eines derartigen Sprühelements zum Versprühen im wesentlichen lösungsmittelfreien Formwandbehandlungsmittels |
| US7153125B2 (en) * | 2000-01-19 | 2006-12-26 | Rain Bird Corporation | Molded plastic elbow |
| JP2001269762A (ja) * | 2000-03-28 | 2001-10-02 | Matsushita Electric Ind Co Ltd | 金属射出成形装置 |
| US6399006B1 (en) * | 2000-06-08 | 2002-06-04 | Entegris, Inc. | Process and apparatus for molding polymer sweep fittings |
| US6505678B2 (en) * | 2001-04-17 | 2003-01-14 | Howmet Research Corporation | Ceramic core with locators and method |
| US20030015308A1 (en) * | 2001-07-23 | 2003-01-23 | Fosaaen Ken E. | Core and pattern manufacture for investment casting |
| JP2003103356A (ja) * | 2001-09-27 | 2003-04-08 | Hoei Kogyo Kk | 鍛造材鋳造装置、及び鍛造材鋳造方法 |
| US7238839B2 (en) * | 2004-10-07 | 2007-07-03 | Divi's Laboratories Limited | Process for the resolution of racemic (R,S) -5-(2-(2-(2- ethoxyphenoxy) ethylamino)Propyl)-2-methoxybenzene sulfonamide (tamsulosin), its novel R and S isomers and their salts and processes for their preparation |
| KR100724244B1 (ko) * | 2006-01-25 | 2007-05-31 | 엘에스전선 주식회사 | 성형품 분리장치를 구비한 사출성형기의 형체기구 |
| FR2914871B1 (fr) * | 2007-04-11 | 2009-07-10 | Snecma Sa | Outillage pour la fabrication de noyaux ceramiques de fonderie pour aubes de turbomachines |
| JP4492703B2 (ja) * | 2008-01-11 | 2010-06-30 | 株式会社デンソー | 成形装置 |
| KR101000626B1 (ko) * | 2008-08-26 | 2010-12-10 | 엘에스엠트론 주식회사 | 사출 성형기의 분리형 이젝터 및 이를 포함하는 이동 형판 |
| JP5633739B2 (ja) * | 2010-10-29 | 2014-12-03 | アイシン精機株式会社 | 羽根車の成形装置 |
| US8349240B2 (en) * | 2011-03-25 | 2013-01-08 | Honda Motor Co., Ltd. | Hidden parting line mold and hidden parting line molding technique using associated part removal device |
-
2010
- 2010-05-11 FR FR1053665A patent/FR2959947B1/fr active Active
-
2011
- 2011-05-10 WO PCT/FR2011/051047 patent/WO2011141674A1/fr not_active Ceased
- 2011-05-10 CA CA2795473A patent/CA2795473C/fr active Active
- 2011-05-10 US US13/642,995 patent/US8747099B2/en active Active
- 2011-05-10 JP JP2013509599A patent/JP5801879B2/ja active Active
- 2011-05-10 BR BR112012025400-6A patent/BR112012025400B1/pt active IP Right Grant
- 2011-05-10 EP EP11725146.2A patent/EP2569117B1/fr active Active
- 2011-05-10 RU RU2012152948/02A patent/RU2559602C2/ru active
- 2011-05-10 KR KR1020127032232A patent/KR101868641B1/ko active Active
- 2011-05-10 CN CN201180023811.8A patent/CN102892530B/zh active Active
-
2012
- 2012-10-29 ZA ZA2012/08140A patent/ZA201208140B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CA2795473A1 (fr) | 2011-11-17 |
| FR2959947A1 (fr) | 2011-11-18 |
| RU2012152948A (ru) | 2014-06-20 |
| FR2959947B1 (fr) | 2014-03-14 |
| CN102892530A (zh) | 2013-01-23 |
| EP2569117B1 (fr) | 2018-07-04 |
| CA2795473C (fr) | 2017-08-22 |
| US8747099B2 (en) | 2014-06-10 |
| US20130040015A1 (en) | 2013-02-14 |
| KR20130103340A (ko) | 2013-09-23 |
| EP2569117A1 (fr) | 2013-03-20 |
| JP2013526409A (ja) | 2013-06-24 |
| WO2011141674A1 (fr) | 2011-11-17 |
| BR112012025400B1 (pt) | 2018-02-06 |
| KR101868641B1 (ko) | 2018-06-18 |
| BR112012025400A2 (pt) | 2016-07-05 |
| RU2559602C2 (ru) | 2015-08-10 |
| CN102892530B (zh) | 2014-11-19 |
| ZA201208140B (en) | 2014-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5801879B2 (ja) | 部品を射出成形するための工具 | |
| EP3429778B1 (en) | Method of manufacturing advanced features in a core for casting | |
| JP6033769B2 (ja) | 部品を射出成形するための装置 | |
| CN210996310U (zh) | 一种阀体的熔模模具结构 | |
| CN119839239A (zh) | 一种基于3d打印陶瓷型芯成形复杂紧凑腔体精密铸件的方法 | |
| JP7811453B2 (ja) | 時計部品用射出成形金型 | |
| US9278388B2 (en) | Process for the manufacturing of a thin-walled article in metal | |
| CN112912188B (zh) | 用于制造线圈的方法和工具以及由此制造的线圈 | |
| WO2005018852A1 (ja) | 鋳鉄のチクソキャスティング装置と方法 | |
| CN114096363B (zh) | 用于从至少部分脱模的铸件中移除至少一个冷却元件的设备和方法、将至少一个冷却元件引入铸件模具的型芯中的方法、冷却元件和铸件 | |
| JP3087083B2 (ja) | プラスチック成形用黒鉛型 | |
| JPH09182936A (ja) | 精密鋳造用ワックス成形品の成形用金型 | |
| JP4628349B2 (ja) | 鋳造方法及び鋳造装置 | |
| CN213082039U (zh) | 一种照明灯模具结构 | |
| CN120734194A (zh) | 一种钛合金肋条零件热成形方法及多工位一体热成形模具 | |
| KR20050115738A (ko) | 금속 주조용 금형의 제조방법 | |
| CN108788009B (zh) | 用于制造涡轮发动机叶片的组件 | |
| JP4134180B2 (ja) | 射出成形用金型及び射出成形方法 | |
| JP4757833B2 (ja) | 金型装置,その装着方法及び成形装置 | |
| CN114985681A (zh) | 一种螺旋转子铸造方法及加工装置 | |
| CN118253701A (zh) | 一种便于起模的熔模模具 | |
| CN114210918A (zh) | 厚大快速成型浇注系统与蜡模本体组合方法及壳型制备方法 | |
| JP2004188470A (ja) | ダイカスト成形品及びダイカスト用金型装置並びにダイカスト成形品の製造方法 | |
| JPH0683150U (ja) | ダイカスト金型用押出し部材 | |
| KR20040015844A (ko) | 관연결구용 부품의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140422 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150318 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150407 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150707 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150804 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150827 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5801879 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |