JP5879314B2 - フィルム浮上装置、テンタ、溶液製膜設備及び方法 - Google Patents
フィルム浮上装置、テンタ、溶液製膜設備及び方法 Download PDFInfo
- Publication number
- JP5879314B2 JP5879314B2 JP2013194207A JP2013194207A JP5879314B2 JP 5879314 B2 JP5879314 B2 JP 5879314B2 JP 2013194207 A JP2013194207 A JP 2013194207A JP 2013194207 A JP2013194207 A JP 2013194207A JP 5879314 B2 JP5879314 B2 JP 5879314B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- pressure
- exhaust
- casting
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Landscapes
- Moulding By Coating Moulds (AREA)
- Advancing Webs (AREA)
Description
いる。モータはスプロケット42を回転して、無端チェーン40を循環走行させる。
(I) 2.0≦A+B≦3.0
(II) 1.0≦ A ≦3.0
(III) 0 ≦ B ≦2.9
実験1では、直径D1が2.5mmの吹き出し孔55bを多数配列して単位面積当たりの開口率を10%としたパンチング板からなるノズル板55を有する図3に示す送風ヘッド50,51を用いた。ノズル板55にフィルム搬送方向にピッチPを500mmとして4個の排気樋61を設けた。排気樋61の長さL2を帯状フィルム79の幅に合わせて1800mmとし、排気樋61の幅W2を150mmとし、高さH2を45mmとした。比(W2/P)は0.3である。ガイド板64のノズル面55aに対する傾斜角度θ1は6°とした。排気隙間66の開口幅W3は4mmで、その開口面積は7200mm2とした。ガス吹き出し圧力P0は90Paとし、ノズル面55aから帯状フィルム79までの距離である浮上高さHFは90mmとした。
実験2は、図9に示すように、排気樋71の仕切り板70を内側に傾斜させた送風ヘッド72を用いた以外は実験1と同じ条件にした。鉛直線に対する仕切り板70の傾斜角度θ2を10°とし、排気溝65の排気隙間66の開口幅W3を4mmとした。
実験3は、図10に示すような長さの異なるガイド板74a,74bを有する排気樋74を用いた以外は実験1と同じ条件にした。
実験4は、図11に示すように内側に凸になるように湾曲したガイド板77a,77bを有する排気樋77を用いた以外は実験1と同じ条件にした。
実験5は、図12に示すように、吹き出し孔75bを有するノズル板75を水平線に対して傾斜させて山形とした送風ヘッド76を用いた以外は実験1と同じ条件にした。吹き出し孔75bの直径は2.5mm、単位面積当たりの開口率は10%でノズル板75の水平線に対する傾斜角度を30°とした。
実験6は、図14に示すように、図3の送風ヘッド51から排気樋61を無くして全面に多数の吹き出し孔100aを形成したノズル板100を有する多孔送風ヘッド101を用いた。それ以外は実験1と同じ条件にした。ノズル板100の吹き出し孔100aの直径D1は2.5mmで、その単位面積当たりの開口率は10%とした。
実験7は、図15に示すように、フィルム幅方向にスリット状開口105を有するノズル106をフィルム搬送方向にピッチPを500mmとして4列配置した送風ヘッド110を用いた。それ以外は実験1と同じ条件にした。
実験8は、実験7のスリット状開口105を有するノズル106に代えて、図16に示すように、多数の吹き出し孔115bの直径D1が2.5mmで、単位面積当たりの開口率が10%のノズル板115を,開口位置に有するノズル116を、フィルム搬送方向にピッチPを500mmとして4列配置した凹凸状の送風ヘッド120を用いた。それ以外は実験1と同じ条件にした。
実験11〜13では、実験1の送風ヘッド50を用いて、ガス吹き出し圧力P0の適正範囲を確認した。ガス吹き出し圧力P0を変えて上記フィルム振動試験及び外乱耐性試験を行った。実験11は、ガス吹き出し圧力P0を30Paに変えた以外は実験1と略同じ条件にした。ガス吹き出し圧力P0が変わるとノズル付近圧力P1、フィルム下圧力P2、その差(P2−P1)が変わるため、実験1と全く同じ条件と言い難いため、略同じ条件との表現を用いている。以下の各実験においても同様である。実験12は、ガス吹き出し圧力P0を150Paに変えた以外は実験1と略同じ条件にした。実験13は、ガス吹き出し圧力P0を155Paに変えた以外は実験1と略同じ条件にした。実験結果を下記表2に示す。これらの実験11〜13によって、ガス吹き出し圧力P0の適正範囲が30Pa以上150Pa以下であることが判る。
実験21〜23では、実験1の送風ヘッド50を用いて、ノズル付近圧力P1を変えて、フィルム振動試験及び外乱耐性試験を行い、ノズル付近圧力P1の適正範囲を確認した。実験21は、ノズル付近圧力P1を5Paに変えた以外は実験1と略同じ条件にした。但し、ノズル付近圧力P1を変えるために、ガス吹き出し圧力P0を変更した。この変更に伴い、フィルム下圧力P2、その差(P2−P1)が実験1に対し変化した。実験22は、ノズル付近圧力P1を40Paとし、このためガス吹き出し圧力P0を変えた以外は実験1と略同じ条件にした。同様にして、実験23は、ノズル付近圧力P1を45Paにし、このためガス吹き出し圧力P0も変えた以外は実験1と略同じにした。実験結果を下記表2に示す。これらの実験21〜23によって、ノズル付近圧力P1の適正範囲が5Pa以上40Pa以下であることが判る。
実験31〜33では、実験1の送風ヘッド50を用いて、フィルム下圧力P2を変えて、フィルム振動試験及び外乱耐性試験を行い、フィルム下圧力P2の適正範囲を確認した。実験31は、フィルム下圧力P2を5Paに変えた以外は実験1と略同じ条件にした。但し、フィルム下圧力P2を変えるために、ガス吹き出し圧力P0を変更した。この変更に伴い、ノズル付近圧力P1、その差(P2−P1)が実験1に対し変化した。実験32は、フィルム下圧力P2を40Paとし、このためガス吹き出し圧力P0を変えた以外は実験1と略同じ条件にした。同様にして、実験23は、フィルム下圧力P2を45Paにし、このためガス吹き出し圧力P0も変えた以外は実験1と略同じにした。実験結果を下記表2に示す。これらの実験31〜33によって、フィルム下圧力P2の適正範囲が5Pa以上40Pa以下であることが判る。
実験1,41〜43では、実験1の送風ヘッド50を用いて、比(W2/P)を変えて、フィルム振動試験及び外乱耐性試験を行い、比(W2/P)の適正範囲を確認した。実験41は、比(W2/P)を0.3に変えた以外は実験1と同じ条件にした。但し、比(W2/P)を変えて浮上高さHFを一定にしたため、ガス吹き出し圧力P0やノズル付近圧力P1、フィルム下圧力P2、差(P2−P1)も変わった。実験42は、比(W2/P)を0.4に変えた以外は実験41と同じ条件にした。同様に実験43は、比(W2/P)を0.05に変えた以外は実験41と同じ条件にした。ただし、実験41と同じように比(W2/P)を変えて浮上高さHFを一定にしたため、ガス吹き出し圧力P0やノズル付近圧力P1、フィルム下圧力P2、差(P2−P1)も変わった。実験結果を下記表3に示す。これらの実験1,41〜43によって、比(W2/P)の適正範囲が0.1以上0.3以下であることが判る。
13 ピンテンタ
14 クリップテンタ
30 湿潤フィルム
34 テンタ室
35 フィルム搬送装置
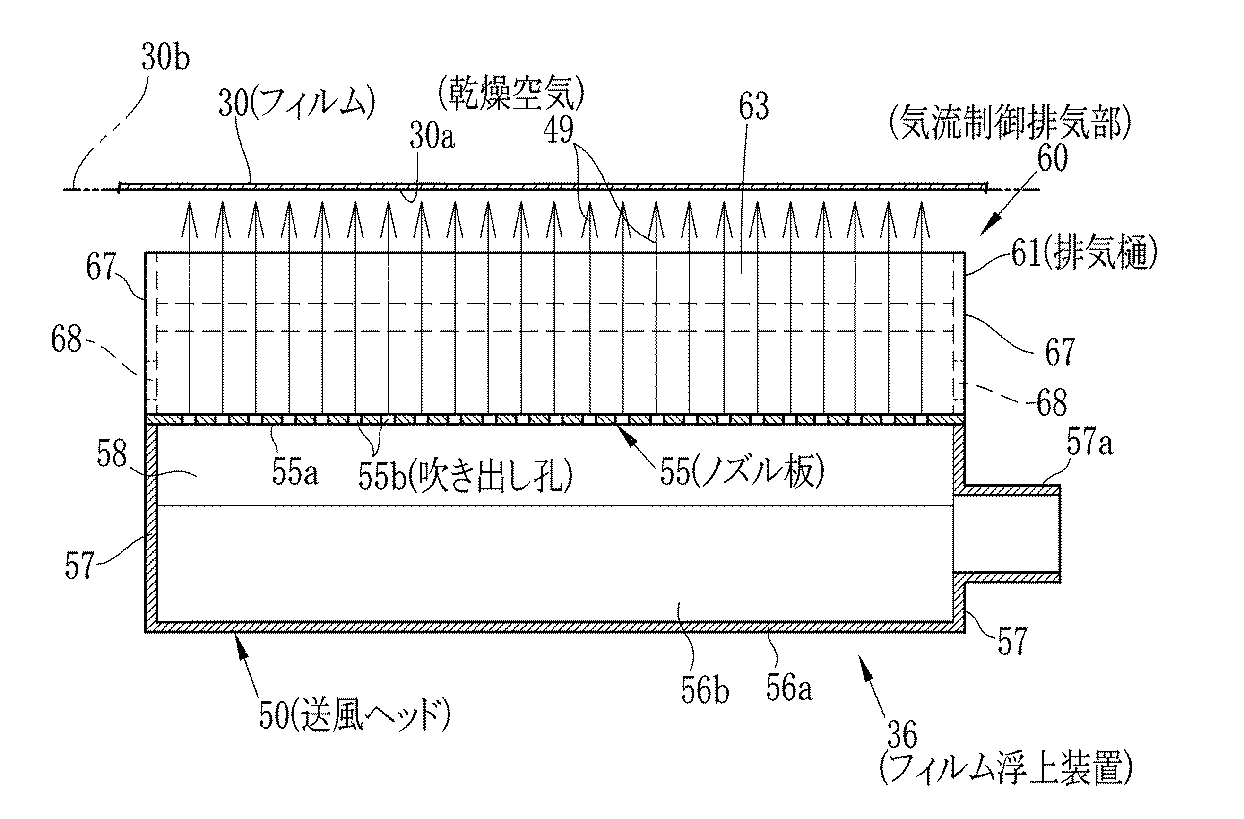
36 フィルム浮上装置
37 フィルム
43 ピンプレート
50,51 送風ヘッド
52 送風ダクト
55a ノズル面
55b 吹き出し孔
55 ノズル板
56 底板
57 側板
58 端板
60 気流制御排気部
61 排気樋
63 仕切り板
64 ガイド板
65 排気溝
66 排気隙間
67 側板
68 排気口
Claims (8)
- 帯状のフィルムのフィルム面に対面して配置され、前記フィルム面に向けてガスを吹き出すことができる吹き出し孔が複数配されるノズル面を有する送風ヘッドと、
前記フィルムの幅方向で前記ノズル面から前記フィルム面に向けて突出して配され、前記吹き出し孔からのガスを前記フィルムの側方に排出するための気流制御排気部と、
を備え、
前記フィルムの搬送方向における前記ノズル面の長さをW4とし、前記フィルムの搬送方向における前記気流制御排気部の長さをW2とし、前記気流制御排気部の前記フィルムの搬送方向におけるピッチをP(P=W2+W4)としたときに、比(W2/P)が0.1以上0.3以下であり、
前記吹き出し孔におけるガスの吹き出し圧力が30Pa以上150Pa以下であり、
前記ノズル面から20mm離れた位置の圧力及び前記フィルム面から5mm離れた位置の圧力が5Pa以上40Pa以下であり、
前記ノズル面から20mm離れた位置の圧力及び前記フィルム面から5mm離れた位置の圧力の差が2Pa以下であるフィルム浮上装置。 - 前記フィルムの搬送方向に、前記ノズル面と前記気流制御排気部とが交互に配置される請求項1記載のフィルム浮上装置。
- 前記気流制御排気部は、
前記フィルム面に向かって突出し、互いにフィルム搬送方向に離間して配置される1対の仕切り板、
前記1対の仕切り板の間で、一方の前記仕切り板の突出端から他方の前記仕切り板の基端に向けて斜めに連続する1対のガイド板、
この1対のガイド板の先端の間に設けられる排気隙間
を有する排気樋と、
前記排気樋のフィルム幅方向の両側に開口する排気口と
を備える請求項2記載のフィルム浮上装置。 - 前記排気樋のフィルム幅方向両端を塞ぐ側板と、前記側板に形成される排気孔とを有し、前記排気孔により前記排気口が構成される請求項3記載のフィルム浮上装置。
- 前記吹き出し孔から前記フィルムまでの距離は20mm以上100mm以下である請求項1から4いずれか1項記載のフィルム浮上装置。
- 請求項1から5いずれか1項記載のフィルム浮上装置と、
前記フィルムの両側縁部を保持部で保持し、この保持部をフィルムの搬送方向に循環移動させて前記フィルムを搬送するフィルム搬送装置とを備え、
前記ガスはフィルム中の溶媒を蒸発させるために温度調節された乾燥空気であるテンタ。 - エンドレスに走行する支持体の上に、ポリマ及び溶媒を含むドープを流延して帯状の流延膜を形成した後に、支持体から流延膜を湿潤フィルムとして剥ぎ取る流延装置と、
前記流延装置からの前記湿潤フィルムを保持して搬送する請求項6記載のテンタと、
前記テンタから搬送されるフィルムを乾燥する乾燥装置と、
を備える溶液製膜設備。 - エンドレスに走行する支持体の上に、ポリマ及び溶媒を含むドープを流延して帯状の流延膜を形成した後に、前記支持体から前記流延膜を湿潤フィルムとして剥ぎ取る流延工程と、
前記流延工程を経た前記湿潤フィルムの両側縁部を保持部により保持して搬送するフィルム搬送工程と、
前記フィルム搬送工程中のフィルム面に向けて複数の吹き出し孔を有するノズル面から乾燥ガスを送風ヘッドにより吹き出して前記湿潤フィルムを乾燥させ、この乾燥中に、フィルム搬送方向に離間し、前記ノズル面にフィルム幅方向に沿って且つ前記ノズル面から前記フィルム面に向けて突出して配される気流制御排気部により、前記フィルム面に当たった後の乾燥ガスを前記フィルムの側方に排出するテンタ工程と、
前記テンタ工程を経たフィルムを乾燥する乾燥工程と
を含み、
前記フィルムの搬送方向における前記ノズル面の長さをW4とし、前記フィルムの搬送方向における前記気流制御排気部の長さをW2とし、前記気流制御排気部の前記フィルムの搬送方向におけるピッチをP(P=W2+W4)としたときに、比(W2/P)が0.1以上0.3以下であり、
前記吹き出し孔におけるガスの吹き出し圧力が30Pa以上150Pa以下であり、
前記ノズル面から20mm離れた位置の圧力及び前記フィルム面から5mm離れた位置の圧力が5Pa以上40Pa以下であり、
前記ノズル面から20mm離れた位置の圧力及び前記フィルム面から5mm離れた位置の圧力の差が2Pa以下である
溶液製膜方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013194207A JP5879314B2 (ja) | 2012-09-28 | 2013-09-19 | フィルム浮上装置、テンタ、溶液製膜設備及び方法 |
| KR1020130113787A KR20140042689A (ko) | 2012-09-28 | 2013-09-25 | 필름 부상 장치, 텐터, 용액 제막 설비 및 방법 |
| CN201310450648.4A CN103707450A (zh) | 2012-09-28 | 2013-09-25 | 膜浮起装置、拉幅机、溶液制膜设备及方法 |
| TW102135038A TW201412626A (zh) | 2012-09-28 | 2013-09-27 | 膜浮起裝置、拉幅機、溶液製膜設備及方法 |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012217290 | 2012-09-28 | ||
| JP2012217290 | 2012-09-28 | ||
| JP2013028599 | 2013-02-18 | ||
| JP2013028599 | 2013-02-18 | ||
| JP2013194207A JP5879314B2 (ja) | 2012-09-28 | 2013-09-19 | フィルム浮上装置、テンタ、溶液製膜設備及び方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014177349A JP2014177349A (ja) | 2014-09-25 |
| JP5879314B2 true JP5879314B2 (ja) | 2016-03-08 |
Family
ID=51697714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013194207A Active JP5879314B2 (ja) | 2012-09-28 | 2013-09-19 | フィルム浮上装置、テンタ、溶液製膜設備及び方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5879314B2 (ja) |
| TW (1) | TW201412626A (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3505256C2 (de) * | 1985-02-15 | 1987-01-29 | Otto Junker Gmbh, 5107 Simmerath | Vorrichtung zum berührungsfreien Führen von Warenbahnen, insbesondere Metallbändern, mittels eines Gasmediums |
| JPS6264532A (ja) * | 1985-09-17 | 1987-03-23 | Mitsubishi Heavy Ind Ltd | 帯状物の処理装置 |
| JP2005271233A (ja) * | 2004-03-23 | 2005-10-06 | Fuji Photo Film Co Ltd | 溶液製膜方法 |
| JP2008247507A (ja) * | 2007-03-29 | 2008-10-16 | Fujifilm Corp | ウェブ搬送装置及び溶液製膜方法 |
| JP5584545B2 (ja) * | 2010-07-30 | 2014-09-03 | 富士フイルム株式会社 | 流延装置及び溶液製膜方法 |
-
2013
- 2013-09-19 JP JP2013194207A patent/JP5879314B2/ja active Active
- 2013-09-27 TW TW102135038A patent/TW201412626A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| TW201412626A (zh) | 2014-04-01 |
| JP2014177349A (ja) | 2014-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101494225B1 (ko) | 웹 반송 장치 및 용액 캐스팅 방법 | |
| TWI586512B (zh) | 乾燥裝置、膜的乾燥方法及溶液製膜方法 | |
| KR20010076306A (ko) | 셀룰로오스 아실레이트 필름의 제조 방법 | |
| KR20120012762A (ko) | 유연 장치 및 용액 제막 방법 | |
| JP5592670B2 (ja) | 溶液製膜設備及び方法 | |
| KR101810523B1 (ko) | 건조 장치 및 용액 제막 방법 | |
| KR101462974B1 (ko) | 필름 건조 방법과 장치 및 용액 캐스팅 방법 | |
| JP6008452B2 (ja) | ラビリンスシール、流延装置、溶液製膜設備及び方法 | |
| JP5879314B2 (ja) | フィルム浮上装置、テンタ、溶液製膜設備及び方法 | |
| JP2009243734A (ja) | 塗布膜の乾燥装置および光学機能性フィルム | |
| JP5749470B2 (ja) | ポリマーフィルムの延伸設備 | |
| KR20110102828A (ko) | 풍송장치 및 풍송방법 및 용액제막설비 | |
| KR20070107064A (ko) | 코팅된 시트 물질의 건조 방법 및 장치 | |
| JP4233424B2 (ja) | ポリマーフイルムの製造方法 | |
| JP6538586B2 (ja) | 流延装置及び溶液製膜方法 | |
| KR20140042689A (ko) | 필름 부상 장치, 텐터, 용액 제막 설비 및 방법 | |
| US20080235983A1 (en) | Method and apparatus for drying film and solution casting method | |
| JP3765765B2 (ja) | 溶液製膜方法 | |
| JP5292339B2 (ja) | 熱可塑性フィルムの延伸方法及び装置、並びに溶液製膜方法 | |
| CN109789614B (zh) | 溶液制膜方法 | |
| JP2010082993A (ja) | 溶液製膜方法 | |
| JP5624485B2 (ja) | 流延装置、流延膜の形成方法及び溶液製膜方法 | |
| JP6008453B2 (ja) | 流延装置、溶液製膜設備及び方法 | |
| JP4295583B2 (ja) | 溶液製膜方法 | |
| JP5904982B2 (ja) | 流延装置、溶液製膜設備及び方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150805 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150819 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5879314 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |