JP5884820B2 - 希土類系ボンド磁石の製造方法 - Google Patents
希土類系ボンド磁石の製造方法 Download PDFInfo
- Publication number
- JP5884820B2 JP5884820B2 JP2013502305A JP2013502305A JP5884820B2 JP 5884820 B2 JP5884820 B2 JP 5884820B2 JP 2013502305 A JP2013502305 A JP 2013502305A JP 2013502305 A JP2013502305 A JP 2013502305A JP 5884820 B2 JP5884820 B2 JP 5884820B2
- Authority
- JP
- Japan
- Prior art keywords
- magnet
- resin
- rare earth
- mass
- magnet powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/102—Metallic powder coated with organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering or brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3612—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with organic compounds as principal constituents
- B23K35/3613—Polymers, e.g. resins
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C28/00—Alloys based on a metal not provided for in groups C22C5/00 - C22C27/00
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
- H01F1/0571—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes
- H01F1/0575—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together
- H01F1/0578—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together bonded together
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/005—Impregnating or encapsulating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0206—Manufacturing of magnetic cores by mechanical means
- H01F41/0246—Manufacturing of magnetic circuits by moulding or by pressing powder
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0266—Moulding; Pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2304/00—Physical aspects of the powder
- B22F2304/10—Micron size particles, i.e. above 1 micrometer up to 500 micrometer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/0555—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 pressed, sintered or bonded together
- H01F1/0558—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 pressed, sintered or bonded together bonded together
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Hard Magnetic Materials (AREA)
- Powder Metallurgy (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Description
磁石粉末として、メルトスピニング法で得られたNd8.6Pr0.1Fe84.4B6.0Ti0.9原子%組成の急冷合金薄帯を粉砕、熱処理して得たTi含有ナノコンポジット磁石粉末を用意した。磁石粉末の篩による分級から求めた50%質量粒径は、75μm〜105μmの間であった。

磁石粉末としてマグネクエンチ社製の単相系急冷磁石粉末を用意し、実施例1のサンプル13と同じ条件でコンパウンド、成形体を作製した(サンプルNo.17)。この単相系急冷磁石粉末の組成は、Nd12Fe77B5Co6(原子%)であり、平均粒径(篩による分級から求めた50%質量粒径)は90μmであった。得られたボンド磁石は密度が6.5g/cm3、圧環強度が36MPa、電気抵抗が2000μΩ・cmであり、必要とされる密度、強度、電気抵抗を有していた。
実施例1および実施例2のサンプルNo.1、7、8、11、12、13、17と同じ条件でコンパウンド、成形体を作製した。それぞれの条件を表3にまとめて示す(磁石粉末Aは実施例1で使用したもの、磁石粉末Bは実施例2で使用したものとそれぞれ同じ)。
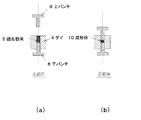
4 ダイ
6 下パンチ
8 上パンチ
10 成形体(圧縮成形体)
14 固定ダイプレート
16 下部ラム
18 上部ラム
28 上パンチ外径補強ガイド
30a リニアガイドレール
30b リニアガイドレール
32 フィーダカップ
Claims (5)
- 希土類系急冷合金磁石粉末を用意する工程と、
常温で固体の樹脂を有機溶剤で溶解した溶液を用意する工程と、
前記希土類系急冷合金磁石粉末と前記溶液とを混練し、前記有機溶剤を揮発させることにより、前記希土類系急冷合金磁石粉末を構成する磁石粉末粒子を前記樹脂で被覆した希土類系ボンド磁石用コンパウンドを作製する工程と、
前記希土類系ボンド磁石用コンパウンドを、1000MPa以上2500MPa以下の圧力で圧縮して圧縮成形体を作製する工程と、
前記圧縮成形体を熱処理する工程と、
を含み、
混練される前記希土類系急冷合金磁石粉末を100質量%としたとき、前記溶液は、0.4質量%以上1.0質量%以下の樹脂と1.2質量%以上20質量%以下の有機溶剤とを含有する、希土類系ボンド磁石の製造方法。 - 前記希土類系ボンド磁石用コンパウンドにおいて、前記樹脂は、前記磁石粉末粒子を90%以上の被覆率で被覆している、請求項1に記載の希土類系ボンド磁石の製造方法。
- 前記磁石粉末粒子を被覆している前記樹脂の厚さは、0.1μm以上1μm以下である、請求項2に記載の希土類系ボンド磁石の製造方法。
- 前記圧縮成形体を作製する工程では、前記圧縮成形体の密度が前記希土類系急冷合金磁石粉末の真密度の83%以上86%以下の範囲になるように前記希土類系ボンド磁石用コンパウンドを圧縮する、請求項1から3のいずれかに記載の希土類系ボンド磁石の製造方法。
- 前記熱処理する工程の後、前記圧縮成形体に対してバレル処理をする工程と、
有機溶剤で希釈され、2〜13質量%の熱硬化性樹脂成分を含有する樹脂液に、前記バレル処理がされた前記圧縮成形体を浸漬する工程と、
前記圧縮成形体を前記樹脂液から取出し、乾燥する工程と、
を含む、請求項1から4のいずれかに記載の希土類系ボンド磁石の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013502305A JP5884820B2 (ja) | 2011-03-02 | 2012-02-27 | 希土類系ボンド磁石の製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011044998 | 2011-03-02 | ||
| JP2011044998 | 2011-03-02 | ||
| PCT/JP2012/054735 WO2012118001A1 (ja) | 2011-03-02 | 2012-02-27 | 希土類系ボンド磁石の製造方法 |
| JP2013502305A JP5884820B2 (ja) | 2011-03-02 | 2012-02-27 | 希土類系ボンド磁石の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2012118001A1 JPWO2012118001A1 (ja) | 2014-07-07 |
| JP5884820B2 true JP5884820B2 (ja) | 2016-03-15 |
Family
ID=46757935
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013502305A Active JP5884820B2 (ja) | 2011-03-02 | 2012-02-27 | 希土類系ボンド磁石の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9666361B2 (ja) |
| JP (1) | JP5884820B2 (ja) |
| CN (1) | CN103403821B (ja) |
| WO (1) | WO2012118001A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6613783B2 (ja) * | 2015-10-08 | 2019-12-04 | 日立化成株式会社 | ボンド磁石硬化体 |
| KR101808176B1 (ko) * | 2016-04-07 | 2018-01-18 | (주)창성 | 연자성몰딩액을 이용한 코일매립형인덕터의 제조방법 및 이를 이용하여 제조된 코일매립형인덕터 |
| CN109433391B (zh) * | 2018-11-05 | 2021-04-16 | 中国科学院宁波材料技术与工程研究所 | 一种磁性复合粉体的制备方法 |
| WO2020145047A1 (ja) * | 2019-01-08 | 2020-07-16 | パナソニックIpマネジメント株式会社 | 磁性材料の製造方法、圧粉磁心の製造方法、コイル部品の製造方法、圧粉磁心、コイル部品および造粒粉 |
| JP7252768B2 (ja) * | 2019-01-31 | 2023-04-05 | 株式会社プロテリアル | 希土類系ボンド磁石の製造方法 |
| CN114678201B (zh) * | 2022-03-07 | 2022-11-18 | 电子科技大学 | 一种高耐候树脂包覆磁性金属粉体的制备方法 |
| US12334255B2 (en) * | 2022-08-10 | 2025-06-17 | Ford Global Technologies, Llc | Net shape processing of permanent magnet by field assisted sintering |
| CN115206666B (zh) * | 2022-09-16 | 2022-12-13 | 成都图南电子有限公司 | 一种高致密度粘结稀土永磁体及其制备方法 |
| CN116140157B (zh) * | 2023-02-23 | 2023-10-13 | 合肥工业大学 | 一种粘结钕铁硼磁体表面喷涂方法 |
| KR20250153237A (ko) * | 2023-07-13 | 2025-10-24 | 아사히 가세이 가부시키가이샤 | 컴파운드, 바니시, 본드 자석 및 모터 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09205013A (ja) * | 1996-01-25 | 1997-08-05 | Daidoo Denshi:Kk | 防錆被覆層を有するボンド磁石とその防錆被覆処理方法 |
| JP2008108784A (ja) * | 2006-10-23 | 2008-05-08 | Tdk Corp | 希土類ボンド磁石及びその製造方法 |
| JP2010232468A (ja) * | 2009-03-27 | 2010-10-14 | Minebea Co Ltd | 希土類ボンド磁石 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3379131D1 (en) | 1982-09-03 | 1989-03-09 | Gen Motors Corp | Re-tm-b alloys, method for their production and permanent magnets containing such alloys |
| US4902361A (en) * | 1983-05-09 | 1990-02-20 | General Motors Corporation | Bonded rare earth-iron magnets |
| JPH06302418A (ja) | 1993-02-19 | 1994-10-28 | Sumitomo Metal Ind Ltd | ボンド型永久磁石およびその製造方法 |
| TW338167B (en) * | 1995-10-18 | 1998-08-11 | Seiko Epson Corp | Rare-earth adhesive magnet and rare-earth adhesive magnet components |
| WO1997035331A1 (fr) * | 1996-03-18 | 1997-09-25 | Seiko Epson Corporation | Procede de formation d'aimant a liaison de terres rares, composition dudit aimant et son procede de fabrication |
| KR100374398B1 (ko) * | 1997-10-30 | 2003-03-04 | 스미토모 도큐슈 긴조쿠 가부시키가이샤 | 고내식성을 갖는 R-Fe-B계 본드 자석과 그 제조 방법 |
| US6494968B1 (en) * | 1998-02-06 | 2002-12-17 | Toda Kogyo Corporation | Lamellar rare earth-iron-boron-based magnet alloy particles, process for producing the same and bonded magnet produced therefrom |
| JPH11312617A (ja) | 1998-04-28 | 1999-11-09 | Daido Steel Co Ltd | 等方性ボンド磁石の製造方法 |
| US6478889B2 (en) * | 1999-12-21 | 2002-11-12 | Sumitomo Special Metals Co., Ltd. | Iron-base alloy permanent magnet powder and method for producing the same |
| JP4243413B2 (ja) * | 2000-05-31 | 2009-03-25 | セイコーエプソン株式会社 | 磁石粉末の製造方法およびボンド磁石の製造方法 |
| JP4023138B2 (ja) * | 2001-02-07 | 2007-12-19 | 日立金属株式会社 | 鉄基希土類合金粉末および鉄基希土類合金粉末を含むコンパウンドならびにそれを用いた永久磁石 |
| CN100590757C (zh) | 2004-12-16 | 2010-02-17 | 日立金属株式会社 | 铁基稀土类系纳米复合磁体及其制造方法 |
| US20090129966A1 (en) | 2005-03-24 | 2009-05-21 | Hitachi Metals, Ltd. | Iron-based rare-earth-containing nanocomposite magnet and process for producing the same |
| US7938915B2 (en) | 2005-08-08 | 2011-05-10 | Hitachi Metals, Ltd. | Rare earth alloy binderless magnet and method for manufacture thereof |
| CN101265353B (zh) * | 2008-01-22 | 2011-08-24 | 横店集团东磁股份有限公司 | 稀土类粘结磁体用组合物、其制备的磁体及磁体的制备方法 |
| JP4591633B2 (ja) * | 2009-03-31 | 2010-12-01 | 日立金属株式会社 | ナノコンポジットバルク磁石およびその製造方法 |
-
2012
- 2012-02-27 US US13/985,152 patent/US9666361B2/en active Active
- 2012-02-27 WO PCT/JP2012/054735 patent/WO2012118001A1/ja not_active Ceased
- 2012-02-27 JP JP2013502305A patent/JP5884820B2/ja active Active
- 2012-02-27 CN CN201280011367.2A patent/CN103403821B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09205013A (ja) * | 1996-01-25 | 1997-08-05 | Daidoo Denshi:Kk | 防錆被覆層を有するボンド磁石とその防錆被覆処理方法 |
| JP2008108784A (ja) * | 2006-10-23 | 2008-05-08 | Tdk Corp | 希土類ボンド磁石及びその製造方法 |
| JP2010232468A (ja) * | 2009-03-27 | 2010-10-14 | Minebea Co Ltd | 希土類ボンド磁石 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2012118001A1 (ja) | 2014-07-07 |
| CN103403821B (zh) | 2016-08-10 |
| US9666361B2 (en) | 2017-05-30 |
| CN103403821A (zh) | 2013-11-20 |
| US20130323109A1 (en) | 2013-12-05 |
| WO2012118001A1 (ja) | 2012-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5884820B2 (ja) | 希土類系ボンド磁石の製造方法 | |
| JP6439876B2 (ja) | 磁石粒子およびそれを用いた磁石成形体 | |
| US9350203B2 (en) | Rare earth sintered magnet, method for producing the same, motor, and automobile | |
| US11469016B2 (en) | R-T-B based sintered magnet | |
| JP4732459B2 (ja) | 希土類合金系バインダレス磁石およびその製造方法 | |
| CN1198579A (zh) | 压粉铁芯,其所用的铁磁粉末组合物及其制备方法 | |
| EP3330978A1 (en) | Sintered body for forming rare earth magnet, and rare earth sintered magnet | |
| JP6645306B2 (ja) | R−t−b系焼結磁石 | |
| JP4723442B2 (ja) | 圧粉磁心および圧粉磁心用の鉄基粉末 | |
| WO2013175929A1 (ja) | 圧粉磁心、圧粉磁心の製造方法、及び、圧粉磁心の渦電流損失の推定方法 | |
| JP2011124394A5 (ja) | ||
| JP7567598B2 (ja) | 造粒粉末、コンパウンド、成形体、及びボンド磁石 | |
| CN103021617B (zh) | 复合磁性粉末及使用了所述复合磁性粉末的压粉铁心 | |
| JP2012199462A (ja) | 希土類ボンド磁石、希土類磁石粉末とその製造方法および希土類ボンド磁石用コンパウンド | |
| JP2007129106A (ja) | 希土類合金系バインダレス磁石およびその製造方法 | |
| JP4127077B2 (ja) | 希土類系ボンド磁石の製造方法 | |
| JP2004349337A (ja) | ボンド磁石の製造方法 | |
| CN114334386B (zh) | 磁性成型体及电感器 | |
| JP7676861B2 (ja) | 造粒粉末、及びボンド磁石の製造方法 | |
| WO2020225910A1 (ja) | 磁石複合体及び磁石複合体の製造方法 | |
| JPH06302418A (ja) | ボンド型永久磁石およびその製造方法 | |
| JP2020113634A (ja) | ボンド磁石及び該ボンド磁石の製造方法 | |
| JP7252768B2 (ja) | 希土類系ボンド磁石の製造方法 | |
| JP2019009314A (ja) | 希土類磁石の製造方法、及び希土類磁石 | |
| CN114334387A (zh) | 磁性粉、磁性成型体和电感器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141029 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160125 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5884820 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |