JP5975663B2 - スポット溶接用電極検査装置 - Google Patents
スポット溶接用電極検査装置 Download PDFInfo
- Publication number
- JP5975663B2 JP5975663B2 JP2012026036A JP2012026036A JP5975663B2 JP 5975663 B2 JP5975663 B2 JP 5975663B2 JP 2012026036 A JP2012026036 A JP 2012026036A JP 2012026036 A JP2012026036 A JP 2012026036A JP 5975663 B2 JP5975663 B2 JP 5975663B2
- Authority
- JP
- Japan
- Prior art keywords
- camera
- electrode
- mirror
- frames
- spot welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Length Measuring Devices By Optical Means (AREA)
Description
3 測定基準板
3a 電極固定孔
4 カメラモジュール
6 ミラー
7 カメラ
9 クリップ
9b 突起
10 電極
31 環状突条部
40a 第1フレーム
40b 第2フレーム
60 支持フレーム
70 カメラホルダ
70c 収容凹部
G 溶接ガン
Claims (3)
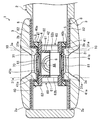
- スポット溶接用電極の先端を挿入固定する電極固定孔を有する測定基準板と、カメラモジュールとを備え、
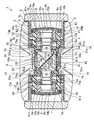
該カメラモジュールは、上記電極の先端面を映し出すミラーと、該ミラーの両側に配置される第1及び第2フレームと、該第1及び第2フレーム間で上記ミラーの側方に配置され該ミラーに映し出された電極先端面を撮影するカメラと、該カメラを収容する収容凹部を有し、且つ、当該収容凹部を外側に向けた状態で上記第1及び第2フレームに挟み込まれるカメラホルダと、中途部が上記カメラに当接し、且つ、各端部側が上記第1及び第2フレーム側に撓んだ状態で各端部が上記第1及び第2フレームの端縁にそれぞれ係合する一対の帯状可撓性クリップとを備え、
上記カメラモジュールに上記測定基準板を電極固定孔が上記ミラーに対応するように組み付けた状態で、上記電極固定孔に電極の先端を挿入固定し、該電極の先端面を上記ミラーを介して上記カメラで撮影して、当該電極の先端面が使用に適するか否かを判定するように構成されていることを特徴とするスポット溶接用電極検査装置。 - 請求項1に記載のスポット溶接用電極検査装置において、
上記クリップ中途部のカメラホルダ側には、突起が設けられていることを特徴とするスポット溶接用検査装置。 - 請求項1又は2に記載のスポット溶接用電極検査装置において、
上記カメラモジュールは、上記ミラーの両側端縁をそれぞれ支持するとともに、上記第1及び第2フレームに挟まれて固定される一対の支持フレームを備えていることを特徴とするスポット溶接用電極検査装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012026036A JP5975663B2 (ja) | 2012-02-09 | 2012-02-09 | スポット溶接用電極検査装置 |
| CN201280067780.0A CN104105566B (zh) | 2012-02-01 | 2012-12-18 | 点焊用电极检查装置 |
| PCT/JP2012/008078 WO2013114506A1 (ja) | 2012-02-01 | 2012-12-18 | スポット溶接用電極検査装置 |
| EP12867290.4A EP2810734B1 (en) | 2012-02-01 | 2012-12-18 | Electrode inspection device for spot welding |
| MX2014009362A MX2014009362A (es) | 2012-02-01 | 2012-12-18 | Dispositivo de inspeccion de electrodo para soldadura por puntos. |
| US14/337,295 US9497360B2 (en) | 2012-02-01 | 2014-07-22 | Electrode inspection apparatus for spot welding |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012026036A JP5975663B2 (ja) | 2012-02-09 | 2012-02-09 | スポット溶接用電極検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013163188A JP2013163188A (ja) | 2013-08-22 |
| JP5975663B2 true JP5975663B2 (ja) | 2016-08-23 |
Family
ID=49174910
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012026036A Active JP5975663B2 (ja) | 2012-02-01 | 2012-02-09 | スポット溶接用電極検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5975663B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016088984A1 (ko) * | 2014-12-01 | 2016-06-09 | 오토아이티(주) | 스폿 용접건의 용접팁 검사장치 및 이를 이용한 용접팁의 오염상태 분석 방법 및 용접팁의 정렬상태 분석 방법 |
| KR101900330B1 (ko) * | 2016-12-05 | 2018-11-08 | 오토아이티(주) | 스폿 용접건의 용접팁 검사장치 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01192486A (ja) * | 1988-01-25 | 1989-08-02 | Daihatsu Motor Co Ltd | スポット溶接電極検査方法 |
| US20090289040A1 (en) * | 2008-05-21 | 2009-11-26 | Scott Boyd | Method and Device for Measuring Resistance Spot Welding Electrode Tips While Connected to a Robotic Welder |
| KR101393755B1 (ko) * | 2009-10-27 | 2014-05-12 | 가부시키가이샤 키렉스 | 스폿용접용 전극검사장치 |
-
2012
- 2012-02-09 JP JP2012026036A patent/JP5975663B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013163188A (ja) | 2013-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013114506A1 (ja) | スポット溶接用電極検査装置 | |
| JP5580462B2 (ja) | 表示装置 | |
| JP4509054B2 (ja) | 複合コネクタ、複合コネクタに用いられるホルダ、回路基板への蛍光管の端子の接続構造、および回路基板への蛍光管の端子の接続方法 | |
| JP4955788B2 (ja) | 放電管、照明装置、表示装置及びテレビ受信装置 | |
| JP4892555B2 (ja) | バックライトモジュール、バックライトモジュールの製造方法、ランプユニット、点灯治具、照明装置、表示装置及びテレビ受信装置 | |
| JPH10206831A (ja) | 液晶表示装置 | |
| JP5975663B2 (ja) | スポット溶接用電極検査装置 | |
| JP6107049B2 (ja) | 照明光学系、及び画像投射装置 | |
| JPWO2015053085A1 (ja) | 照明装置及び表示装置 | |
| JP4375214B2 (ja) | 照明装置 | |
| JP2010164768A (ja) | 支持体、光源装置及びこれを備える表示装置 | |
| JPH11311835A5 (ja) | ||
| JP2013182692A (ja) | 照明装置 | |
| JP5877078B2 (ja) | スポット溶接用電極検査装置 | |
| JP2011252995A (ja) | 表示器用ホルダ及び表示ユニット | |
| JP2007273230A (ja) | 光源ユニット取付け構造 | |
| JP2010123519A (ja) | 車両用灯具 | |
| JP5140126B2 (ja) | ミラー支持装置及び画像読取装置 | |
| JP4906775B2 (ja) | クリップ及び光源 | |
| JP4873188B2 (ja) | 分光光度計 | |
| JP2015222199A (ja) | 光学測定装置用ホルダーおよび光学測定システム | |
| JPWO2017212648A1 (ja) | 撮像装置 | |
| JP6647026B2 (ja) | 配光制御素子の保持構造および面光源装置 | |
| JP3178397U (ja) | 光学素子の光軸調整機構 | |
| JP2008139727A (ja) | プロジェクタのレンズ鏡筒固定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160705 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160719 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5975663 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |