JP5987534B2 - ライナーレスラベル、積層型ラベルおよびテープ型ラベル - Google Patents
ライナーレスラベル、積層型ラベルおよびテープ型ラベル Download PDFInfo
- Publication number
- JP5987534B2 JP5987534B2 JP2012171175A JP2012171175A JP5987534B2 JP 5987534 B2 JP5987534 B2 JP 5987534B2 JP 2012171175 A JP2012171175 A JP 2012171175A JP 2012171175 A JP2012171175 A JP 2012171175A JP 5987534 B2 JP5987534 B2 JP 5987534B2
- Authority
- JP
- Japan
- Prior art keywords
- label
- paper
- sensitive adhesive
- pressure
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Adhesive Tapes (AREA)
- Laminated Bodies (AREA)
Description
を付与することも可能なライナーレスラベル、積層型ラベルおよびテープ型ラベルを提供する。
本発明の積層型ラベルでは、剥離紙上に、前記感圧粘着剤層を前記剥離紙側にして前記枚葉の複数枚のライナーレスラベルが積層されていることが好ましい。
本発明の積層型ラベルは、紙基材の表面に目止め層を設けなくても、各々の枚葉のライナーレスラベルの剥離が軽く、表面に筆記性を付与することも可能である。
本発明のテープ型ラベルは、紙基材の表面に目止め層を設けなくても、帯状のライナーレスラベルの剥離が軽く、巻き返して使用しやすいうえ、表面に筆記性を付与することも可能である。
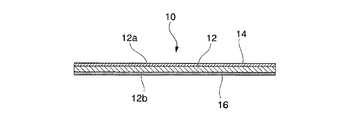
本実施形態のライナーレスラベル10は、紙基材12と、紙基材12の表面12aに設けられた剥離層14と、紙基材12の裏面12bに設けられ、剥離層14から剥離可能な感圧粘着剤層16と、を有する。
紙基材12としては、例えば、木材パルプを主成分として構成され、必要に応じて顔料、各種助剤等の添加剤を含有するものが挙げられる。
木材パルプとしては、広葉樹材(L材)または針葉樹材(N材)のいずれを使用してもよく、各種の化学パルプ、半化学パルプ、機械パルプ、再生パルプ等を使用することができる。
化学パルプとしては、クラフトパルプ(KP)、サルファイトパルプ(SP)、ソーダパルプ(AP)等が挙げられる。半化学パルプとしては、セミケミカルパルプ(SCP)、ケミグランドウッドパルプ(CGP)等が挙げられる。機械パルプとしては、砕木パルプ(GP)、サーモメカニカルパルプ(TMP)、漂白ケミサーモメカニカルパルプ(BCTMP)、リファイナーグランドウッドパルプ(RGP)等が挙げられる。再生パルプとしては、古紙を原料とする脱墨パルプ(DIP)等が挙げられる。
また、楮、三椏、麻、ケナフ等を原料とする非木材パルプを使用してもよい。
紙基材12を形成するパルプは、1種であってもよく、2種以上であってもよい。
紙基材12を形成するパルプは、離解後のフリーネスが350〜550mLの広葉樹晒クラフトパルプ(LBKP)を50質量%以上含むことが好ましく、80質量%以上含むことがより好ましい。
顔料としては、軽質炭酸カルシウム、焼成カオリン、ホワイトカーボン、タルク、酸化チタン等が挙げられる。なかでも、タルク、軽質炭酸カルシウム、ホワイトカーボンが好ましく、抄紙適性(ワイヤーの磨耗適性)に優れ、抄紙時に留まり易い点から、タルク、軽質炭酸カルシウムが特に好ましい。
紙基材12に顔料を配合する場合、紙基材12中の顔料の含有率(灰分)は、0.1〜30質量%が好ましく、10〜20質量%がより好ましい。顔料の含有率が下限値以上であれば、筆記性が良好になる。顔料の含有率が上限値以下であれば、充分な紙力が得られやすい。
助剤としては、例えば、内添サイズ剤(高級脂肪酸、アルキルケテンダイマー等。)、定着剤(硫酸バンド、カチオン性高分子電解質等。)、紙力増強剤(澱粉、ポリアクリルアミド、ポリビニルアルコール等。)、カチオン化剤、歩留り向上剤、染料、蛍光増白剤、防黴剤等が挙げられる。
紙基材12は、カレンダー処理等の公知の処理を施したものであってもよい。
サイズ処理に使用するサイズ処理液としては、例えば、澱粉類、ポリビニルアルコール類、ポリアクリルアミド類、表面サイズ剤、カチオン樹脂等を溶媒に配合した処理液が挙げられる。表面サイズ剤としては、例えば、スチレンマレイン酸共重合物、オレフィン系共重合物、アルキルケテンダイマー系化合物、アルケニル無水コハク酸系化合物、スチレン−アクリル系共重合物、高級脂肪酸系化合物、石油樹脂系サイズ剤、ロジン系サイズ剤等が挙げられる。
サイズ処理を両面に施す場合、サイズ処理液の塗工量は、両面合計で前記範囲内となるようにすることが好ましい。
紙基材12の密度は、0.55〜1.00g/m3が好ましい。前記密度が下限値以上であれば、充分な紙力が得られやすい。前記密度が上限値以下であれば、筆記性および捺印性が良好になる。
未塗工紙としては、例えば、上質紙、中質紙、片艶紙等が挙げられる。なかでも、印刷インキ剥離強度の点で、上質紙が好ましい。片面塗工紙としては、例えば、一般の印刷用紙、感熱記録紙、粘着剤等の紙基材への染込みを抑える目止め層、ポリエチレンラミネート層等が挙げられる。
塗工層を設ける方法としては、ブレードコータ、ナイフコータ、バーコータ、エアーナイフコータ、ダイコータ、スロットダイコータ、グラビアコータ等を用いる方法が挙げられる。
本発明のライナーレスラベルの剥離層14は、下式(A1)で表される単位(A1)と、下式(A2)で表される単位(A2)を有するエポキシ基含有オルガノポリシロキサン(A)(以下、「オルガノポリシロキサン(A)」という。)を含むカチオン硬化型シリコーン系剥離剤(I)(以下、「剥離剤(I)」という。)により形成された層である。
単位(A1)のR1のアルキル基の炭素数は、1〜5が好ましく、1がより好ましい。
単位(A2)のR2のアルキル基の炭素数は、1〜5が好まし、1がより好ましい。
単位(A2)のR3のアルキル基の炭素数は、1〜5が好ましく、1がより好ましい。
単位(A1)および単位(A2)におけるR1〜R3は、全てメチル基であることが特に好ましい。
オルガノポリシロキサン(A−1)におけるR1〜R3は、全てメチル基であることが好ましい。
n+mは、2〜10000が好ましく、5〜5000がより好ましく、10〜500が特に好ましい。
ランダム共重合体であるオルガノポリシロキサン(A)としては、単位(A1)と単位(A2)がランダムに組み込まれている以外はオルガノポリシロキサン(A−1)と同じ構成のオルガノポリシロキサンが好ましい。
(i)分子内に有する単位(A1)の総量と単位(A2)の総量との合計に対する単位(A1)の総量の割合Qが同一のオルガノポリシロキサン(A)のみで調節する態様。
(ii)前記割合Qが異なる2種以上のオルガノポリシロキサン(A)を組み合わせて調節する態様。
態様(ii)では、割合Qが0〜2モル%、より好ましくは0.1〜1.5モル%のオルガノポリシロキサン(A’)の少なくとも1種類以上と、割合Qが4モル%以上、より好ましくは4.5〜10モル%のオルガノポリシロキサン(A”)の少なくとも1種類以上とを配合して剥離剤(I)の割合Pを0.5〜4モル%に調節することが好ましい。
オニウム塩系光開始剤としては、公知のものを使用できる。その具体例としては、(R1)2I+X−、ArN2 +X−、(R1)3S+X−で表される化合物が挙げられる。但し、R1はアルキル基またはアリール基を、Arはアリール基を示す。X−としては[B(C6H5)4]−、[B(C6F5)4]−、[B(C6H4CF3)4]−、[(C6F5)2BF2]−、[C6F5BF3]−、[B(C6H3F2)4]−、BF4 −、PF6 −、AsF6 −、SbF6 −、SbCl6 −、HSO4 −、またはClO4 −等が挙げられる。
剥離剤(I)の粘度は、5000cps以下が好ましく、1000cps以下がより好ましい。前記粘度が上限値以下であれば、剥離層14表面に良好な筆記性および捺印性を付与できる。
前記助剤の添加量は、剥離剤層の全質量に対して10質量%以下が好ましい。顔料に関しては、無配合(0質量%)とすることが特に好ましい。剥離剤層に顔料を配合すると、ライナーレスラベルとした際に剥離が重くなることがあるためである。
ここで、平滑度は、「JAPAN TAPPI紙パルプ試験方法 No.5−2に基づく王研式平滑度」にて規定する。
感圧粘着剤層16を形成する感圧粘着剤としては、例えば、溶剤型粘着剤、エマルション型粘着剤、ホットメルト型粘着剤等が挙げられる。なかでも、紙基材12中に粘着剤が染み込み難く、ラベルの剥離が軽くなる点から、ホットメルト型粘着剤が好ましい。
ホットメルト型粘着剤としては、ゴム系のホットメルト型粘着剤、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体等が挙げられる。なかでも、粘着力の安定性、ブリード、コストの点から、ゴム系のホットメルト型粘着剤が好ましい。
スチレン系共重合体(I)とスチレン系共重合体(II)の質量比(I)/(II)は、10/1〜1/10が好ましく、5/1〜1/5がより好ましく、2/1〜1/2が特に好ましい。
軟化剤としては、例えば、各種可塑剤、ポリブテン、液状粘着付与剤樹脂、ポリイソブチレン低重合体、ポリビニルイソブチルエーテル低重合体、ラノリン、塊重合ゴム、プロセスオイル、ナフテン系オイル、パラフィン系オイル、加硫オイル等が挙げられる。
ワックスとしては、植物系ワックス、動物系ワックス、鉱物系ワックス、石油系ワックス、合成ワックスに加え、これらの加工・変性ワックスが好ましく挙げられる。植物系ワックスとしては、カルナバワックス、木蝋がより好ましい。動物系ワックスとしては、蜜蝋がより好ましい。鉱物系ワックスとしては、モンタンワックス、オゾケライトがより好ましい。石油系ワックスとしては、パラフィンワックス、マイクロクリスタリンワックスがより好ましい。合成ワックスとしては、フィッシャートロプシュワックス、ポリエチレンワックス、ポリプロピレンワックス、油脂系(エステル、ケトン類、アミド)合成ワックス、水素化ワックスがより好ましい。加工・変性ワックスとしては、前記したより好ましいワックスの加工、変性ワックスがより好ましい。
ワックスとしては、42〜73℃の各種融点を有するパラフィンワックス、50〜120℃の各融点を有するマイクロクリスタリンワックス、あるいはポリエチレンワックス、ポリプロピレンワックスのようなポリオレフィンワックスを更に好ましく挙げることができる。
ポリオレフィンワックスは、通常分子量が1,000から10,000程度のもの、すなわち一般にポリオレフィンワックスとして知られているものである。このポリオレフィンワックスは、通常、高圧重合法、低圧重合法、または高分子量のポリオレフィンの熱分解によって得られる。
加工・変性ワックスの具体例としては、例えば、前記したワックスを酸化し、該ワックスに水酸基、エステル基、カルボキシル基、アルデヒド基、ペルオキシド基等の極性基を導入したものを挙げられる。
粘着付与剤を使用する場合、感圧粘着剤層16中の粘着付与剤の含有量は、感圧粘着剤100質量部に対して、10〜70質量部が好ましく、30〜60質量部がより好ましく、30〜50質量部が特に好ましい。前記粘着付与剤の含有量が下限値以上であれば、優れた粘着力が得られやすく、被貼付物品に貼付したラベルが部分的に剥がれたり、完全に脱落したりすることを容易に抑制できる。前記粘着付与剤の含有量が上限値以下であれば、ラベルの剥離が重くなりすぎることを抑制しやすい。
感圧粘着剤層16の傾斜角30°の傾斜式ボールタックは、ワックスの使用等によって調節できる。具体的には、ワックスの使用量を多くすることで、感圧粘着剤層16の傾斜角30°の傾斜式ボールタックを小さくすることができる。
感圧粘着剤層16の0℃以上60℃以下の範囲内で測定される貯蔵弾性率は、5×103以上1×106以下がより好ましく、1×104以上1×105以下が特に好ましい。
なお、前記貯蔵弾性率は、動的粘弾性測定装置により測定される。感圧粘着剤層16の0℃以上60℃以下の貯蔵弾性率は、例えば、前記スチレン系共重合体(I)とスチレン系共重合体(II)、粘着付与剤、軟化剤を特定の比率で併用すること等によって調節できる。
本発明のライナーレスラベルの製造方法は、特に限定されず、剥離剤(I)を使用する以外は従来公知の方法を採用できる。
例えば、紙基材12の表面12aに剥離剤(I)を塗工し、硬化させて剥離層14を形成し、次いで感圧粘着剤等を含む粘着剤成分を紙基材12の裏面12bに塗工して感圧粘着剤層16を形成してライナーレスラベル10を得る方法等が挙げられる。また、剥離層14の形成は、感圧粘着剤層16の形成の後に行ってもよい。
剥離剤(I)の塗工方法は、特に限定されず、例えば、バーコータ、多段ロールコータ、エアーナイフコータ、グラビアコータ、オフセットグラビアコータ等を使用する方法が挙げられる。なかでも、フレキソ印刷が好ましい。
剥離剤(I)を硬化させる装置としては、熱風ドライヤ、遠赤外線ドライヤ、紫外線照射装置、電子線照射装置等が挙げられる。
粘着剤成分の塗工方法としては、特に限定されず、感圧粘着剤としてホットメルト型粘着剤を使用する場合、例えば、凸版印刷法、ホットメルトダイコータを使用する方法等が挙げられる。また、溶剤型粘着剤、エマルション型粘着剤を使用する場合、例えば、ロールコータ、リバースロールコータ、ナイフコータ、バーコータ、エアーナイフコータ、ダイコータ、スロットダイコータ、ギアインダイコータ等を使用する方法が挙げられる。
また、必要に応じて紙基材における剥離層を形成する側の全面にメジウムインキを印刷することができる。メジウムインキを印刷する方式は、凸版印刷、オフセット印刷、フレキソ印刷が好ましい。使用するインキは、紫外線硬化型のインキが好ましく、アミン類の配合量が少ない紫外線硬化型インキ、あるいはアミン類を含有していないアミンレス紫外線硬化型インキがより好ましい。
本発明の積層型ラベルは、枚葉にした複数枚のライナーレスラベルを積層したものである。本発明の積層型ラベルの実施形態の一例としては、例えば、図2に例示した積層型ラベル1が挙げられる。
積層型ラベル1は、矩形の剥離紙20上に、複数枚の矩形のライナーレスラベル10が積層された積層体である。積層型ラベル1では、各々のライナーレスラベル10の裏面の感圧粘着剤層16が、その下に位置するライナーレスラベル10の表面の剥離層14に剥離可能に密着している。
糊殺し層を形成する方法としては、オフセット印刷、フレキソ印刷、レータープレス印刷(凸版印刷)が好ましく、速乾性の観点から、紫外線硬化方式のオフセット印刷、紫外線硬化方式のフレキソ印刷、紫外線硬化方式のレータープレス印刷(凸版印刷)がより好ましく、糊殺し層の厚さを厚くできる観点から、紫外線硬化方式のフレキソ印刷が特に好ましい。糊殺し剤としては、感圧粘着剤層の粘着を防止できるものであれば、如何なるものも使用でき、オフセット印刷、フレキソ印刷、レータープレス印刷(凸版印刷)用の夫々の印刷に使用する印刷用インキ、メジウムインキ、糊殺し専用インキを好ましく挙げることができ、紫外線硬化型のインキが特に好ましい。
糊殺し層を形成する際の糊殺し剤の塗工量は、乾燥質量で0.01〜20g/m2が好ましく、0.1〜10g/m2がより好ましい。前記塗工量が下限値未満であると、感圧粘着剤層の粘着を防止できなくなることがある。前記塗工量が上限値より大きいと、糊殺し層を施した部分のみが厚すぎるため、積層型ラベルとした場合にその部分のみが膨らんでしまい見た目が良くないという問題を起こすことがある。
また、積層型ラベルは、被貼付物品に貼付して使用する用途以外の用途に使用してもよい。例えば、本発明の積層型ラベルはゴミ・ホコリ取り等としてもよい。本発明の積層型ラベルからなるゴミ・ホコリ取り等は、使用によって表面が汚れたときに上から1枚ずつ剥がすことで、表面の清浄度を容易に維持することができる。また、メモ用紙として兼用することもできる。
なお、本発明の積層型ラベルは、剥離紙を有していなくてもよい。
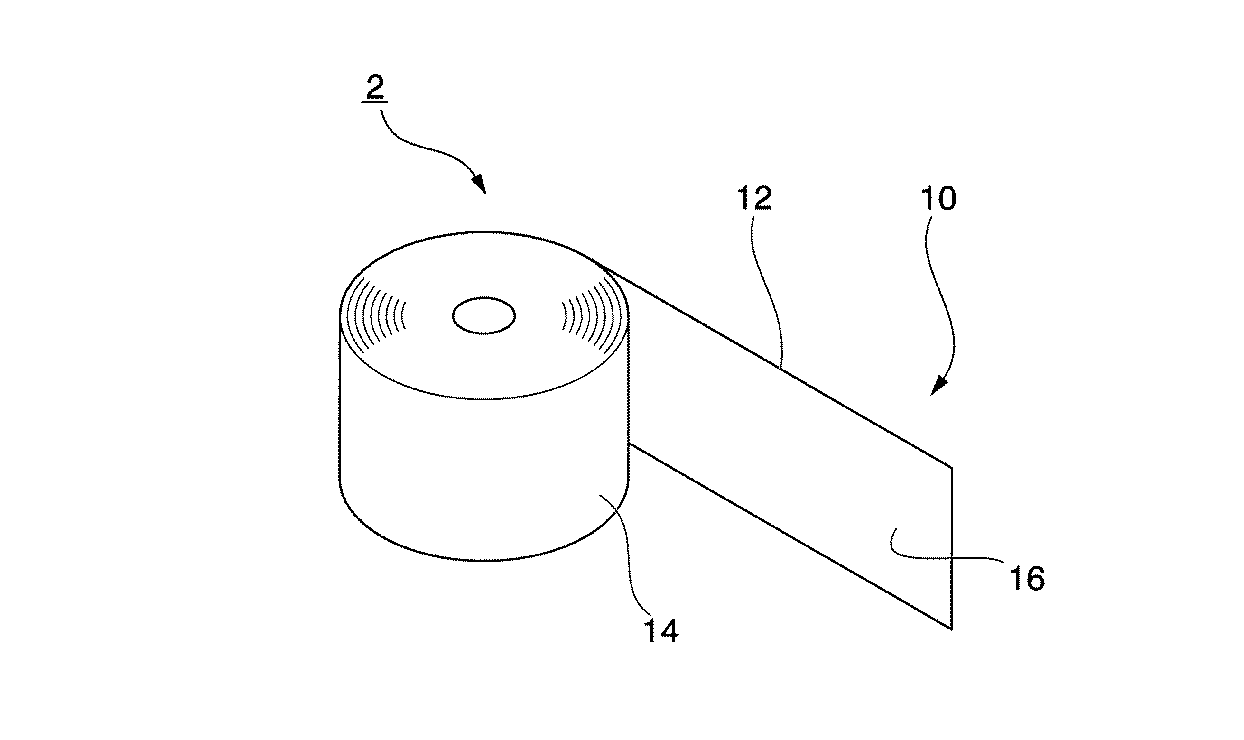
テープ状ラベルは、帯状の本発明のライナーレスラベルを自背面接着させてテープ状に巻きつけたものである。本発明のテープ型ラベルの実施形態の一例としては、例えば、図3に例示したテープ型ラベル2が挙げられる。
テープ型ラベル2は、帯状のライナーレスラベル10が自背面接着されてテープ状に巻きつけられたものである。自背面接着させたテープ型ラベル2では、ライナーレスラベル10の裏面の感圧粘着剤層16が、その内周に位置するライナーレスラベル10の表面の剥離層14に剥離可能に密着している。テープ型ラベル2を使用する際は、巻きつけたライナーレスラベル10を巻き返し、使用する部分ごとに適宜切断することで使用できる。
[実施例1]
(紙基材の製造)
広葉樹晒クラフトパルプ(LBKP)をフリーネス430mL(CSF)になるまで叩解し、濃度0.5%のパルプスラリーを調製した。このパルプスラリー中に、パルプ絶乾質量に対し、カチオン化澱粉2.0%、アルキルケテンダイマー0.4%、アニオン化ポリアクリルアミド樹脂0.1%、ポリアミドポリアミンエピクロルヒドリン樹脂0.7%、顔料としてタルクを添加して、十分に撹拌して分散させた。なお、タルクの添加量はでき上がった紙基材に対して2%となるようにした。次に、酸化澱粉(商品名「エースA」、王子コーンスターチ社製)に水を加えて加熱溶解し、濃度を5%に調整してサイズプレス液とした。前記パルプスラリーを抄紙機で抄紙して原紙を得た後、該抄紙機に付帯されたサイズプレスにて、前記サイズプレス液によって原紙の両面にサイズ処理を行い、紙基材を得た。サイズプレス液の紙基材への吸収量は、両面合計で50mL/m2であった。最後に抄紙機エンドのマシンカレンダーにてカレンダー処理を行い、坪量100g/m2、密度0.85g/cm3、ステキヒトサイズ度35秒の紙基材を得た。また、得られた紙基材について、JIS P 8121で規定されるカナディアンスタンダードフリーネス(ろ水度;CSF)に基づく、離解後のフリーネスを測定したところ、350mLであった。
得られた紙基材の片面上に、TOKA社製アミンレスUVインキ(商品名:NVR)を用いて絵および文字柄を印刷し、さらにこの上にフレキソ印刷機にて紙基材全面に、割合Qが1モル%であるオルガノポリシロキサン(A)100部にオニウム塩系光開始剤(商品名「シリコリースCATA211」、ローディア社製)5部を混合して得た剥離剤(I−1)(割合P:1.0モル%)を塗工し、高圧水銀紫外線照射装置にて紫外線照射量140mJ/cm2の条件で硬化して剥離層を設けた。剥離剤(I−1)の塗工量は1.2g/m2とした。形成された剥離層の乾燥質量を蛍光X線装置により測定したところ0.8g/m2であった。
次に、ホットメルトダイコータにて、前記紙基材の裏面(前記剥離層の反対側の面)にホットメルト型粘着剤(商品名「TN−530Z」、モレスコ社製)を塗工量20g/m2となるように、ただし積層型ラベルとした際に1辺のみ、幅1cmホットメルト型粘着剤を設けない部分を設けて塗工することにより、感圧粘着剤層を設けてラベル原反を作製した。
次に、前記ラベル原反を縦8cm×横12cmの長方形に断裁し、長方形のラベルを50枚得た。その後、それら50枚のラベルを、各々の感圧粘着剤層と剥離層が接触するように積層することで積層型ラベルを得た。
紙基材として片面塗工紙(商品名:OKトップコート+、坪量84.9g/m2原紙)を用い、TOKA社製アミンレスUVインキ(商品名:NVR)を用いて該紙基材の塗工面に絵および文字柄を印刷し、さらにその上にフレキソ印刷機にて紙基材全面に、下記の剥離剤(I−2)を塗工し、高圧水銀紫外線照射装置にて紫外線照射量140mJ/cm2の条件で硬化して剥離層を設けた。剥離剤(I−2)の塗工量は1.2g/m2とした。形成された剥離層の乾燥質量を蛍光X線装置により測定したところ0.9g/m2であった。
(剥離剤(I−2))
割合Qが1モル%であるオルガノポリシロキサン(A)50部と、割合Qが4.6モル%であるオルガノポリシロキサン(A)としてローディア社製の商品名「シリコリースPOLY201」の50部に、オニウム塩系光開始剤(商品名「シリコリースCATA211」、ローディア社製)5部を混合して剥離剤(I−2)(割合P:2.8モル%)を得た。
次に、ホットメルトダイコータにて、前記紙基材の裏面(前記剥離層の反対側の面)の全面にホットメルト型粘着剤(商品名「TN−530Z」、モレスコ社製)を塗工量20g/m2となるように塗工し、感圧粘着剤層を設けてラベル原反を作製した。
得られたライナーレスラベル原反をスリッターにより50mm幅の巻物状に仕上げてテープ型ラベルを得た。
割合Qが0.2モル%であるオルガノポリシロキサン(A)100部に、オニウム塩系光開始剤(商品名「シリコリースCATA211」、ローディア社製)5部を混合した剥離剤(I−3)(割合P:0.2モル%)を用いた以外は、実施例1と同様にして積層型ラベルを得た。剥離剤(I−3)の塗工量は1.2g/m2とした。形成された剥離層の乾燥質量を蛍光X線装置により測定したところ、実施例1と同様に操作したにも関わらず0.3g/m2であった。蛍光X線装置は紙基材表面に形成された剥離層の塗工量を測っているため、実施例1との差の原因は紙基材中に剥離剤が染み込んだためである。
割合Qが4.6モル%であるオルガノポリシロキサン(A)としてローディア社製の商品名「シリコリースPOLY201」の100部に、オニウム塩系光開始剤(商品名「シリコリースCATA211」、ローディア社製)5部を混合して剥離剤(I−4)(割合P:4.6モル%)を用いる以外は、実施例2と同様にしてテープ型ラベルを得た。剥離剤(I−4)の塗工量は1.2g/m2とした。形成された剥離層の乾燥質量を蛍光X線装置により測定したところ1.0g/m2であった。
ラベルの絵・文字柄を印刷していない白紙部に、油性ペン(商品名:マジックインキ細書き用−黒)、油性ボールペン(商品名:UNi Laknock:細字−0.7黒)により「あ」の文字を筆記し、筆記10秒後に指先で摩擦した。結果を表1に示す。
○:綺麗に文字が書け、摩擦後も文字の判読が可能なもの。
△:綺麗に文字は書けるが、摩擦後にインキの流れあるいは消色し文字の判読が不可能となったもの。
×:綺麗に文字が書けなかったもの。
積層型ラベルの場合:得られた積層型ラベルの上から長方形のライナーレスラベルを1枚1枚、手で剥がし、剥がし易さを評価した。結果を表1に示す。
テープ型ラベルの場合:得られたテープ型ラベルを巻き戻しながら手で剥がし、剥がし易さを評価した。結果を表1に示す。
○:剥離が軽く剥がし易かったもの。
×:剥離が重く剥がし辛い、あるいは剥がれなかったもの。
一方、割合Pが0.5モル%未満である剥離剤を使用した比較例1では、剥離層の形成時に剥離剤が紙基材に浸み込むことを抑制できず、剥離層−感圧粘着剤層間の剥離が重かった。また、割合Pが4モル%超の剥離剤を使用した比較例2では、充分な筆記性が得られなかった。
Claims (4)
- 紙基材と、前記紙基材の表面に直接接するように設けられた剥離層と、前記紙基材の裏面に設けられ、前記剥離層から剥離可能な感圧粘着剤層と、を有し、
前記剥離層が、下式(A1)で表される単位(A1)と、下式(A2)で表される単位(A2)を有するエポキシ基含有オルガノポリシロキサン(A)を含むカチオン硬化型シリコーン系剥離剤(I)により形成された層であり、
前記カチオン硬化型シリコーン系剥離剤(I)に含まれる単位(A1)の総量と単位(A2)の総量との合計に対する単位(A1)の総量の割合Pが0.5〜4モル%であるライナーレスラベル。
- 枚葉の複数枚の請求項1に記載のライナーレスラベルが、各々の前記ライナーレスラベルの前記感圧粘着剤層と、隣接する前記ライナーレスラベルの前記剥離層とが密着するように積層された積層型ラベル。
- 剥離紙上に、前記感圧粘着剤層を前記剥離紙側にして前記枚葉の複数枚のライナーレスラベルが積層されている、請求項2に記載の積層型ラベル。
- 帯状の請求項1に記載のライナーレスラベルが自背面接着されてテープ状に巻きつけられたテープ型ラベル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012171175A JP5987534B2 (ja) | 2012-08-01 | 2012-08-01 | ライナーレスラベル、積層型ラベルおよびテープ型ラベル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012171175A JP5987534B2 (ja) | 2012-08-01 | 2012-08-01 | ライナーレスラベル、積層型ラベルおよびテープ型ラベル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014032241A JP2014032241A (ja) | 2014-02-20 |
| JP5987534B2 true JP5987534B2 (ja) | 2016-09-07 |
Family
ID=50282115
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012171175A Active JP5987534B2 (ja) | 2012-08-01 | 2012-08-01 | ライナーレスラベル、積層型ラベルおよびテープ型ラベル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5987534B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4311681A1 (en) * | 2022-07-27 | 2024-01-31 | Jujo Thermal Oy | Linerless non-top coated thermal printable material, method for producing the same and thermal label |
| WO2025070343A1 (ja) * | 2023-09-25 | 2025-04-03 | 株式会社クラレ | ライナーレスラベル用ホットメルト型粘着剤 |
| FI131745B1 (en) * | 2023-11-03 | 2025-11-03 | Upm Raflatac Oy | A linerless wash-off label |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3149306B2 (ja) * | 1994-03-07 | 2001-03-26 | 信越化学工業株式会社 | 紫外線硬化性組成物 |
| JP2003228288A (ja) * | 2002-02-05 | 2003-08-15 | Osaka Sealing Printing Co Ltd | ノーセパレータ型感熱記録ラベルおよびラベル連続体 |
| JP3728542B2 (ja) * | 2002-06-13 | 2005-12-21 | 株式会社佐々木印刷 | 積層ラベルとその製造方法 |
-
2012
- 2012-08-01 JP JP2012171175A patent/JP5987534B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014032241A (ja) | 2014-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6123326B2 (ja) | 粘着シートおよび積層型粘着シート | |
| JP5906952B2 (ja) | ライナーレスラベルおよびその積層ラベル | |
| JP6447698B2 (ja) | 積層型ラベル | |
| JP5987534B2 (ja) | ライナーレスラベル、積層型ラベルおよびテープ型ラベル | |
| JP2014201655A (ja) | 粘着シートおよび積層型粘着シート | |
| JP7614898B2 (ja) | 印刷用ラベル | |
| JP5906937B2 (ja) | 積層型ラベル | |
| JP5987531B2 (ja) | 積層型ラベル及びその製造方法 | |
| JP5939075B2 (ja) | 積層型ラベル | |
| JP7424723B2 (ja) | 機能紙 | |
| JP7536629B2 (ja) | 剥離紙原紙、剥離紙、及び粘着テープ、並びに剥離紙原紙の製造方法 | |
| JPH1088086A (ja) | 粘着ラベル | |
| JP2025103270A (ja) | 再剥離性粘着シートの製造方法 | |
| JP2019074562A (ja) | ラベル積層体 | |
| JPH05279995A (ja) | グラシン剥離紙の製造方法 | |
| JP2025103271A (ja) | 再剥離性粘着シート | |
| JP2026059170A (ja) | 粘着シートおよび表示ラベル | |
| JP2026059171A (ja) | 粘着シートおよび表示ラベル | |
| JP2026059713A (ja) | 粘着シート、包材および包装体 | |
| JPH08225774A (ja) | 再剥離性粘着シート | |
| JPH11107190A (ja) | 吸水抵抗性を改良した表面サイズ剤及びその表面サイズ剤を塗布した印刷用紙 | |
| JP2015013438A (ja) | 粘着シート積層体 | |
| JP2024108276A (ja) | ライナーレスシート | |
| JP2025080498A (ja) | アテンションラベル | |
| JP7213669B2 (ja) | アテンションラベル、アテンションラベルシート及びアテンションラベルシートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160216 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160405 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160530 |
|
| TRDD | Decision of grant or rejection written | ||
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20160603 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160712 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160725 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5987534 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |