JP6040829B2 - 二次電池用セパレータの製造方法、二次電池用セパレータおよび電池 - Google Patents
二次電池用セパレータの製造方法、二次電池用セパレータおよび電池 Download PDFInfo
- Publication number
- JP6040829B2 JP6040829B2 JP2013065475A JP2013065475A JP6040829B2 JP 6040829 B2 JP6040829 B2 JP 6040829B2 JP 2013065475 A JP2013065475 A JP 2013065475A JP 2013065475 A JP2013065475 A JP 2013065475A JP 6040829 B2 JP6040829 B2 JP 6040829B2
- Authority
- JP
- Japan
- Prior art keywords
- separator
- base material
- substrate
- coating
- coating agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Cell Separators (AREA)
Description
(1)長尺状のセパレータ基材を一定方向に沿って搬送する搬送工程と、
グラビアロールを用いて、搬送された前記セパレータ基材の両面に塗工剤を塗工して塗工層を形成する塗工層形成工程と、
前記セパレータ基材上の塗工層を乾燥させる乾燥工程と、を備え、
前記塗工層と前記セパレータ基材とを備える二次電池用セパレータを製造する方法であって、
前記グラビアロール上の塗工剤と前記セパレータ基材との接触面は、前記搬送方向下流であって、かつ前記セパレータ基材の幅方向に沿って延びる下流端部を有し、
前記下流端部の幅方向中心位置から搬送方向下流に向かって20mmの位置における、前記セパレータ基材の厚み方向への振動幅の標準偏差が100μm以内であって、かつ
前記下流端部から搬送方向下流に向かって50mmの位置における、前記セパレータ基材の幅方向への振動幅が10mm以内に制御する振動幅制御工程を含み、
前記搬送工程は、前記塗工層形成工程の後で、かつ前記乾燥工程の前に、前記塗工層が形成された前記セパレータ基材を非接触式支持装置にて支持した状態で搬送することを特徴とする二次電池用セパレータの製造方法、
(2)前記基材の張力が15N/m以上150N/m以下であることを特徴とする(1)に記載の二次電池用セパレータの製造方法、
(3)前記塗工剤の温度23℃、せん断速度領域1000(1/s)時における粘度が2cP以上80cP以下であることを特徴とする(1)または(2)に記載の二次電池用セパレータの製造方法、
(4)(1)〜(3)のいずれかに記載の二次電池用セパレータの製造方法により得られたことを特徴とする二次電池用セパレータ、
(5)(4)に記載の二次電池用セパレータを用いたことを特徴とする電池、
が提供される。
(セパレータ基材の厚み方向の振動幅の標準偏差)
セパレータ基材の厚み方向の振動幅の標準偏差は、非接触変位計(LK−G3000 LK−G85、キーエンス株式会社製)を用いて測定した。収集周期2ms、収集時間20秒でセパレータ基材の振動幅を収集し、その標準偏差を求めた。測定場所は、基材搬送方向下流のグラビアロール上の塗工剤とセパレータ基材との接触面の、基材搬送方向の下流であって、かつセパレータ基材の幅方向に沿って延びる下流端部の幅方向中心位置から搬送方向下流に向かって20mmの地点とした。
(セパレータ基材の幅方向の振動幅)
セパレータ基材の幅方向の振動幅は、非接触エッジ検出センサー(ラインセンサLS−9030、キーエンス株式会社製)を用いて測定した。測定場所は、基材搬送方向下流のグラビアロール上の塗工剤とセパレータ基材との接触面の、基材搬送方向の下流であって、かつセパレータ基材の幅方向に沿って延びる下流端部の幅方向端位置から搬送方向下流に向かって50mmの地点とした。
(セパレータ基材の張力)
セパレータ基材の張力は、張力検出器(形微変位張力検出器LX−015TD−909、三菱電機株式会社製)を用いて測定した。セパレータ基材の張力を測定する場所は、基材送り出しのサクションロール8と、前記サクションロールに対して最も近い基材搬送方向下流の接触式ガイドロール20との間で行った。
(塗工剤の粘度)
セパレータ基材に塗工する塗工剤の粘度は、粘度・粘弾性測定装置(レオストレスHAAKE RS6000、英弘精機株式会社製)を用いて、温度23℃、せん断速度領域1000(1/s)にて測定した。
(セパレータの塗工層の均一性評価)
塗工層の均一性は、ブルーレーザーフォーカス変位計(LT−9510VM、キーエンス株式会社製)を高精度形状測定システム(KS−100、キーエンス株式会社製)に取り付けた装置を用い、50mm×50mmの大きさの試験片の総厚を測定した。測定したMD方向の最も大きい膜厚−最も小さい膜厚(μm)の差を算出した。
B:最大厚みと最小厚みの差が0.5μm以上1.0μm未満
C:最大厚みと最小厚みの差が1.0μm以上1.5μm未満
D:最大厚みと最小厚みの差が2.0μm以上
(耐熱セパレータの耐熱評価)
耐熱層を形成したセパレータから50mm×50mmの大きさの試験片を作成し、試験片を乾燥機に入れ窒素下、150℃、60分間加熱し、加熱前後の試験片の長さから熱収縮率を算出した。なお、熱収縮率の値は、試験片の最も大きい収縮率の値とし、以下の基準で評価を行った。熱収縮率が小さいと、この耐熱セパレータを使用した二次電池はサイクル特性などの電池特性に優れるので好ましい。
B:熱収縮率が1%以上5%未満である
C:熱収縮率が5%以上10%未満である
D:熱収縮率が10%以上である
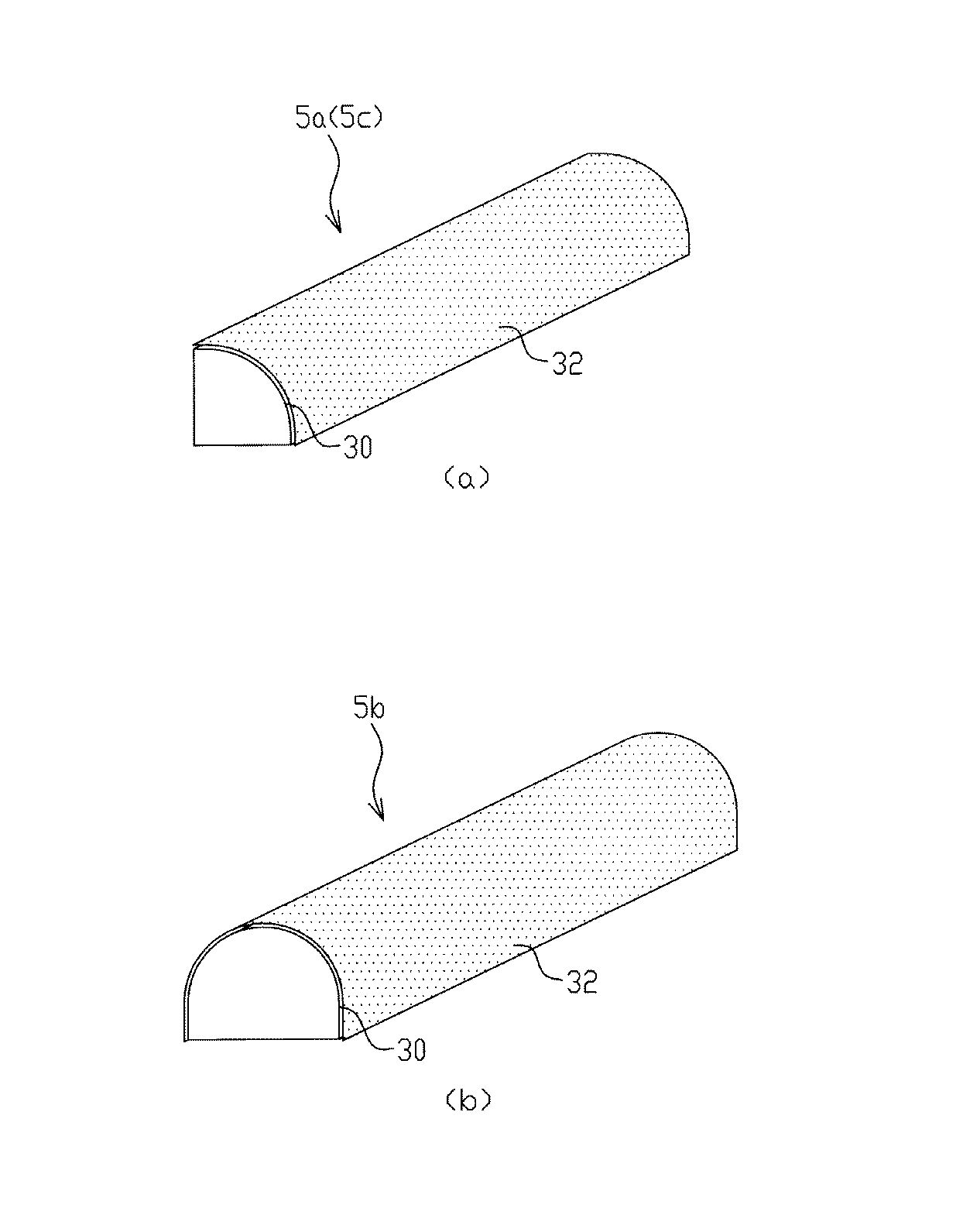
図1〜4に示す塗工装置を用いた。非接触式支持装置5a,5b,5cの噴出面30は、最大開口径20μm、通気度55ml/cm2/secであるポリエステル製の不織布とした。また非接触式支持装置5a,5b,5cの内、基材搬送方向に対し最も上流にある非接触式支持装置5aの噴出面30の基材搬送方向上流端部と、基材搬送方向下流のグラビアロール上の塗工剤とセパレータ基材との接触面の、基材搬送方向の下流であって、セパレータ基材の幅方向に沿って延びる下流端部との距離は、500mmとした。塗工部はチャンバードクター方式とし、グラビアロールは、左右対称の格子連続模様の凹部をセルパターンに有するものを用いた。
(塗工剤の作成)
耐熱性の物質としてアルミナ粒子(体積平均のD50平均粒子径 0.45μm)100部、バインダーとしてマレイミド−無水マレイン酸共重合体の水溶液を固形分基準で1.5部、及び、イオン交換水を固形分濃度が40質量%になるように混合し、水分散液Aを得た。さらに水分散液Aを固形分基準で4部、及び、ポリエチレングリコール型界面活性剤0.2部を混合し、耐熱性の物質を含む塗工剤Aを製造した。また、塗工剤Aの粘度は、23cPであった。
(耐熱セパレータの製造・評価)
セパレータ基材の片面の耐熱層の厚さが3μmとなるように、グラビアロールに対するセパレータ基材位置を調整し、セパレータ基材にかかる張力100N/m、塗工速度100m/min、非接触式支持装置の噴出部内部の圧力300Pa、乾燥炉温度50℃の条件において、ポリエチレン製のセパレータ基材(厚み12μm、MD方向の弾性率1057MPa、透気度230s/100cc)の両面に対し、塗工剤Aを塗工、乾燥して、セパレータ基材の両面に厚さ3μmの耐熱層を有するセパレータAを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は15μm、セパレータ基材の幅方向への振動幅は1mmであった。セパレータAの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。
実施例1において、セパレータ基材の張力を15N/mとした以外は、実施例1と同様にしてセパレータBを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は100μm、セパレータ基材の幅方向への振動幅は10mmであった。
実施例1において、基材の張力を30N/mとした以外は、実施例1と同様にしてセパレータCを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は40μm、セパレータ基材の幅方向への振動幅は5mmであった。
実施例1において、基材の張力を50N/mとした以外は、実施例1と同様にしてセパレータDを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は28μm、セパレータ基材の幅方向への振動幅は1mmであった。
実施例1において、加えるイオン交換水の量を固形分濃度が50質量%になるように変えた以外は実施例1と同様にして、耐熱性の物質を含む塗工剤Bを製造した。また、塗工剤Bの粘度は、50cPであった。
(耐熱セパレータの製造・評価)
実施例1において、塗工剤Aに替えて塗工剤Bを用いたこと以外は、実施例1と同様にしてセパレータEを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は15μm、セパレータ基材の幅方向への振動幅は1mmであった。セパレータEの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。なお、上流グラビアロールによって塗られた塗工層の評価は「A」であった。また、上流グラビアロールにおいても、セパレータ基材の厚み方向への振動幅の標準偏差、及び幅方向への振動幅は、本願発明の範囲であった。
実施例1において、加えるイオン交換水の量を固形分濃度が30質量%になるように変えた以外は実施例1と同様にして、耐熱性の物質を含む塗工剤Cを製造した。また、塗工剤Cの粘度は、5cPであった。
(耐熱セパレータの製造・評価)
実施例1において、塗工剤Aに替えて塗工剤Cを用いたこと以外は、実施例1と同様にしてセパレータFを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は15μm、セパレータ基材の幅方向への振動幅は1mmであった。セパレータFの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。なお、上流グラビアロールによって塗られた塗工層の評価は「A」であった。また、上流グラビアロールにおいても、セパレータ基材の厚み方向への振動幅の標準偏差、及び幅方向への振動幅は、本願発明の範囲であった。
実施例5において、セパレータ基材の張力を30N/mとした以外は、実施例5と同様にしてセパレータGを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は50μm、セパレータ基材の幅方向への振動幅は5mmであった。セパレータGの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。なお、上流グラビアロールによって塗られた塗工層の評価は「A」であった。また、上流グラビアロールにおいても、セパレータ基材の厚み方向への振動幅の標準偏差、及び幅方向への振動幅は、本願発明の範囲であった。
実施例1において、加えるイオン交換水の量を固形分濃度が36質量%になるように変えた以外は実施例1と同様にして、耐熱性の物質を含む塗工剤Dを製造した。また、塗工剤Dの粘度は、15cPであった。
(耐熱セパレータの製造・評価)
実施例1において、塗工剤Aに替えて塗工剤Dを用い、セパレータ基材の張力を30N/mとした以外は、実施例1と同様にしてセパレータHを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は60μm、セパレータ基材の幅方向への振動幅は5mmであった。セパレータHの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。なお、上流グラビアロールによって塗られた塗工層の評価は「A」であった。また、上流グラビアロールにおいても、セパレータ基材の厚み方向への振動幅の標準偏差、及び幅方向への振動幅は、本願発明の範囲であった。
実施例6において、セパレータ基材の張力を30N/mとした以外は、実施例6と同様にしてセパレータIを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は65μm、セパレータ基材の幅方向への振動幅は5mmであった。セパレータIの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。なお、上流グラビアロールによって塗られた塗工層の評価は「A」であった。また、上流グラビアロールにおいても、セパレータ基材の厚み方向への振動幅の標準偏差、及び幅方向への振動幅は、本願発明の範囲であった。
実施例1において、加えるイオン交換水の量を固形分濃度が10質量%になるように変えた以外は実施例1と同様にして、また、塗工剤Eの粘度は、2cPであった。
(耐熱セパレータの製造・評価)
実施例1において、塗工剤Aに替えて塗工剤Eを用い、セパレータ基材の張力を15N/mとした以外は、実施例1と同様にしてセパレータJを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は100μm、セパレータ基材の幅方向への振動幅は10mmであった。セパレータJの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。なお、上流グラビアロールによって塗られた塗工層の評価は「A」であった。また、上流グラビアロールにおいても、セパレータ基材の厚み方向への振動幅の標準偏差、及び幅方向への振動幅は、本願発明の範囲であった。
実施例6において、基材搬送方向に対し最も上流にある非接触式支持装置5aの噴出面30の基材搬送方向上流端部と、基材搬送方向下流のグラビアロール上の塗工剤とセパレータ基材との接触面の、基材搬送方向の下流であって、セパレータ基材の幅方向に沿って延びる下流端部との距離を800mmとし、セパレータ基材の張力を130N/mとした以外は、実施例6と同様にしてセパレータKを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は40μm、セパレータ基材の幅方向への振動幅は3mmであった。セパレータKの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。なお、上流グラビアロールによって塗られた塗工層の評価は「A」であった。また、上流グラビアロールにおいても、セパレータ基材の厚み方向への振動幅の標準偏差、及び幅方向への振動幅は、本願発明の範囲であった。
実施例5において、基材搬送方向に対し最も上流にある非接触式支持装置5aの噴出面30の基材搬送方向上流端部と、基材搬送方向下流のグラビアロール上の塗工剤とセパレータ基材との接触面の、基材搬送方向の下流であって、セパレータ基材の幅方向に沿って延びる下流端部との距離を800mmとし、セパレータ基材の張力を30N/mとした以外は、実施例6と同様にしてセパレータLを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は50μm、セパレータ基材の幅方向への振動幅は5mmであった。セパレータLの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。なお、上流グラビアロールによって塗られた塗工層の評価は「A」であった。また、上流グラビアロールにおいても、セパレータ基材の厚み方向への振動幅の標準偏差、及び幅方向への振動幅は、本願発明の範囲であった。
実施例1において、非接触式支持装置の内、セパレータ基材の搬送方向に対し最も上流にある非接触式のガイドロールの搬送面の基材搬送方向上流端部と、塗工部の塗工剤とセパレータ基材との接液部の基材搬送方向下流の接液端部との距離を1500mmとし、セパレータ基材の張力を100N/mとした以外は、実施例1と同様にしてセパレータMを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は100μm、セパレータ基材の幅方向への振動幅は1mmであった。セパレータMの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。なお、上流グラビアロールによって塗られた塗工層の評価は「A」であった。また、上流グラビアロールにおいても、セパレータ基材の厚み方向への振動幅の標準偏差、及び幅方向への振動幅は、本願発明の範囲であった。
実施例1において、非接触式支持装置を1つとした以外は、実施例1と同様にしてセパレータNを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は40μm、セパレータ基材の幅方向への振動幅は1mmであった。セパレータNの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。なお、上流グラビアロールによって塗られた塗工層の評価は「A」であった。また、上流グラビアロールにおいても、セパレータ基材の厚み方向への振動幅の標準偏差、及び幅方向への振動幅は、本願発明の範囲であった。
実施例1において、非接触式支持装置を2つとした以外は、実施例1と同様にしてセパレータOを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は30μm、セパレータ基材の幅方向への振動幅は1mmであった。セパレータOの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。なお、基材搬送方向上流のグラビアロールによって塗られた塗工層の評価は「A」であった。また、基材搬送方向上流のグラビアロールにおいても、セパレータ基材の厚み方向への振動幅の標準偏差、及び幅方向への振動幅は、本願発明の範囲であった。
実施例1において、アクリル酸ブチル/メタクリル酸/スチレンの架橋重合体(ガラス転移温度76℃、体積平均粒子径D50は0.15μm)の粒子状の接着性の物質を100部、バインダーとしてマレイミド−無水マレイン酸共重合体の水溶液を固形分基準 で4部、イオン交換水を固形分濃度が20%になるように混合し、接着性の物質を含む塗工剤Fを得た。また、塗工剤Fの粘度は15cPであった。
(接着セパレータの製造・評価)
実施例1において、塗工剤Aに替えて塗工剤Fを用いた以外は、実施例1と同様にしてセパレータPを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は15μm、セパレータ基材の幅方向への振動幅は1mmであった。セパレータPの接着層の均一性の評価、および接着性の評価を表1に示す。なお、上流グラビアロールによって塗られた塗工層の評価は「A」であった。また、上流グラビアロールにおいても、セパレータ基材の厚み方向への振動幅の標準偏差、及び幅方向への振動幅は、本願発明の範囲であった。
実施例1において、セパレータ基材の張力を200N/mとした以外は、実施例1と同様にしてセパレータQを得た。得られたセパレータQは、塗工時にセパレータ基材が伸びて、シワが発生していた。この時のセパレータ基材の厚み方向への振動幅の標準偏差は検出限界以上、セパレータ基材の幅方向への振動幅は30mm超過であった。セパレータQの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。
実施例1において、セパレータ基材の張力を5N/mとした以外は、実施例1と同様にしてセパレータRを得た。なお、この時のセパレータ基材の厚み方向への振動幅の標準偏差は200μm、セパレータ基材の幅方向への振動幅は20mmであった。セパレータRの耐熱層の均一性の評価、および耐熱性の評価を表1に示す。
Claims (2)
- 長尺状のセパレータ基材を一定方向に沿って搬送する搬送工程と、
グラビアロールを用いて、搬送された前記セパレータ基材の両面に塗工剤を塗工して塗
工層を形成する塗工層形成工程と、
前記セパレータ基材上の塗工層を乾燥させる乾燥工程と、を含み、
前記塗工層と前記セパレータ基材とを備える二次電池用セパレータを製造する方法であ
って、
前記グラビアロール上の塗工剤と前記セパレータ基材との接触面は、前記搬送方向下流
であって、かつ前記基材の幅方向に沿って延びる下流端部を有し、
前記下流端部の幅方向中心位置から搬送方向下流に向かって20mmの位置における、
前記セパレータ基材の厚み方向への振動幅の標準偏差が100μm以内であって、かつ
前記下流端部から搬送方向下流に向かって50mmの位置における、前記セパレータ基
材の幅方向への振動幅が10mm以内に制御する振動幅制御工程を含み、
前記搬送工程は、前記塗工層形成工程の後で、かつ前記乾燥工程の前に、前記塗工層が
形成された前記セパレータ基材を非接触式支持装置にて支持した状態で搬送するものであり、
前記セパレータ基材の強度は、前記セパレータ基材搬送方向の引張弾性率で、400MPa以上2000MPa以下であり、
前記セパレータ基材を搬送する際のセパレータ基材の張力が15N/m以上150N/m以下であり、
前記セパレータ基材の搬送方向下流の前記グラビアロール上の塗工剤とセパレータ基材との接触面の、基材搬送方向の下流であって、かつセパレータ基材の幅方向に延びる下流端部と、非接触式支持装置の噴出面の基材搬送方向上流端部との距離が100mm以上1500mm以下であることを特徴とする二次電池用セパレータの製造方法。 - 温度23℃、せん断速度領域1000(1/s)時における前記塗工剤の粘度が2cP以上80cP以下であることを特徴とする請求項1記載の二次電池用セパレータの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013065475A JP6040829B2 (ja) | 2013-03-27 | 2013-03-27 | 二次電池用セパレータの製造方法、二次電池用セパレータおよび電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013065475A JP6040829B2 (ja) | 2013-03-27 | 2013-03-27 | 二次電池用セパレータの製造方法、二次電池用セパレータおよび電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014191947A JP2014191947A (ja) | 2014-10-06 |
| JP6040829B2 true JP6040829B2 (ja) | 2016-12-07 |
Family
ID=51838033
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013065475A Active JP6040829B2 (ja) | 2013-03-27 | 2013-03-27 | 二次電池用セパレータの製造方法、二次電池用セパレータおよび電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6040829B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4049761A4 (en) * | 2019-10-23 | 2024-08-07 | The Japan Steel Works, Ltd. | Coating film production method and coating film production device |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5733454B2 (ja) * | 2013-06-21 | 2015-06-10 | 住友化学株式会社 | 積層多孔質フィルム、非水電解液二次電池用セパレータ及び非水電解液二次電池 |
| JP6627222B2 (ja) | 2015-02-05 | 2020-01-08 | 東レ株式会社 | 電池用セパレータの製造方法、および電池用セパレータの捲回体 |
| JP6440568B2 (ja) * | 2015-05-14 | 2018-12-19 | 株式会社日本製鋼所 | リチウムイオン電池用セパレータへの耐熱材料塗工用グラビア塗工機 |
| JP6718669B2 (ja) * | 2015-11-06 | 2020-07-08 | 旭化成株式会社 | 蓄電デバイス用セパレータ捲回体 |
| JP7103760B2 (ja) * | 2017-06-20 | 2022-07-20 | 旭化成株式会社 | パターン塗工用スラリー |
| JP7034842B2 (ja) * | 2018-06-08 | 2022-03-14 | 旭化成株式会社 | 多層セパレータ |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2788207B2 (ja) * | 1995-03-16 | 1998-08-20 | 株式会社ベルマティック | フィルム浮揚方向転換装置 |
| JP4215299B2 (ja) * | 1998-07-01 | 2009-01-28 | Bellmatic株式会社 | 物体浮揚装置 |
| JP2007204153A (ja) * | 2006-01-30 | 2007-08-16 | Fujifilm Corp | ウエブの無接触搬送装置 |
| JP2011181459A (ja) * | 2010-03-03 | 2011-09-15 | Hitachi Maxell Ltd | 塗布型セパレータの製造方法 |
| JP5479199B2 (ja) * | 2010-04-26 | 2014-04-23 | パナソニック株式会社 | 帯状物搬送装置 |
| JP2011251803A (ja) * | 2010-06-01 | 2011-12-15 | Nihon Gore Kk | 長尺シートの方向転換装置 |
| WO2012172786A1 (ja) * | 2011-06-13 | 2012-12-20 | 日東電工株式会社 | 非水電解質蓄電デバイス用セパレータの製造方法および非水電解質蓄電デバイスの製造方法 |
| JP6024556B2 (ja) * | 2013-03-27 | 2016-11-16 | 日本ゼオン株式会社 | 塗工層付きフィルム状基材の製造方法 |
-
2013
- 2013-03-27 JP JP2013065475A patent/JP6040829B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4049761A4 (en) * | 2019-10-23 | 2024-08-07 | The Japan Steel Works, Ltd. | Coating film production method and coating film production device |
| US12521755B2 (en) | 2019-10-23 | 2026-01-13 | The Japan Steel Works, Ltd. | Apparatus for manufacturing coated film using suction rolls for tension control |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014191947A (ja) | 2014-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6040829B2 (ja) | 二次電池用セパレータの製造方法、二次電池用セパレータおよび電池 | |
| JP6281220B2 (ja) | 二次電池用耐熱セパレータの製造方法 | |
| JP6523531B2 (ja) | 積層多孔質フィルムの製造方法 | |
| JP6092389B2 (ja) | 有/無機複合コーテイング多孔性分離膜及びこれを利用した二次電池素子 | |
| JP5355821B2 (ja) | 非水系二次電池用セパレータ及び非水系二次電池 | |
| JP4614703B2 (ja) | リチウムイオン電池用の高溶融完全性電池セパレータ | |
| CN105722675B (zh) | 层叠多孔膜、非水电解液二次电池用隔板及非水电解液二次电池 | |
| Ding et al. | Recent progress of advanced separators for Li-ion batteries | |
| WO2019218888A1 (zh) | 一种电池、电池隔膜及其制备方法 | |
| CN106537643B (zh) | 隔膜卷及非水系二次电池 | |
| JP2012209235A (ja) | 二次電池繊維状分離膜およびその製造方法 | |
| JP6024556B2 (ja) | 塗工層付きフィルム状基材の製造方法 | |
| JP6022787B2 (ja) | 不織布及びリチウムイオン二次電池用セパレータ | |
| CN110831705A (zh) | 高分子膜形成装置、高分子膜形成方法及隔膜的制造方法 | |
| JP2012178320A (ja) | 多孔質シート | |
| KR20160148440A (ko) | 적층 다공질 필름, 비수 전해액 이차 전지용 세퍼레이터 및 비수 전해액 이차 전지 | |
| JP6440568B2 (ja) | リチウムイオン電池用セパレータへの耐熱材料塗工用グラビア塗工機 | |
| JP6361211B2 (ja) | 二次電池用セパレータの製造方法 | |
| JP6049520B2 (ja) | リチウムイオン二次電池用セパレータの製造装置および製造方法 | |
| JP2015037066A (ja) | リチウムイオン二次電池用セパレータの製造装置 | |
| JP2018020904A (ja) | セパレータ巻芯及びセパレータ捲回体 | |
| US10461296B2 (en) | Battery separator film, nonaqueous electrolyte secondary battery separator, and nonaqueous electrolyte secondary battery | |
| JP6632501B2 (ja) | フィルムの製造方法、電池用セパレータフィルム、非水電解液二次電池用セパレータ及び非水電解液二次電池 | |
| US20260088449A1 (en) | Coating method and resultant ceramic-modified separators | |
| CN107565080B (zh) | 隔膜卷芯、隔膜卷绕体、以及隔膜卷绕体的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150925 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160802 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160926 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161011 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161024 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6040829 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |