JP6281220B2 - 二次電池用耐熱セパレータの製造方法 - Google Patents
二次電池用耐熱セパレータの製造方法 Download PDFInfo
- Publication number
- JP6281220B2 JP6281220B2 JP2013199348A JP2013199348A JP6281220B2 JP 6281220 B2 JP6281220 B2 JP 6281220B2 JP 2013199348 A JP2013199348 A JP 2013199348A JP 2013199348 A JP2013199348 A JP 2013199348A JP 6281220 B2 JP6281220 B2 JP 6281220B2
- Authority
- JP
- Japan
- Prior art keywords
- separator
- heat
- base material
- tension
- resistant
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Cell Separators (AREA)
Description
<1>長尺状のセパレータ基材を一定方向に搬送しつつ、グラビアロールを用いて、搬送された前記セパレータ基材の少なくとも一面に耐熱粒子を含有する塗工剤を塗工して耐熱層を形成する耐熱層形成工程と、前記セパレータ基材上の耐熱層を乾燥させる乾燥工程と、を備える二次電池用耐熱セパレータの製造方法であって、前記セパレータ基材の、基材搬送方向の強度は、基材搬送方向の引張弾性率で、400MPa以上、2000MPa以下であり、前記セパレータ基材を搬送する速度は、20m/min以上であり、前記セパレータ基材を搬送する際の前記セパレータ基材の張力を10N/m以上、150N/m以下に制御することを特徴とする二次電池用耐熱セパレータの製造方法、
<2>前記乾燥工程におけるセパレータ基材の張力を、セパレータ基材の全搬送経路のうちで最も低く制御することを特徴とする<1>に記載の二次電池用耐熱セパレータの製造方法、
<3> 前記長尺状のセパレータ基材が巻き出されて、一定方向に搬送される二次電池用耐熱セパレータの製造方法であって、前記耐熱層形成工程時のセパレータ基材の張力は、前記セパレータ基材の巻き出し時のセパレータ基材の張力よりも高く制御されていることを特徴とする<1>または<2>に記載の二次電池用耐熱セパレータの製造方法、
<4> 耐熱層付セパレータ基材が巻き取られる二次電池用耐熱セパレータの製造方法であって、前記耐熱層付セパレータ基材の巻き取り時のセパレータ基材の張力は、前記乾燥工程後から前記耐熱層付セパレータ基材の巻き取り前までのセパレータ基材の張力よりも高く制御されていることを特徴とする<1>〜<3>の何れかに記載の二次電池用耐熱セパレータの製造方法、
が提供される。
セパレータ基材の搬送速度が、20m/min以上であると、耐熱セパレータの生産性が良く好ましい。前記範囲の速度において、セパレータ基材の張力を本発明の範囲とすることにより、セパレータ基に均一な耐熱層を成形でき、かつ、巻き取り保管後の耐熱層付セパレータ基材にシワが発生し難い。
リットル/min以下、好ましくは15リットル/min以下である。塗工剤の循環量が前記範囲にあると、高速で塗工してもセパレータ基材に塗工剤を均一に塗工することができる。
・セパレータ基材の巻き出し時の張力
・耐熱層形成工程時の張力
・乾燥工程時の張力
・乾燥工程後から耐熱層付セパレータ基材の巻き取り前まで張力
・耐熱層付セパレータ基材の巻き取り時の張力
セパレータ基材の張力は、張力検出器(形微変位張力検出器LX−015TD−909、三菱電機株式会社製)を用いて測定した。
セパレータ基材に塗工する塗工剤の粘度は、粘度・粘弾性測定装置(レオストレスHAAKE RS6000、英弘精機株式会社製)を用いて、温度23℃、せん断速度領域1000(1/s)にて測定した。
セパレータのシワ評価は、耐熱セパレータ巻き取り直後と、巻き取りした耐熱セパレータを室温25℃±3℃、湿度50%±10%の環境下、3日間保管した後のそれぞれについて、以下のA〜Dの基準で評価した。
A:目視及び触手によってもセパレータの凹凸が確認されない。
B:目視ではセパレータの凹凸は確認されないが、触手によりセパレータの凹凸が確認される。
C:目視でセパレータの凹凸がわずかに確認される。
D:目視でセパレータの凹凸が明らかに確認される。
塗工時の耐熱層の均一性評価は目視により以下の基準で行った。
A:乾燥前の耐熱層が均一であり凹凸が確認されない。
B:乾燥前の耐熱層にわずかに凹凸が確認される。
C:乾燥前の耐熱層に明らかに凹凸が確認される。
巻き取った耐熱セパレータを室温25℃±3℃、湿度50%±10%の環境下、3日間保管した後、50mm×50mmの大きさの試験片を作成した。その後、試験片の耐熱層をブルーレーザーフォーカス変位計(LT−9510VM、キーエンス株式会社製)を高精度形状測定システム(KS−100、キーエンス株式会社製)に取り付けた装置を用い、巻き取りロール保管後の耐熱層の均一性の評価を、以下のA〜Dの基準で行った。
A:最大厚みと最小厚みの差が0.2μm未満
B:最大厚みと最小厚みの差が0.2μm以上0.4μm未満
C:最大厚みと最小厚みの差が0.4μm以上1.0μm未満
D:最大厚みと最小厚みの差が1.0μm以上
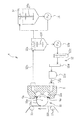
以下の実施例及び比較例においては、図1〜2に示す高速塗工装置を用いた。塗工部はチャンバードクター方式とし、グラビアロール10としては、塗工用パターンとして左右対称の格子連続模様の凹部をセルパターンに有するものを用いた。
耐熱粒子としてアルミナ粒子(体積平均のD50平均粒子径 0.45μm)100部、バインダーとしてマレイミド−無水マレイン酸共重合体の水溶液を固形分基準で1.5部、及び、イオン交換水を固形分濃度が40質量%になるように混合し、水分散液Aを得た。さらに水分散液Aを固形分基準で4部、及び、ポリエチレングリコール型界面活性剤0.2部を混合し、耐熱粒子を含む塗工剤Aを製造した。また、塗工剤Aの粘度は、23cPであった。
乾燥後の耐熱セパレータの片面の耐熱層の厚さが3μmとなるように、グラビアロールに対するセパレータ基材位置を調整し、セパレータ基材の搬送速度100m/min、乾燥炉温度50℃、風量300m3/minの条件において、ポリエチレン製のセパレータ基材(厚み12μm、MD方向の弾性率1100MPa)の片面に対し、塗工剤Aを塗工、乾燥して、セパレータ基材の片面に厚さ3μmの耐熱層を有する二次電池用耐熱セパレータAを得た。

<実施例2>
<参考例4>
<参考例8>
<参考例9>
<参考例11>
<参考例12>
<参考例13>
Claims (3)
- 長尺状のセパレータ基材を巻き出して、前記セパレータ基材を一定方向に搬送しつつ、
グラビアロールを用いて、搬送された前記セパレータ基材の少なくとも一面に耐熱粒子を含有する塗工剤を塗工して耐熱層を形成する耐熱層形成工程と、
前記セパレータ基材上の耐熱層を乾燥させる乾燥工程と、
前記乾燥工程後に耐熱層付セパレータ基材を巻き取る工程と、
を備える二次電池用耐熱セパレータの製造方法であって、
前記セパレータ基材の、基材搬送方向の強度は、基材搬送方向の引張弾性率で、400MPa以上2000MPa以下であり、
前記セパレータ基材を搬送する速度は、20m/min以上であり、
前記セパレータ基材を搬送する際の前記セパレータ基材の張力を40N/m以上、80N/m以下に制御し、
前記耐熱層形成工程時のセパレータ基材の張力を、前記セパレータ基材の巻き出し時のセパレータ基材の張力に対し、1.01倍以上、1.3倍以下に制御し、
前記耐熱層付セパレータ基材の巻き取り時のセパレータ基材の張力を、前記乾燥工程後から前記耐熱層付セパレータ基材の巻き取り前までのセパレータ基材の張力に対し、1.01倍以上、1.3倍以下に制御することを特徴とする二次電池用耐熱セパレータの製造方法。 - 前記乾燥工程におけるセパレータ基材の張力を、セパレータ基材の全搬送経路のうちで最も低く制御することを特徴とする請求項1に記載の二次電池用耐熱セパレータの製造方法。
- 前記セパレータ基材の搬送速度に対する、前記グラビアロールの回転速度比は、50%以上200%以下であることを特徴とする請求項1または2に記載の二次電池用耐熱セパレータの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013199348A JP6281220B2 (ja) | 2013-09-26 | 2013-09-26 | 二次電池用耐熱セパレータの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013199348A JP6281220B2 (ja) | 2013-09-26 | 2013-09-26 | 二次電池用耐熱セパレータの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015065110A JP2015065110A (ja) | 2015-04-09 |
| JP6281220B2 true JP6281220B2 (ja) | 2018-02-21 |
Family
ID=52832825
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013199348A Active JP6281220B2 (ja) | 2013-09-26 | 2013-09-26 | 二次電池用耐熱セパレータの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6281220B2 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102187519B1 (ko) * | 2015-08-27 | 2020-12-07 | 도레이 카부시키가이샤 | 전지용 세퍼레이터 및 그 제조방법 |
| US10985355B2 (en) * | 2015-10-23 | 2021-04-20 | Sumitomo Chemical Company, Limited | Method for producing functional film, control device, and control method |
| JP6718669B2 (ja) * | 2015-11-06 | 2020-07-08 | 旭化成株式会社 | 蓄電デバイス用セパレータ捲回体 |
| JP6017010B1 (ja) * | 2015-12-22 | 2016-10-26 | 住友化学株式会社 | リチウムイオン二次電池用セパレータフィルムの製造方法およびリチウムイオン二次電池用セパレータフィルムの製造装置 |
| JP7014512B2 (ja) * | 2015-12-22 | 2022-02-01 | 住友化学株式会社 | 電池用セパレータの製造方法及び電池用セパレータ製造装置 |
| CN108604657B (zh) * | 2016-01-29 | 2021-02-23 | 住友化学株式会社 | 隔膜的卷曲量测定方法、分切装置及卷曲量测定装置 |
| JP6663245B2 (ja) * | 2016-02-19 | 2020-03-11 | 住友化学株式会社 | エキスパンダ装置、多孔質フィルム製造装置、および多孔質フィルム製造方法 |
| JP7057722B2 (ja) * | 2017-06-20 | 2022-04-20 | 旭化成株式会社 | 蓄電デバイス用セパレータの捲回体、及びその製造方法 |
| WO2020050377A1 (ja) * | 2018-09-06 | 2020-03-12 | 東レ株式会社 | 電気化学素子用セパレータ及びこれを用いた電気化学素子 |
| JP7262285B2 (ja) * | 2019-04-18 | 2023-04-21 | 住友化学株式会社 | 電池用セパレータの製造システム、及び電池用セパレータの製造方法 |
| JP7348023B2 (ja) * | 2019-10-23 | 2023-09-20 | 株式会社日本製鋼所 | 塗工フィルムの製造方法および塗工フィルムの製造装置 |
| CN114039035B (zh) * | 2021-11-09 | 2024-01-05 | 深圳欣视界科技有限公司 | 一种用于锂电池涂布的刮除打磨系统 |
| KR102458588B1 (ko) * | 2022-03-31 | 2022-10-26 | 에이엠씨주식회사 | 2차전지 분리막 내열 코팅 공정용 양면테이프 |
| JP2024532393A (ja) * | 2022-04-20 | 2024-09-05 | エルジー エナジー ソリューション リミテッド | 電極製造装置 |
| JPWO2025041861A1 (ja) * | 2023-08-23 | 2025-02-27 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1190946A (ja) * | 1997-09-19 | 1999-04-06 | Fuji Photo Film Co Ltd | セルロースアセテートフイルムおよび製造方法 |
| WO2011108539A1 (ja) * | 2010-03-02 | 2011-09-09 | 三菱樹脂株式会社 | ポリプロピレン系樹脂多孔フィルム、電池用セパレータおよび電池 |
| JP2011181459A (ja) * | 2010-03-03 | 2011-09-15 | Hitachi Maxell Ltd | 塗布型セパレータの製造方法 |
-
2013
- 2013-09-26 JP JP2013199348A patent/JP6281220B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015065110A (ja) | 2015-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6281220B2 (ja) | 二次電池用耐熱セパレータの製造方法 | |
| JP6092389B2 (ja) | 有/無機複合コーテイング多孔性分離膜及びこれを利用した二次電池素子 | |
| KR101998014B1 (ko) | 도포액, 적층 다공질 필름 및 적층 다공질 필름의 제조 방법 | |
| JP6040829B2 (ja) | 二次電池用セパレータの製造方法、二次電池用セパレータおよび電池 | |
| JP6292625B2 (ja) | リチウムイオン電池用セパレータ | |
| TWI752384B (zh) | 陶瓷隔離膜及其製備方法 | |
| CN102844909A (zh) | 电化学元件用隔膜及使用其的电化学元件、以及该电化学元件用隔膜的制造方法 | |
| JP5485728B2 (ja) | 多孔性セパレータ膜 | |
| WO2016086783A1 (zh) | 锂离子电池隔膜制造方法及其制得的电池隔膜和电池 | |
| KR102624962B1 (ko) | 복합막의 제조 방법 | |
| TW201014016A (en) | Sodium secondary battery | |
| CN105977432B (zh) | 隔离膜卷体、电池的制造方法、以及隔离膜卷体的制造方法 | |
| US20190296307A1 (en) | Method of producing laminated separator for nonaqueous electrolyte secondary battery | |
| Choi et al. | Roll-to-roll fabrication and characterization of ultra-thin ceramic-coated separator for high-energy-density lithium-ion batteries | |
| JP2013115031A (ja) | リチウムイオン電池セパレータ用塗工液およびリチウムイオン電池セパレータ | |
| JP2011181459A (ja) | 塗布型セパレータの製造方法 | |
| KR102137656B1 (ko) | Ev나 ess의 중대형 이차전지용 코팅 분리막 제조를 위한 단면 및 양면 겸용 코팅설비 | |
| JP2019143008A (ja) | ポリオレフィン微多孔膜 | |
| JP6024556B2 (ja) | 塗工層付きフィルム状基材の製造方法 | |
| US10399111B2 (en) | Coating method, coating device, and functional film production method | |
| JP2014044857A (ja) | 金属イオン二次電池セパレータ用塗液及び金属イオン二次電池セパレータ | |
| KR102525877B1 (ko) | 도포 시공 방법, 도포 시공 장치 및 기능성 필름의 제조 방법 | |
| JP6361211B2 (ja) | 二次電池用セパレータの製造方法 | |
| JP2015085526A (ja) | 積層体の製造方法及び積層体 | |
| JP7331692B2 (ja) | 多孔性フィルム、二次電池用セパレータおよび二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160318 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170321 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170519 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171010 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171226 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180108 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6281220 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |