JP6066936B2 - 積層鉄心の製造方法、固定子の製造方法 - Google Patents
積層鉄心の製造方法、固定子の製造方法 Download PDFInfo
- Publication number
- JP6066936B2 JP6066936B2 JP2014006308A JP2014006308A JP6066936B2 JP 6066936 B2 JP6066936 B2 JP 6066936B2 JP 2014006308 A JP2014006308 A JP 2014006308A JP 2014006308 A JP2014006308 A JP 2014006308A JP 6066936 B2 JP6066936 B2 JP 6066936B2
- Authority
- JP
- Japan
- Prior art keywords
- laminated
- core
- iron core
- adhesive
- divided
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
バックヨーク部と前記バックヨーク部から突出するティース部からなり、電磁鋼板から打ち抜いた鉄心片を積層した分割積層鉄心を、複数個、円環状に結合した積層鉄心の製造方法であって、
前記ティース部の先端に切り欠きを設けて前記鉄心片を電磁鋼板から打ち抜く鉄心片打ち抜き工程と、
前記鉄心片を積層し、分割積層ティース部の内周側の先端に軸方向に延在する溝を有する前記分割積層鉄心を構成する積層工程と、
前記バックヨーク部が積層された部分である、分割積層バックヨーク部を積層方向の両端部から積層方向に加圧する加圧工程と、
前記加圧工程を実施しながら、前記ティース部が積層された部分である分割積層ティース部の先端を上向きにして、前記分割積層ティース部の溝に対して、接着剤を滴下する、接着剤注入工程と、
前記接着剤が硬化する前に前記分割積層バックヨーク部に対する加圧を止める脱圧工程と、
前記分割積層鉄心を円環状に組み合わせて前記積層鉄心を構成する組み立て工程とを備えたものである。
以下、本発明の実施の形態1に係る積層鉄心、固定子、積層鉄心の製造方法、固定子の製造方法を図を用いて説明する。
なお、この明細書中で、内周側、外周側、径方向、周方向、軸方向という場合は、特に断らない限り、固定子100の内周側、外周側、径方向、周方向、軸方向を言う。
図1(a)は、コイル3を巻回した分割積層鉄心2を環状に組み立てて構成した回転電機の固定子100を示す平面図である。
図1(b)は、図1(a)のX−X線における断面図である。
図2(a)は、インシュレータ5を介してコイル3を巻回した1個の分割積層鉄心2の平面図であり、図2(b)は、図2(a)のY−Y線における断面図である。
回転電機の固定子100は、インシュレータ5を介してコイル3を巻回した複数の分割積層鉄心2を円環状に配置し、外周にフレーム4を焼き嵌め又は圧入して構成されている。
本明細書では、分割積層鉄心2を環状に組み合わせた物を積層鉄心20という。
図3(b)は、分割積層鉄心2の鉄心片2a以外の中間層を構成する鉄心片2bの平面図である。鉄心片2bは、ティース部2btの内周側先端の中央部分にV字状の切り欠きb1を有する点が鉄心片2aと異なる。
分割積層鉄心2の分割積層ティース部21の内周側の先端には、鉄心片2bのV字状の切り欠きb1が積み重なって溝Mが形成される。また、両端の鉄心片2aのティース部2atの内周側先端には切り欠きが無いので、この溝Mの両端は閉じている。隣接する鉄心片2a、2b同士の積層間の隙間Sには接着剤7が注入され、隣接する鉄心片2a、2b同士を固着している。ここで、各図では分割積層ティース部21部分のみに接着剤7が注入されているような図を示したが、もちろん分割積層バックヨーク部22や分割積層鉄心2の積層間全体に接着剤7が注入されてもよい。
図5は、分割積層鉄心2の積層間に接着剤を注入する際の加圧工程、接着剤注入工程を示す図である。
図6は、接着剤注入工程の後に分割積層鉄心2の形状を矯正する調整工程を示す図である。
図4では両端が閉じている溝Mを設けた例を説明したが、浸透性の高い接着剤7を用いれば、図7(a)のよう両端が解放されている溝M2であっても良い。また、図7(b)に示すように中間層の一部の積層にも鉄心片2aを用いて、分割された溝M3を設けても良い。また、溝は軸方向の断面形状がV字形状のものに限られる訳ではなく、図8に示すように、皿状の溝M4であっても良い。
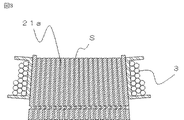
例えば、図9に示すように接着剤7をもし注入しなかった場合、コイル3を巻回したとき、分割積層鉄心の積層間の隙間Sがコイル3を巻回する時の張力により狭まる、いわゆる巻き締まりが発生する。
図11(b)は、図11(a)のZ−Z線における断面図である。上述の例ではカシメ部6により分割積層バックヨーク部22の積層間を連結していたが、図11に示すように溶接部24により積層間を連結しても良い。なお、固定子の構造においても、分割積層ティース部21の数や形状は、本実施の形態で説明したものに限るものではない。
以下、本発明の実施の形態2に係る積層鉄心、固定子、積層鉄心の製造方法、固定子の製造方法を図を用いて実施の形態1と異なる部分を中心に説明する。
図12は、分割積層鉄心202の斜視図である。
図13は、分割積層鉄心202を構成する鉄心片202bの平面図である。鉄心片202bは実施の形態1における鉄心片2bに相当する。
図14は、鉄心片202bが環状に組み合わされた状態(積層鉄心の1つの積層)を示す図である。
以下、本発明の実施の形態3に係る積層鉄心、固定子、積層鉄心の製造方法、固定子の製造方法を図を用いて実施の形態1と異なる部分を中心に説明する。
図15(a)は、本実施の形態に係る分割積層鉄心302の平面図である。
図15(b)は、接着剤7を注入中の分割積層鉄心302のZ3−Z3線における断面図である。
図16は、穴a3に滴下した接着剤7が、積層間の隙間Sに浸透する状態を示す模式図である。
以下、本発明の実施の形態4に係る積層鉄心、固定子、積層鉄心の製造方法、固定子の製造方法を図を用いて実施の形態1と異なる部分を中心に説明する。
図17は、本発明の実施の形態4に係る積層鉄心420にコイル3を巻回した固定子400の平面図である。
図18は、図17の分割積層鉄心402に、積層間を固着する接着剤を滴下する接着剤注入工程を示す図である。
実施の形態1では、ばらばらの分割積層鉄心2を組み合わせて積層鉄心20を構成する例を説明したが、本実施の形態では、複数の分割積層鉄心402が回転連結部25により回転可能に連結されている。
21,21a,321,421 分割積層ティース部、
22,422 分割積層バックヨーク部、24 溶接部、25 回転連結部、
2a,2b,202a,202b,302c,302d 鉄心片、
2at,2bt,202bt,302ct ティース部、
2ay,2by バックヨーク部、3 コイル、4 フレーム、5 インシュレータ、
6,6a カシメ部、7 接着剤、8 ディスペンサ、9 矯正治具、
M,M2,M3,M4 溝、S 隙間、20,420 積層鉄心、a3 穴。
Claims (4)
- バックヨーク部と前記バックヨーク部から突出するティース部からなり、電磁鋼板から打ち抜いた鉄心片を積層した分割積層鉄心を、複数個、円環状に結合した積層鉄心の製造方法であって、
前記ティース部の先端に切り欠きを設けて前記鉄心片を電磁鋼板から打ち抜く鉄心片打ち抜き工程と、
前記鉄心片を積層し、分割積層ティース部の内周側の先端に軸方向に延在する溝を有する前記分割積層鉄心を構成する積層工程と、
前記バックヨーク部が積層された部分である、分割積層バックヨーク部を積層方向の両端部から積層方向に加圧する加圧工程と、
前記加圧工程を実施しながら、前記ティース部が積層された部分である分割積層ティース部の先端を上向きにして、前記分割積層ティース部の溝に対して、接着剤を滴下する、接着剤注入工程と、
前記接着剤が硬化する前に前記分割積層バックヨーク部に対する加圧を止める脱圧工程と、
前記分割積層鉄心を円環状に組み合わせて前記積層鉄心を構成する組み立て工程とを備えた積層鉄心の製造方法。 - 前記接着剤注入工程の後、前記分割積層鉄心を、外周側と内周側から押圧して鉄心片の積層状態を整える、調整工程を有する請求項1に記載の積層鉄心の製造方法。
- 前記積層工程において、隣接する前記鉄心片のバックヨーク部をカシメて結合する請求項1又は請求項2に記載の積層鉄心の製造方法。
- 請求項1から請求項3のいずれか1項に記載の前記分割積層鉄心の分割積層ティース部に、コイルを巻回するコイル巻回工程を備えた固定子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014006308A JP6066936B2 (ja) | 2014-01-17 | 2014-01-17 | 積層鉄心の製造方法、固定子の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014006308A JP6066936B2 (ja) | 2014-01-17 | 2014-01-17 | 積層鉄心の製造方法、固定子の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015136228A JP2015136228A (ja) | 2015-07-27 |
| JP6066936B2 true JP6066936B2 (ja) | 2017-01-25 |
Family
ID=53767716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014006308A Expired - Fee Related JP6066936B2 (ja) | 2014-01-17 | 2014-01-17 | 積層鉄心の製造方法、固定子の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6066936B2 (ja) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017046480A (ja) * | 2015-08-27 | 2017-03-02 | 日産自動車株式会社 | ロータコアの製造方法および回転電機のロータコア |
| TWI744743B (zh) | 2018-12-17 | 2021-11-01 | 日商日本製鐵股份有限公司 | 積層鐵芯及旋轉電機 |
| CA3131358A1 (en) | 2018-12-17 | 2020-06-25 | Nippon Steel Corporation | Laminated core, core block, electric motor and method of producing core block |
| RS67409B1 (sr) | 2018-12-17 | 2025-12-31 | Nippon Steel Corp | Lepljivo laminirano jezgro za stator i električni motor |
| WO2020129937A1 (ja) * | 2018-12-17 | 2020-06-25 | 日本製鉄株式会社 | 積層コアおよび回転電機 |
| EP3902120A4 (en) | 2018-12-17 | 2022-10-05 | Nippon Steel Corporation | STACKED CORE AND ROTATING ELECTRICAL MACHINE |
| US11990795B2 (en) | 2018-12-17 | 2024-05-21 | Nippon Steel Corporation | Adhesively-laminated core for stator, method of manufacturing same, and electric motor |
| MY207178A (en) | 2018-12-17 | 2025-02-04 | Nippon Steel Corp | Laminated core and electric motor |
| EA202192072A1 (ru) | 2018-12-17 | 2021-11-09 | Ниппон Стил Корпорейшн | Шихтованный сердечник и электродвигатель |
| CA3131673C (en) | 2018-12-17 | 2024-02-20 | Nippon Steel Corporation | Laminated core, method of manufacturing same, and electric motor |
| JP7515403B2 (ja) | 2018-12-17 | 2024-07-12 | 日本製鉄株式会社 | ステータ用接着積層コア、その製造方法、および回転電機 |
| EP3902109A4 (en) | 2018-12-17 | 2022-10-05 | Nippon Steel Corporation | LAMINATED CORE AND ROTARY MACHINE |
| EA202192059A1 (ru) | 2018-12-17 | 2021-12-31 | Ниппон Стил Корпорейшн | Клеено-шихтованный сердечник для статора и электродвигатель |
| EP3902104A4 (en) | 2018-12-17 | 2022-10-05 | Nippon Steel Corporation | LAMINATED CORE AND ROTATING ELECTRICAL MACHINE |
| CN113169594B (zh) | 2018-12-17 | 2025-08-12 | 日本制铁株式会社 | 层叠铁芯以及旋转电机 |
| EP3902123B1 (en) | 2018-12-17 | 2025-10-29 | Nippon Steel Corporation | Laminated core, laminated core manufacturing method, and electric motor |
| MY204004A (en) | 2018-12-17 | 2024-07-31 | Nippon Steel Corp | Adhesively-laminated core, manufacturing method thereof, and electric motor |
| PL3902105T3 (pl) | 2018-12-17 | 2024-12-02 | Nippon Steel Corporation | Laminowany rdzeń oraz wirująca maszyna elektryczna |
| JP7595407B2 (ja) | 2019-07-17 | 2024-12-06 | 日本製鉄株式会社 | 積層コア及び回転電機 |
| CN114747117A (zh) * | 2019-12-02 | 2022-07-12 | 三菱电机株式会社 | 电气机械的层叠铁芯、电气机械、电气机械的层叠铁芯的制造方法及电气机械的制造方法 |
| JP7418216B2 (ja) * | 2020-01-06 | 2024-01-19 | 三菱電機株式会社 | 回転電機の固定子鉄心、回転電機の固定子、回転電機、回転電機の固定子鉄心の製造方法、および、回転電機の製造方法 |
| JP7435154B2 (ja) | 2020-03-27 | 2024-02-21 | ニデック株式会社 | 板積層体、積層鉄心及びモータ |
| JP2021191039A (ja) * | 2020-05-26 | 2021-12-13 | 日本電産株式会社 | 積層鉄心の製造方法 |
| JP7608233B2 (ja) * | 2021-03-26 | 2025-01-06 | 株式会社東芝 | 固定子の組立装置および製造方法 |
| WO2022230376A1 (ja) * | 2021-04-26 | 2022-11-03 | 三菱電機株式会社 | 積層コア、回転電機、積層コア製造装置、積層コアの製造方法および回転電機の製造方法 |
| JP7695134B2 (ja) * | 2021-07-19 | 2025-06-18 | 東芝産業機器システム株式会社 | 鉄心の製造方法 |
| CN121444309A (zh) * | 2023-09-04 | 2026-01-30 | 加特可株式会社 | 电动机定子及电动机 |
| WO2026079123A1 (ja) * | 2024-10-10 | 2026-04-16 | 三菱電機株式会社 | 回転電機の固定子、エレベータの巻上機およびその製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5385303A (en) * | 1977-01-05 | 1978-07-27 | Hitachi Ltd | Laminated iron core of electric machine and apparatus |
| US6301773B1 (en) * | 1997-11-10 | 2001-10-16 | General Electric Company | Method of manufacturing a motor core |
| JP4747423B2 (ja) * | 2001-03-02 | 2011-08-17 | パナソニック株式会社 | 電動機 |
| JP4121008B2 (ja) * | 2001-07-03 | 2008-07-16 | 三菱電機株式会社 | ステータおよびその製造方法、ならびにステータのコア部材の製造装置 |
| JP2006246621A (ja) * | 2005-03-03 | 2006-09-14 | Asmo Co Ltd | 回転電機のコア、その製造方法、及び埋込磁石型モータ |
| JP2006288114A (ja) * | 2005-04-01 | 2006-10-19 | Mitsui High Tec Inc | 積層鉄心、及び積層鉄心の製造方法 |
| JP2012120299A (ja) * | 2010-11-30 | 2012-06-21 | Mitsubishi Electric Corp | ステータコア、回転電機およびステータコアの製造方法 |
| JP5296856B2 (ja) * | 2011-11-02 | 2013-09-25 | アスモ株式会社 | ステータの製造方法 |
-
2014
- 2014-01-17 JP JP2014006308A patent/JP6066936B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015136228A (ja) | 2015-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6066936B2 (ja) | 積層鉄心の製造方法、固定子の製造方法 | |
| JP6633212B2 (ja) | 積層鉄心、積層鉄心の製造方法、および積層鉄心を用いた電機子 | |
| KR101345029B1 (ko) | 회전 전기의 몰드 스테이터의 제조 방법 | |
| JP2012120299A (ja) | ステータコア、回転電機およびステータコアの製造方法 | |
| JP2012029494A (ja) | 電動機およびその製造方法 | |
| WO2015111320A1 (ja) | 巻鉄心及び巻鉄心の製造方法 | |
| WO2015105133A1 (ja) | 積層鉄心の製造方法 | |
| US20100079028A1 (en) | Slot Wedges for Electrical Machines | |
| WO2016208555A1 (ja) | 電動機の固定子 | |
| CN112737166B (zh) | 旋转电机和旋转电机的制造方法 | |
| CN110268608B (zh) | 旋转电机用部件的制造方法 | |
| WO2017154576A1 (ja) | 回転電機の固定子及び回転電機 | |
| JP2014176891A (ja) | コアの製造方法 | |
| JP2017163703A (ja) | 積層鉄心の製造方法 | |
| JP2017163757A (ja) | ロータおよびロータの製造方法 | |
| JP6734238B2 (ja) | ステータ構造およびブラシレスモータ | |
| JP5773678B2 (ja) | 積層鉄心の製造方法 | |
| JP6837128B2 (ja) | 回転電機のステータの製造方法 | |
| JP2022048726A (ja) | 回転電機のコア部 | |
| JP2015201958A (ja) | 回転電機の固定子およびその回転電機の固定子の製造方法 | |
| EP3916969B1 (en) | Method for manufacturing laminated iron core | |
| JP2020089059A (ja) | 電機子モールド構造 | |
| JP6287824B2 (ja) | ステータの製造方法 | |
| WO2017187522A1 (ja) | 固定子、電動機、固定子の製造方法および電動機の製造方法 | |
| JP2019161769A (ja) | ステータおよびそれを備えた回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150917 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160602 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160614 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160712 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161220 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6066936 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |