JP6079313B2 - 方形ブロックの製造方法及び方形ブロックの製造システム - Google Patents
方形ブロックの製造方法及び方形ブロックの製造システム Download PDFInfo
- Publication number
- JP6079313B2 JP6079313B2 JP2013041759A JP2013041759A JP6079313B2 JP 6079313 B2 JP6079313 B2 JP 6079313B2 JP 2013041759 A JP2013041759 A JP 2013041759A JP 2013041759 A JP2013041759 A JP 2013041759A JP 6079313 B2 JP6079313 B2 JP 6079313B2
- Authority
- JP
- Japan
- Prior art keywords
- manufacturing
- block
- rectangular block
- mold
- yard
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A40/00—Adaptation technologies in agriculture, forestry, livestock or agroalimentary production
- Y02A40/80—Adaptation technologies in agriculture, forestry, livestock or agroalimentary production in fisheries management
- Y02A40/81—Aquaculture, e.g. of fish
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/91—Use of waste materials as fillers for mortars or concrete
Landscapes
- Artificial Fish Reefs (AREA)
- Retaining Walls (AREA)
- Curing Cements, Concrete, And Artificial Stone (AREA)
Description
他方、漁礁用の海底マウンドでは、魚介類のマウンド内の移動や生息を促す目的で、単一粒度の石材やブロックが用いられることが好適であることが知られている。とりわけ同一形状の方形ブロックを用いると、海底マウンド内の空隙を大きくできるため、漁礁に好適とされ、表面に種々の凹凸を設けたブロックを用いることで、藻の着生を促し、良質な漁礁を得ようとする試みが実施されている。
また、型枠ブロックが方形ブロックの製品寸法と同寸法に製作されているので、型枠部材としての使用が完了したときに、方形ブロックと同様の用途で使用することも可能である。
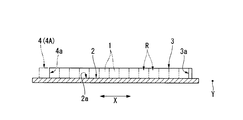
また、製造ヤード2の外周の4辺には、該製造ヤードの直交する2辺に構築される固定型壁体3と、製造ヤード2の固定型壁体3と対向する他の2辺のセット位置に配置される可動型壁体4と、が設けられている。
先ず、図1及び図3に示すように、敷地内で平面に成形されるとともに複数の方形ブロック1を縦方向Y及び横方向Xのそれぞれに配列可能な製造ヤード2を築造するとともに、その製造ヤード2の直交する2辺に固定型壁体3を構築する。
この製造ヤード2の上面、及び固定型壁体3は、打設する方形ブロック1の製造上の縦横方向の基準位置となるので、精度よく製作しておく。
このとき、先行して可動型壁体4を移動させて、製造ヤード2の外周部分に自由面を形成することで、製造ヤード2内で打設した方形ブロック(これを第1方形ブロック1Aという)と型枠ブロック5の間に生じる拘束力がなくなり、緩みが生じるので、脱型がし易くなる。ここで、脱型のタイミングとしては、例えばコンクリートに埋設させた吊り治具11(図4参照)が抜けない強度に硬化したタイミングとされる。
また、可動型壁体4の前記セット位置からずらす移動量は、とくに限定されることはなく、製造ヤード2側(内面側)に僅かに隙間ができる程度でもかまわない。
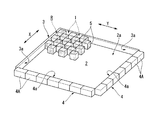
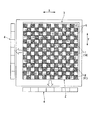
本実施の形態では、図6に示すように、固定型壁体3と可動型壁体4とによって四方が囲まれた製造ヤード2内において、方形ブロック1の縦方向Y及び横方向Xの両配列方向において交互に型枠ブロック5を配置することで、方形ブロック1の打設領域Rを形成することができ、それら形成された打設領域Rにコンクリートを打設し、硬化させてから、脱型することで、一度に多数の方形ブロック1を製造することができる。
このように製造することで、2回目以降の型枠部材の組立、解体が不要となり、作業効率を向上させることができ、時間の短縮を図ることができるうえ、製造コストの低減を図ることができる。
また、型枠ブロック5が方形ブロック1の製品寸法と同寸法に製作されているので、型枠部材としての使用が完了したときに、方形ブロック1と同様に例えば漁礁の海洋ブロックなどの用途として使用することも可能である。
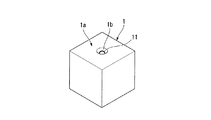
1a 上部
2 製造ヤード
3 固定型壁体
3a 内面
4 可動型壁体
4a 内面
5 型枠ブロック(型枠部材)
6 半割り枠
11 吊り治具
11a フック部
R 打設領域
X 横方向
Y 縦方向
Claims (11)
- 敷地内で水硬性材料から形成される多数の方形ブロックを製造するための方形ブロックの製造方法であって、
前記敷地内で平面に成形されるとともに複数の前記方形ブロックを縦横方向に配列可能な製造ヤードが設けられ、該製造ヤードの直交する2辺に固定型壁体を構築する工程と、
前記方形ブロックの縦横方向の両配列方向において、交互に前記方形ブロックの打設領域を形成するための型枠部材を前記製造ヤード内に配置する工程と、
前記製造ヤードの前記固定型壁体と対向する他の2辺のセット位置に可動型壁体を配置する工程と、
前記打設領域に水硬性材料を打設する工程と、
前記可動型壁体を前記セット位置から前記製造ヤードの外方へ移動させる工程と、
を有することを特徴とする方形ブロックの製造方法。 - 前記可動型壁体を前記製造ヤードの外方へ移動させた後、前記型枠部材を取り外して空間箇所を形成する工程と、
前記製造ヤードの前記セット位置に前記可動型壁体を再び配置する第1工程と、
前記空間箇所を次の打設領域とし、直近で打設した方形ブロックを型枠部材として、当該打設領域に水硬性材料を打設する第2工程と、
該第2工程の後、前記可動型壁体を前記製造ヤードの外方へ移動させ、前記型枠部材とした前記方形ブロックを取り出して空間箇所を形成する第3工程と、
を有し、
以降、前記第1工程から第3工程を繰り返し行うことを特徴とする請求項1に記載の方形ブロックの製造方法。 - 前記型枠部材は、方形ブロックの製品寸法と同寸法に製作された型枠ブロックであることを特徴とする請求項1又は2に記載の方形ブロックの製造方法。
- 前記可動型壁体を前記製造ヤードの外方へ移動させた後、直近で打設した方形ブロックを取り出す工程を有し、
前記型枠ブロックを同位置に配置させた状態で、以降、前記型枠部材として繰り返し使用することを特徴とする請求項3に記載の方形ブロックの製造方法。 - 打設される前記方形ブロックの上部に吊り治具を埋設することを特徴とする請求項1乃至4のいずれか1項に記載の方形ブロックの製造方法。
- 前記方形ブロックを形成する水硬性材料は、スランプが5〜12cmのコンシステンシーであることを特徴とする請求項1乃至5のいずれか1項に記載の方形ブロックの製造方法。
- 前記方形ブロックを形成する水硬性材料は、製鋼スラグ60〜70vol%、高炉セメント若しくは高炉スラグ微粉末10〜20vol%、水10〜20vol%の混合物であることを特徴とする請求項1乃至5のいずれか1項に記載の方形ブロックの製造方法。
- 前記水硬性材料の打設前の状態において、前記打設領域を画成する前記型枠部材の側面、前記固定型壁体の内面、前記可動型壁体の内面、及び前記製造ヤードの上面に、疎水性のエマルジョンを塗布することを特徴とする請求項1乃至7のいずれか1項に記載の方形ブロックの製造方法。
- 前記水硬性材料の打設前の状態において、前記打設領域を画成する前記型枠部材の側面、前記固定型壁体の内面、前記可動型壁体の内面、及び前記製造ヤードの上面に、樹脂製のシートを配設することを特徴とする請求項1乃至7のいずれか1項に記載の方形ブロックの製造方法。
- 前記方形ブロックの打設面上面には、所望の凹凸を設けることを特徴とする請求項1乃至9のいずれか1項に記載の方形ブロックの製造方法。
- 敷地内で水硬性材料から形成される多数の方形ブロックを製造するための方形ブロックの製造システムであって、
前記敷地内で平面に成形されるとともに複数の前記方形ブロックを縦横方向に配列可能な製造ヤードと、
前記製造ヤードの直交する2辺に設けられた固定型壁体と、
前記方形ブロックの縦横方向の両配列方向において、交互に前記方形ブロックの打設領域を形成するために移動可能に設けられ、かつ前記方形ブロックと同形に形成された型枠部材と、
前記製造ヤードの前記固定型壁体と対向する他の直交2辺に設けられた可動型壁体と、
を備え、
前記可動型壁体は、セット位置から前記製造ヤードの外方へ移動自在に設けられていることを特徴とする方形ブロックの製造システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013041759A JP6079313B2 (ja) | 2013-03-04 | 2013-03-04 | 方形ブロックの製造方法及び方形ブロックの製造システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013041759A JP6079313B2 (ja) | 2013-03-04 | 2013-03-04 | 方形ブロックの製造方法及び方形ブロックの製造システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014169574A JP2014169574A (ja) | 2014-09-18 |
| JP6079313B2 true JP6079313B2 (ja) | 2017-02-15 |
Family
ID=51692133
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013041759A Active JP6079313B2 (ja) | 2013-03-04 | 2013-03-04 | 方形ブロックの製造方法及び方形ブロックの製造システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6079313B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107667940A (zh) * | 2017-11-09 | 2018-02-09 | 上海能正渔业科技开发有限公司 | 一种养殖容器支架 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5953902U (ja) * | 1982-09-30 | 1984-04-09 | 同和鉱業株式会社 | ブロツク製造用枠組み |
| JPH0329125Y2 (ja) * | 1986-08-08 | 1991-06-21 | ||
| JPH0798331B2 (ja) * | 1988-03-09 | 1995-10-25 | 株式会社京都スペーサー | コンクリートスペーサーの製造方法及び製造装置 |
| JPH11131446A (ja) * | 1997-10-30 | 1999-05-18 | Kankyo Kogaku Kk | コンクリートブロック保持ユニットの製造方法 |
| JP3569656B2 (ja) * | 1999-11-02 | 2004-09-22 | 株式会社建設資源広域利用センター | コンクリート組成物 |
| JP4185229B2 (ja) * | 2000-02-15 | 2008-11-26 | 西松建設株式会社 | コンクリート台 |
| JP2001246611A (ja) * | 2000-03-08 | 2001-09-11 | Yukimoto Takuo | 表面岩状ブロックの製造方法 |
| JP4350967B2 (ja) * | 2003-03-28 | 2009-10-28 | Jfeスチール株式会社 | スラグ硬化体の製造方法 |
| JP5744387B2 (ja) * | 2009-10-30 | 2015-07-08 | 新日鐵住金株式会社 | 泥土含有固化体の製造方法 |
-
2013
- 2013-03-04 JP JP2013041759A patent/JP6079313B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014169574A (ja) | 2014-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1540087B1 (en) | Protective element for a breakwater or wave-retarding construction | |
| KR20080012122A (ko) | 교좌장치용 프리캐스트 교좌블럭과 이것을 이용한 교좌장치시공방법 및 교좌장치 교체공법 | |
| JP2016098504A (ja) | 鉄筋コンクリート構造物の施工方法および鉄筋コンクリート構造 | |
| JP2013159929A (ja) | 建築基礎工法およびそれに用いる立ち上がりブロック | |
| CN110126064B (zh) | 一种双皮墙生产方法 | |
| AU2011319442A1 (en) | Assemblable disposable shuttering for constructing modular formworks for making concrete foundations | |
| JP6079313B2 (ja) | 方形ブロックの製造方法及び方形ブロックの製造システム | |
| CN207273486U (zh) | 用于制作砌筑三角塞缝砖的模具 | |
| CN110761561A (zh) | 一种补偿抗裂特种混凝土的施工工艺 | |
| JP4502319B2 (ja) | ブロック製造方法 | |
| JP6555623B2 (ja) | コンクリート構造体及びその構築方法 | |
| JP7430013B1 (ja) | プレキャスト気泡混合軽量土 | |
| JP2008062529A (ja) | 土木用ブロック製造法及び土木構築物 | |
| CN211312571U (zh) | 一种用于浇捣混凝土的胎模板系统 | |
| JPH0230579Y2 (ja) | ||
| KR102472057B1 (ko) | 부분 프리캐스트 합성 기초 | |
| JP5611264B2 (ja) | 桟橋の枕コンクリートとなるプレキャストブロック | |
| JP2003003608A (ja) | 鉄筋用スペーサ | |
| JP7473037B2 (ja) | 構造体の構築方法 | |
| JP6576204B2 (ja) | スラブ構造の施工方法 | |
| JP2012241457A (ja) | バース床版急速施工方法 | |
| JP2005139879A (ja) | 玉石積ブロック | |
| JP2012106348A (ja) | 擁壁用l字型コンクリートブロック製造型枠および擁壁用l字型コンクリートブロック製造方法 | |
| JP2006347836A (ja) | 自然石ブロックおよびその製造方法 | |
| JP2019108717A (ja) | 繊維補強コンクリート部材の製造方法、犠牲型枠の製造方法及び繊維補強コンクリート部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151106 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160715 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160726 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160926 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170102 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6079313 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |