JP6080323B2 - 吸収性物品 - Google Patents
吸収性物品 Download PDFInfo
- Publication number
- JP6080323B2 JP6080323B2 JP2015195805A JP2015195805A JP6080323B2 JP 6080323 B2 JP6080323 B2 JP 6080323B2 JP 2015195805 A JP2015195805 A JP 2015195805A JP 2015195805 A JP2015195805 A JP 2015195805A JP 6080323 B2 JP6080323 B2 JP 6080323B2
- Authority
- JP
- Japan
- Prior art keywords
- region
- fiber
- sheet
- absorbent article
- nonwoven fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Absorbent Articles And Supports Therefor (AREA)
Description
前記表面シートは、長手方向に延びる筋状の凸条部及び凹条部が幅方向に交互に配された凹凸構造の不織布からなり、前記凹条部において、隣接する下側シートと接合され、
前記不織布は、少なくとも高伸度繊維を原料とするものであり、
前記下側シートは、熱可塑性樹脂の繊維の集合体からなり、
前記凸条部が前記不織布と前記下側シートとの間に中空構造を有し、
前記不織布は、頂部域、底部域、及びこれらの間に位置する側部域を有し、前記凸条部の頂部が該頂部域から形成され、前記凹条部の底部が該底部域から形成されており、
前記側部域の繊維密度が、前記頂部域の繊維密度及び前記底部域の繊維密度のいずれよりも低くなっている、吸収性物品を提供するものである。
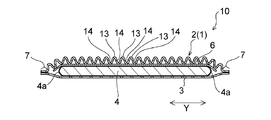
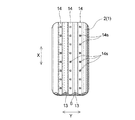
図1には、本発明の一実施形態であるパンティライナー10(以下、単に「パンティライナー10」ともいう。)の斜視図が示されている。図2は、図1のII−II線拡大断面図である。
2つの平行な加圧面(固定加圧面と可動加圧面)を持つマイクロメーターであるピーコック式精密測定器(型式R1−C)を用いて厚みTを測定する。測定子可動加圧面の直径は5mm、圧力は100kPa以下で測定する。測定用試験片の大きさは、下記のプレートの大きさ以上とする。試験片上に20mm×20mmのプレート(質量5.4g)を置き、測定子可動加圧面を2mm/sの速度で操作し、該プレートに当て、安定直後の値を読み取る。加圧面間(試験片に加わる圧力)の圧力は1.3kPa以下になる。
図4には、本実施形態のパンティライナー10において、表面シート2として用いた不織布1(以下、「不織布1」ともいう。)の斜視図が示されている。図5は、図4に示す不織布1の厚み方向の断面を示す模式図である。図6は、図4に示す不織布1の構成繊維11の拡大模式図である。不織布1は、図4に示すように、構成繊維11どうしの交点を熱融着して形成された融着部12(図6参照)を複数備えた不織布である。また、不織布1においては、図4に示すように、凸条部13及び凹条部14が延びる「一方向」は、パンティライナー10の長手方向Xと同方向であり、一方向(X方向)とも表記する。
フェザー剃刀(品番FAS‐10、フェザー安全剃刀(株)製)を用いて不織布を厚み方向Zに沿って切断する。頂部域13aでの繊維密度に関しては、不織布の切断面の厚みをZ方向に三等分した際の上方の部位である頂部域13aを、走査電子顕微鏡を用いて拡大観察(繊維断面が30〜60本程度計測できる倍率に調整;150〜500倍)し、一定面積当たり(0.5mm2程度)の前記切断面によって切断されている繊維の断面数を数える。次に1mm2当たりの繊維の断面数に換算し、これを頂部域13aでの繊維密度とする。測定は3箇所行い、平均してそのサンプルの繊維密度とする。同様に、底部域13bでの繊維密度に関しては、不織布の切断面の厚みをZ方向に三等分した際の下方の部位を測定して求める。同様に、側部域13cの繊維密度に関しては、不織布の切断面の厚みをZ方向に三等分した際の中央の部位を測定して求める。なお、走査電子顕微鏡としては、日本電子(株)社製のJCM−5100(商品名)を用いる。
033]に記載のように低速で溶融紡糸して複合繊維を得た後に、延伸処理を行わずに加
熱処理及び/又は捲縮処理を行うことにより得られる、加熱によって樹脂の結晶状態が変化して長さの延びる熱伸長性繊維、あるいは、ポリプロピレンやポリエチレン等の樹脂を用いて比較的紡糸速度を低い条件にして製造した繊維、又は、結晶化度の低い、ポリエチレン−ポリプロピレン共重合体、若しくはポリプロピレンに、ポリエチレンをドライブレンドし紡糸して製造した繊維等が挙げられる。それらの繊維のうちでも、高伸度繊維は、熱融着性のある芯鞘型複合繊維であることが好ましい。芯鞘型複合繊維は、同心の芯鞘型でも、偏心の芯鞘型でも、サイド・バイ・サイド型でも、異形型でもよいが、特に同心の芯鞘型であることが好ましい。繊維がどのような形態をとる場合であっても、柔軟で肌触り等のよい不織布等を製造する観点からは、高伸度繊維の繊度は、原料の段階で、1.0dtex以上10.0dtex以下が好ましく、2.0dtex以上8.0dtex以下であることがより好ましい。
繊維の繊維径として、繊維の直径(μm)を、マイクロスコープVH‐8000(キーエンス社製)を用いて、繊維の断面を200倍〜800倍に拡大観察して測定する。繊維の断面は、フェザー剃刀(品番FAS‐10、フェザー安全剃刀(株)製)を用い、繊維を切断して得る。抽出した繊維1本について円形に近似したときの繊維径を5箇所測定し、それぞれ測定した値5点の平均値を繊維の直径とする。
上述したように、不織布1の剛性が高まる部位である融着部12に隣り合うように、低剛性の小径部16が存在することで、不織布1の柔軟性が向上し、肌触りが良好になる。また、大径部17を複数備える、言い換えると構成繊維11に低剛性の小径部16が多く存在するほど、不織布1の柔軟性が更に向上し、肌触りが更に良好になる。
小径部16及び大径部17の繊維径(直径L16,L17)は、上述した繊維の繊維径の測定と同様にして測定する。
頂部域13aを構成する構成繊維11における変化点18を有する繊維の本数に関しては、不織布の厚みをZ方向に3等分した際の上方の部位である頂部域13aの頂点付近を、走査電子顕微鏡を用いて拡大観察(繊維断面が30〜60本程度計測できる倍率に調整;50〜500倍)し、頂部域13aを構成する構成繊維11を20本ランダムに抽出し、20本の構成繊維11の内に変化点18を有する繊維数を数える。これを、頂部域13aを構成する構成繊維における変化点18を有する繊維の本数とする。測定は3箇所行い、平均してそのサンプルの頂部域13aを構成する構成繊維における変化点18を有する繊維の本数とする。同様に、底部域13bを構成する構成繊維11における変化点18を有する繊維の本数に関しては、不織布の厚みをZ方向に3等分した際の下方の部位である底部域13bの底点付近を測定して求める。同様に、側部域13cを構成する構成繊維11における変化点18を有する繊維の本数に関しては、不織布の厚みをZ方向に3等分した際の中央の部位を測定して求める。なお、走査電子顕微鏡としては、日本電子(株)社製のJCM−5100(商品名)を用いる。
シート厚みTSの測定方法は、不織布1に0.05kPaの荷重を加えた状態で、厚み測定器を用いて測定する。厚み測定器にはオムロン社製のレーザー変位計を用いる。厚み測定は、10点測定し、それらの平均値を算出して厚みとする。
層厚みTLの測定法は、シートの断面をキーエンス製デジタルマイクロスコープVHX−900により約20倍程度で拡大することで、各層の厚みを測定する。
先ず、図8に示すように、ウエブ形成部200にて、高伸度繊維である熱伸長性複合繊維を有する短繊維状の構成繊維11を原料として用い、カード機であるウエブ形成装置201によって繊維ウエブ1bを形成する(ウエブ形成工程)。ウエブ形成装置201によって製造された繊維ウエブ1bは、その構成繊維11どうしが緩く絡合した状態にあり、シートとしての保形性を獲得するには至っていない。
<1>
肌当接面を形成する液透過性の表面シート、裏面シート及びこれら両シート間に介在された吸収体を具備し、長手方向及び幅方向を有する吸収性物品であって、
前記表面シートは、長手方向に延びる筋状の凸条部及び凹条部が幅方向に交互に配された凹凸構造の不織布からなり、前記凹条部において、隣接する下側シートと接合され、
前記不織布は、少なくとも高伸度繊維を原料とするものであり、
前記下側シートは、熱可塑性樹脂の繊維の集合体からなり、
前記凸条部が前記不織布と前記下側シートとの間に中空構造を有し、
前記不織布は、頂部域、底部域、及びこれらの間に位置する側部域とを有し、前記凸条部の頂部が該頂部域から形成され、前記凹条部の底部が該底部域から形成されており、
前記側部域の繊維密度が、前記頂部域の繊維密度及び前記底部域の繊維密度のいずれよりも低くなっている、吸収性物品。
前記凹凸構造を、前記吸収性物品の幅方向の中央域に少なくとも有する前記<1>に記載の吸収性物品。
<3>
前記吸収性物品に、その表面シート側から4g/cm2の荷重を加えた状態で、前記凸部はその中空構造を維持し得るものである前記<1>又は<2>に記載の吸収性物品。
<4>
前記表面シートと前記下側シートとの接合が、前記凸条部の延びる方向に沿って間欠的に行われている前記<1>ないし<3>のいずれか1に記載の吸収性物品。
<5>
前記吸収性物品の少なくとも長手方向中央域において、前記吸収体の幅が前記表面シートの幅及び前記下側シートの幅のいずれよりも狭く、
前記吸収性物品の少なくとも長手方向中央域において、前記吸収体はその各側縁が直線状であり、かつ前記凸条部及び前記凹条部の延びる方向と略平行になっている前記<1>ないし<4>のいずれか1に記載の吸収性物品。
<6>
前記吸収性物品は、その各側縁が曲線を組み合わせた形状をしており、
前記吸収性物品は、その長手方向前方域及び後方域において、各側縁が幅方向外方に向けて凸状に湾曲しているとともに、長手方向中央域において、各側縁が幅方向内方に向けて凸状に湾曲しており、それによって長手方向中央域での幅が最も狭くなっている前記<1>ないし<5>のいずれか1に記載の吸収性物品。
前記吸収性物品の周縁部において前記表面シートと前記裏面シートとが接合されており、
前記表面シートは、前記周縁部よりも内側の領域の全域に前記凹凸構造を有している前記<1>ないし<6>のいずれか1に記載の吸収性物品。
<8>
前記吸収性物品に、その表面シート側から20g/cm2の荷重を加えた状態で、前記凸部はその中空構造を維持し得るものである前記<1>ないし<7>のいずれか1に記載の吸収性物品。
<9>
前記吸収体は、繊維材料及び吸水性ポリマーを含む吸収性シートから構成されている前記<1>ないし<8>のいずれか1に記載の吸収性物品。
<10>
前記吸収体が、前記吸収性シートが2層以上に積層された積層体からなる前記<9>に記載の吸収性物品。
<11>
前記吸収体の厚みは、好ましくは0.1mm以上、より好ましくは0.5mm以上であり、また好ましくは5mm以下、より好ましくは2mm以下であり、また好ましくは0.1mm以上5mm以下、更に好ましくは0.5mm以上2mm以下である前記<1>ないし<10>のいずれか1に記載の吸収性物品。
前記下側シートが、見掛け密度0.005g/cm3以上0.5g/cm3以下、特に0.01g/cm3以上0.1g/cm3以下である嵩高の不織布からなる前記<1>ないし<11>のいずれか1に記載の吸収性物品。
<13>
前記不織布は、繊維径が相互に異なる大径部及び小径部を有する繊維を含んでいる前記<1>ないし<12>のいずれか1に記載の吸収性物品。
<14>
前記不織布は、その構成繊維どうしの交点を熱融着して形成された融着部を複数備えている前記<1>ないし<13>のいずれか1に記載の吸収性物品。
<15>
前記頂部域での繊維密度D13a、又は前記底部域での繊維密度D13bに対する前記側部域の繊維密度D13cの比率(D13c/D13a,D13c/D13a)が、好ましくは0.15以上0.9以下、更に好ましくは0.2以上0.8以下である前記<1>ないし<14>のいずれか1に記載の吸収性物品。
<16>
前記頂部域での繊維密度D13aは、好ましくは90本/mm2以上200本/mm2以下、更に好ましくは100本/mm2以上180本/mm2以下である前記<1>ないし<15>のいずれか1に記載の吸収性物品。
前記底部域での繊維密度D13bは、好ましくは80本/mm2以上200本/mm2以下、更に好ましくは90本/mm2以上180本/mm2以下である前記<1>ないし<16>のいずれか1に記載の吸収性物品。
<18>
前記側部域の繊維密度D13cは、好ましくは30本/mm2以上80本/mm2以下、更に好ましくは40本/mm2以上70本/mm2以下である前記<1>ないし<17>のいずれか1に記載の吸収性物品。
<19>
前記高伸度繊維は、熱融着性のある芯鞘型複合繊維である前記<1>ないし<18>のいずれか1に記載の吸収性物品。
<20>
前記高伸度繊維はその繊度が、原料の段階で、1.0dtex以上10.0dtex以下が好ましく、2.0dtex以上8.0dtex以下であることがより好ましい前記<1>ないし<19>のいずれか1に記載の吸収性物品。
<21>
前記不織布における前記高伸度繊維の割合は好ましくは50質量%以上100質量%以下であり、更に好ましくは80質量%以上100質量%以下である前記<1>ないし<20>のいずれか1に記載の吸収性物品。
前記不織布の構成繊維のうちの1本の構成繊維に着目したとき、該構成繊維が、隣り合う融着部どうしの間に、繊維径の小さい2個の小径部に挟まれた繊維径の大きい大径部を有している前記<1>ないし<21>のいずれか1に記載の吸収性物品。
<23>
1本の前記構成繊維に着目したとき、隣り合う前記融着部どうしの間に、前記大径部を複数備える前記<22>に記載の吸収性物品。
<24>
1本の前記構成繊維に着目したとき、隣り合う前記融着部どうしの間に、前記大径部を好ましくは1個以上5個以下備え、更に好ましくは1個以上3個以下備えている前記<22>又は<23>に記載の吸収性物品。
<25>
前記大径部の繊維径(直径L17)に対する小径部16の繊維径(直径L16)の比率(L16/L17)は、好ましくは0.5以上0.8以下、更に好ましくは0.55以上0.7以下である前記<22>ないし<24>のいずれか1に記載の吸収性物品。
<26>
前記小径部の繊維径(直径L16)は、好ましくは5μm以上28μm以下、更に好ましくは6.5μm以上20μm以下、特に好ましくは7.5μm以上16μm以下である前記<22>ないし<25>のいずれか1に記載の吸収性物品。
前記大径部の繊維径(直径L17)は、好ましくは10μm以上35μm以下、更に好ましくは13μm以上25μm以下、特に好ましくは15μm以上20μm以下である前記<22>ないし<26>のいずれか1に記載の吸収性物品。
<28>
1本の前記構成繊維に着目して、前記融着部に隣接する前記小径部から前記大径部への変化点が、該融着部から隣り合う融着部どうしの間隔Tの1/3の範囲内に配されている前記<22>ないし<27>のいずれか1に記載の吸収性物品。
<29>
前記不織布は、繊維径が相互に異なる大径部及び小径部を有する繊維を含んでおり、
前記不織布は、前記側部域を構成する構成繊維における、前記変化点を有する繊維の本数が、前記頂部域を構成する構成繊維における、前記変化点を有する繊維の本数、及び前記底部域を構成する構成繊維における、前記変化点を有する繊維の本数よりも多く形成されている前記<1>ないし<28>のいずれか1に記載の吸収性物品。
<30>
前記頂部域を構成する構成繊維における前記変化点を有する繊維の本数(N13a)、又は前記底部域を構成する構成繊維における前記変化点を有する繊維の本数(N13b)に対する、前記側部域を構成する構成繊維における前記変化点を有する繊維の本数(N13c)の比率(N13c/N13a,N13c/N13b)が、好ましくは2以上20以下、更に好ましくは5以上20以下である前記<29>に記載の吸収性物品。
<31>
前記頂部域を構成する構成繊維における前記変化点を有する繊維の本数(N13a)が、好ましくは1本以上15本以下、更に好ましくは5本以上15本以下である前記<30>に記載の吸収性物品。
前記底部域を構成する構成繊維における前記変化点を有する繊維の本数(N13b)が、好ましくは1本以上15本以下、更に好ましくは5本以上15本以下である前記<30>又は<31>に記載の吸収性物品。
<33>
前記側部域を構成する構成繊維における前記変化点を有する繊維の本数(N13c)が、好ましくは5本以上20本以下、更に好ましくは10本以上20本以下である前記<30>ないし<32>のいずれか1に記載の吸収性物品。
<34>
前記不織布のシート厚みTSは、0.5mm以上7mm以下が好ましく、1.0mm以上5mm以下がより好ましい前記<1>ないし<33>のいずれか1に記載の吸収性物品。
<35>
前記不織布の前記頂部域の層厚みTL1は0.1mm以上3.0mm以下であることが好ましく、0.2mm以上2.0mm以下がより好ましい前記<1>ないし<34>のいずれか1に記載の吸収性物品。
<36>
前記不織布の前記底部域の層厚みTL2は0.1mm以上3.0mm以下であることが好ましく、0.2mm以上2.0mm以下がより好ましい前記<1>ないし<35>のいずれか1に記載の吸収性物品。
前記不織布の前記側部域の層厚みTL3は0.1mm以上3.0mm以下であることが好ましく、0.2mm以上2.0mm以下がより好ましい前記<1>ないし<36>のいずれか1に記載の吸収性物品。
<38>
前記不織布は、前記凸条部及び前記凹条部が延びる方向であるX方向と、それに直交する方向であるY方向とを有し、
Y方向に隣り合う前記凸条部の前記頂部どうしのピッチは、1mm以上15mm以下が好ましく、1.5mm以上10mm以下がより好ましい前記<1>ないし<37>のいずれか1に記載の吸収性物品。
<39>
前記凸条部の高さは、0.5mm以上5mm以下が好ましく、1mm以上3mm以下がより好ましい前記<1>ないし<38>のいずれか1に記載の吸収性物品。
<40>
前記不織布の坪量は、その全体の平均値で15g/m2以上50g/m2以下が好ましく、20g/m2以上40g/m2以下がより好ましい前記<1>ないし<39>のいずれか1に記載の吸収性物品。
<41>
前記下側シートは、前記表面シートと前記吸収体との間に配された、熱可塑性樹脂の繊維の集合体からなるセカンドシートである前記<1>ないし<40>のいずれか1に記載の吸収性物品。
2 表面シート
3 裏面シート
4 吸収体
10 パンティライナー
11 構成繊維
12 融着部
13 凸条部
14 凹状部
14s 接合部
16 小径部
17 大径部
18 変化点
100 製造装置
200 ウエブ形成部
201 ウエブ形成装置
300 熱風処理部
301 フード
302 コンベアベルト
400 延伸部
401,402 凹凸ロール
403,404 大径凸部
Claims (10)
- 肌当接面を形成する液透過性の表面シート、裏面シート及びこれら両シート間に介在された吸収体を具備し、長手方向及び幅方向を有する吸収性物品であって、
前記表面シートは、長手方向に延びる筋状の凸条部及び凹条部が幅方向に交互に配された凹凸構造の不織布からなり、前記凹条部において、隣接する下側シートと接合され、
前記不織布は、少なくとも高伸度繊維を原料とするものであり、
前記不織布は、繊維径が相互に異なる大径部及び小径部を有する繊維を含んでおり、
前記下側シートは、熱可塑性樹脂の繊維の集合体からなり、
前記凸条部が前記不織布と前記下側シートとの間に中空構造を有し、
前記不織布は、頂部域、底部域、及びこれらの間に位置する側部域を有し、前記凸条部の頂部が該頂部域から形成され、前記凹条部の底部が該底部域から形成されており、
前記側部域の繊維密度が、前記頂部域の繊維密度及び前記底部域の繊維密度のいずれよりも低くなっている、吸収性物品。 - 肌当接面を形成する液透過性の表面シート、裏面シート及びこれら両シート間に介在された吸収体を具備し、長手方向及び幅方向を有する吸収性物品であって、
前記表面シートは、長手方向に延びる筋状の凸条部及び凹条部が幅方向に交互に配された凹凸構造の不織布からなり、前記凹条部において、隣接する下側シートと接合され、
前記不織布は、少なくとも高伸度繊維を原料とするものであり、
前記不織布は、その構成繊維どうしの交点を熱融着して形成された融着部を複数備えており、
前記下側シートは、熱可塑性樹脂の繊維の集合体からなり、
前記凸条部が前記不織布と前記下側シートとの間に中空構造を有し、
前記不織布は、頂部域、底部域、及びこれらの間に位置する側部域を有し、前記凸条部の頂部が該頂部域から形成され、前記凹条部の底部が該底部域から形成されており、
前記側部域の繊維密度が、前記頂部域の繊維密度及び前記底部域の繊維密度のいずれよりも低くなっている、吸収性物品。 - 肌当接面を形成する液透過性の表面シート、裏面シート及びこれら両シート間に介在された吸収体を具備し、長手方向及び幅方向を有する吸収性物品であって、
前記表面シートは、長手方向に延びる筋状の凸条部及び凹条部が幅方向に交互に配された凹凸構造の不織布からなり、前記凹条部において、隣接する下側シートと接合され、
前記不織布は、少なくとも高伸度繊維を原料とするものであり、
前記不織布の構成繊維のうちの1本の構成繊維に着目したとき、該構成繊維が、隣り合う融着部どうしの間に、繊維径の小さい2個の小径部に挟まれた繊維径の大きい大径部を有しており、
前記下側シートは、熱可塑性樹脂の繊維の集合体からなり、
前記凸条部が前記不織布と前記下側シートとの間に中空構造を有し、
前記不織布は、頂部域、底部域、及びこれらの間に位置する側部域を有し、前記凸条部の頂部が該頂部域から形成され、前記凹条部の底部が該底部域から形成されており、
前記側部域の繊維密度が、前記頂部域の繊維密度及び前記底部域の繊維密度のいずれよりも低くなっている、吸収性物品。 - 前記凹凸構造を、前記吸収性物品の幅方向の中央域に少なくとも有する請求項1ないし3のいずれか一項に記載の吸収性物品。
- 前記吸収性物品に、その表面シート側から4g/cm2の荷重を加えた状態で、前記凸条部はその中空構造を維持し得るものである請求項1ないし4のいずれか一項に記載の吸収性物品。
- 前記表面シートと前記下側シートとの接合が、前記凸条部の延びる方向に沿って間欠的に行われている請求項1ないし5のいずれか一項に記載の吸収性物品。
- 前記吸収性物品の少なくとも長手方向中央域において、前記吸収体の幅が前記表面シートの幅及び前記下側シートの幅のいずれよりも狭く、
前記吸収性物品の少なくとも長手方向中央域において、前記吸収体はその各側縁が直線状であり、かつ前記凸条部及び前記凹条部の延びる方向と略平行になっている請求項1ないし6のいずれか一項に記載の吸収性物品。 - 前記吸収性物品は、その各側縁が曲線を組み合わせた形状をしており、
前記吸収性物品は、その長手方向前方域及び後方域において、各側縁が幅方向外方に向けて凸状に湾曲しているとともに、長手方向中央域において、各側縁が幅方向内方に向けて凸状に湾曲しており、それによって長手方向中央域での幅が最も狭くなっている請求項1ないし7のいずれか一項に記載の吸収性物品。 - 前記吸収性物品の周縁部において前記表面シートと前記裏面シートとが接合されており、
前記表面シートは、前記周縁部よりも内側の領域の全域に前記凹凸構造を有している請求項1ないし8のいずれか一項に記載の吸収性物品。 - 前記吸収性物品に、その表面シート側から20g/cm2の荷重を加えた状態で、前記凸条部はその中空構造を維持し得るものである請求項1ないし9のいずれか一項に記載の吸収性物品。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580056416.8A CN107072831B (zh) | 2014-10-17 | 2015-10-15 | 吸收性物品 |
| PCT/JP2015/079226 WO2016060212A1 (ja) | 2014-10-17 | 2015-10-15 | 吸収性物品 |
| TW104134104A TWI683655B (zh) | 2014-10-17 | 2015-10-16 | 吸收性物品 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014212403 | 2014-10-17 | ||
| JP2014212403 | 2014-10-17 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016077888A JP2016077888A (ja) | 2016-05-16 |
| JP2016077888A5 JP2016077888A5 (ja) | 2016-06-23 |
| JP6080323B2 true JP6080323B2 (ja) | 2017-02-15 |
Family
ID=55955653
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015195805A Active JP6080323B2 (ja) | 2014-10-17 | 2015-10-01 | 吸収性物品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6080323B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6855944B2 (ja) * | 2016-08-08 | 2021-04-07 | 王子ホールディングス株式会社 | 吸収性物品 |
| JP6920059B2 (ja) * | 2016-12-27 | 2021-08-18 | 花王株式会社 | 吸収性物品 |
| JP6836389B2 (ja) * | 2016-12-27 | 2021-03-03 | 花王株式会社 | 吸収性物品 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6136616U (ja) * | 1984-08-06 | 1986-03-06 | 花王株式会社 | 吸収性物品 |
| JPH09562A (ja) * | 1995-06-16 | 1997-01-07 | New Oji Paper Co Ltd | 吸収性物品 |
| JP3617637B2 (ja) * | 2000-09-22 | 2005-02-09 | 花王株式会社 | 吸収性物品用の表面シート |
| JP2004201939A (ja) * | 2002-12-25 | 2004-07-22 | Daio Paper Corp | 吸収性物品 |
| JP5979983B2 (ja) * | 2012-05-28 | 2016-08-31 | 大王製紙株式会社 | 吸収性物品及びその製造方法 |
| JP6004878B2 (ja) * | 2012-10-03 | 2016-10-12 | ユニ・チャーム株式会社 | 吸収性物品 |
-
2015
- 2015-10-01 JP JP2015195805A patent/JP6080323B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016077888A (ja) | 2016-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6108417B2 (ja) | 吸収性物品 | |
| TWI683655B (zh) | 吸收性物品 | |
| JP2010158488A (ja) | 吸収性物品の表面シート | |
| JP6396753B2 (ja) | 吸収性物品 | |
| JP5449056B2 (ja) | 吸収性物品の表面シート | |
| JP5386341B2 (ja) | 使い捨ておむつ | |
| JP2016079529A (ja) | 不織布 | |
| JP6431398B2 (ja) | 吸収性物品 | |
| JP5514536B2 (ja) | 使い捨ておむつ | |
| JP6080323B2 (ja) | 吸収性物品 | |
| JP6630085B2 (ja) | 吸収性物品 | |
| JP5572043B2 (ja) | 吸収性物品の表面シート | |
| JP6440449B2 (ja) | 吸収性物品 | |
| JP6440482B2 (ja) | 吸収性物品 | |
| JP6704236B2 (ja) | 吸収性物品 | |
| JP6580435B2 (ja) | 吸収性物品 | |
| JP5593124B2 (ja) | 使い捨ておむつ | |
| JP6580420B2 (ja) | 吸収性物品 | |
| JP6431397B2 (ja) | 吸収性物品 | |
| JP6467242B2 (ja) | 吸収性物品 | |
| JP7057626B2 (ja) | 吸収性物品 | |
| JP2021094302A (ja) | 吸収性物品用表面シート | |
| WO2016060212A1 (ja) | 吸収性物品 | |
| WO2016060219A1 (ja) | 吸収性物品 | |
| WO2022201677A1 (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20160218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160328 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160328 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20160328 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20160411 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160607 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161220 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170116 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6080323 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |