以下、本発明を実施するための形態について図面を参照して説明するが、本発明は、下記の実施形態に制限されることはなく、本発明の範囲を逸脱することなく、下記の実施形態に種々の変形および置換を加えることができる。
[第1の実施形態]
本実施形態においてはまず、本発明の電気−機械変換素子の構成例について説明する。
本実施形態の電気−機械変換素子は、下部電極と、前記下部電極上に配置された電気−機械変換膜と、前記電気−機械変換膜上に配置された上部電極と、を備えた電気−機械変換部を複数備えている。前記下部電極および前記上部電極のうちの一方の電極は、前記複数の電気−機械変換部間で共通の1つの共通電極として構成され、前記下部電極または前記上部電極のうちの他方の電極は、それぞれの電気−機械変換部に対応した個別電極として構成されている。そして、前記共通電極と、前記個別電極との間のリーク電流量が所定値以下であることを特徴とする。
本実施形態の電気−機械変換部の構成を図2に示す。図2は、電気−機械変換部の断面構成図を示している。本実施形態の電気−機械変換部20は図2に示すように、下部電極21、電気−機械変換膜22、上部電極23が積層された構成を有している。
そして、本実施形態の電気−機械変換素子は、上記電気−機械変換部を複数備えた構成を有している。具体的な構成例について、図3を用いて説明する。
図3(a)が、電気−機械変換素子の断面構成図を示したものであり、図3(b)は、電気−機械変換素子の上面図を示したものである。図3(b)については、構成が分かり易いように、第1、第2の保護膜(層間絶縁膜)については記載を省略している。
まず、図3(a)に示すように、本実施形態の電気−機械変換素子は下部電極21、電気−機械変換膜22、上部電極23を備えた電気−機械変換部20を有しており、図3(b)に示すように、係る電気−機械変換部20を複数備えている。このような電気−機械変換部20は、例えば図3に示すように基板31上に配置することができ、後述する液滴吐出ヘッドとして用いる場合には、さらに、図示しない振動板を設けることもできる。また、下部電極21と基板31との密着性を高めるために、図示しない密着層等を設けることもできる。
下部電極21および上部電極23のうちのいずれか一方の電極については、複数の電気−機械変換部20間で共通の1つの共通電極として構成することができる。この場合、下部電極21および上部電極23のうちの他方の電極はそれぞれの電気−機械変換部に対応した個別電極として構成されることとなる。図3においては、下部電極21を電気−機械変換部20間で共通の1つの電極として構成し、上部電極23を電気−機械変換部20毎に独立した別個の個別電極として構成した例を示しているが、上記のように係る形態に限定されるものではない。
そして、上部電極23および下部電極21上には第1の絶縁保護膜32が設けられた構成とすることができる。第1の絶縁保護膜32は後述するように無機化合物により構成されていることが好ましく、第1の絶縁保護膜32には、上部電極23および下部電極21が他の部材と電気的に接続できるようにコンタクトホール33設けられていることが好ましい。
また、個別電極、すなわち、図3においては上部電極23は、それぞれ個別電極パッド35と接続された構成とすることができ、個別電極と個別電極パッドとの間は個別電極−個別電極パッド間接続部材34により電気的に接続することができる。
共通電極、すなわち、図3においては下部電極21についても共通電極パッド37と接続された構成とすることができ、共通電極と共通電極パッドとの間は共通電極−共通電極パッド間接続部材36により電気的に接続することができる。
さらに、共通電極パッド37および個別電極パッド35上には、第2の絶縁保護膜38を設けた構成とすることができる。第2の絶縁保護膜は後述のように無機化合物により構成されていることが好ましい。そして、第2の絶縁保護膜38には、共通電極パッドおよび個別電極パッドを露出する開口部が設けられている構成とすることが好ましい。
以上のような構成を有する電気−機械変換素子に分極処理を施す方法について説明する。
分極処理は例えば図4に示すような分極装置40により実施することができる。
分極装置40は、コロナ電極41とグリッド電極42が具備されており、コロナ電極41、グリッド電極42はそれぞれコロナ電極用電源411、グリッド電極用電源421に接続されている。グリッド電極42についてはメッシュ加工を施し、コロナ電極に高電圧を印加したときに、コロナ放電により発生するイオンや電荷等を効率よく下のサンプルステージに降り注ぐように構成されていることが好ましい。そして、試料に対して電荷が流れやすくするように試料を設置するステージ43にはアース線44が接続されていることが好ましい。また、ステージ43には、例えば電気−機械変換素子を加熱できるように温調機能を設けておくこともできる。この際の加熱温度は特に限定されるものではないが、最大350℃まで加熱できるように構成されていることが好ましい。
コロナ電極やグリッド電極に印加する電圧の大きさや、試料と各電極間の距離は特に限定されるものではなく、十分に分極処理を施すことができるように試料に応じてこれらを調整し、コロナ放電の強弱をつけることができる。
上記の様にコロナ電極(コロナワイヤー)を用いてコロナ放電させる場合、分極処理は図5に示すように、大気中の分子をイオン化させることで陽イオンを発生する。発生した陽イオンは、電気−機械変換素子の例えば上記共通電極パッドや個別電極パッドを介して電気−機械変換素子に流れ込み、圧電素子に電荷が蓄積した状態となる。そして、上部電極と下部電極との電荷差によって内部電位差が生じて、分極処理が行われていると考えられる。
この際、分極処理に必要な電荷量Qについては特に限定されるものではないが、電気−機械変換素子に1.0×10−8C以上の電荷量が蓄積されることが好ましく、4.0×10−8C以上の電荷量が蓄積されることがさらに好ましい。係る範囲の電荷量を電気−機械変換素子に蓄積させることにより、より確実に後述の分極率となるように分極処理を行うことができる。
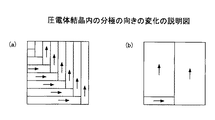
ここで、分極処理の状態については、電気−機械変換素子のP−Eヒステリシスループから判断することができる。分極処理の判断の方法について図6を用いて説明する。
P−Eヒステリシスループの例を図6(a)、(b)に示す。図6(a)は分極処理を行う前の試料の、図6(b)は分極処理後のP−Eヒステリシスループを示している。
図6(a)、(b)に示すように、±150kV/cmの電界強度かけてヒステリシスループを測定した場合に、電圧をかける前の0kV/cm時の分極をPindとし、+150kV/cmの電圧印加後0kV/cmまで戻したときの0kV/cm時の分極をPrとする。
この時、Pr−Pindの値を分極率として定義し、この分極率により、分極の状態が適切であるか否かを判断することができる。具体的には、図6(b)に示すように、分極処理を行った後の試料については、分極率Pr−Pindの値は所定値以下になっていることが好ましい。例えば、10μC/cm2以下となっていることが好ましく、5μC/cm2以下となっていることがさらに好ましい。Pr−Pindの値が十分に小さくなっていない場合は、分極が十分になされておらず、電気−機械変換素子の所定駆動電圧に対する変位量が安定しない状態となる。
以上のような分極処理を施しても、上記のように従来の電気−機械変換素子においては、分極処理がなされていない素子が発生する場合があり、この場合電気−機械変換素子の所定駆動電圧に対する変位量が安定しないため問題であった。
係る原因について本発明の発明者らが検討を重ねたところ、分極処理が行えていない電気−機械変換素子においては、主に上部電極と下部電極間、すなわち、共通電極と個別電極との間でリーク電流が生じていることがわかった。このため、分極処理の際に供給した電荷が電気−機械変換部に留まらずに流れ、分極処理が適切に行えていなかった。
係る知見に基づき、安定して確実に分極処理を施すことができる電気−機械変換素子とするため、本実施形態の電気−機械変換素子においては、共通電極と、個別電極との間のリーク電流量が所定値以下としたものである。
この際、共通電極と個別電極との間のリーク電流量の許容される範囲は特に限定されるものではなく、分極処理を行う際の条件等により選択することができる。ただし、より確実に分極処理を行うには、共通電極と個別電極との間に、50Vの電圧を印加した場合のリーク電流量が1.0×10−8A以下であることが好ましい。また、共通電極と個別電極との間に、50Vの電圧を印加した場合のリーク電流量が8.0×10−10A以下であることがより好ましい。
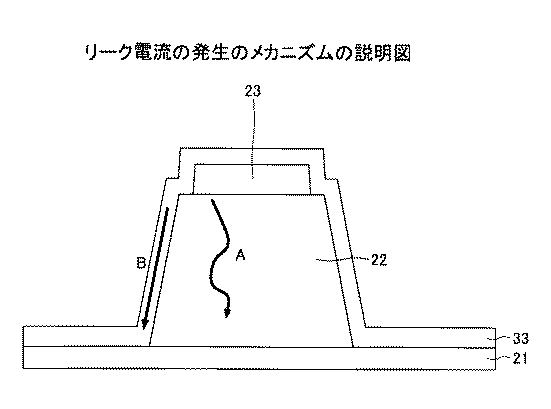
そして、図7に示すように上部電極23と下部電極21との間(共通電極と個別電極との間)で発生するリーク電流としては、まず、図中Aで示した、電気―機械変換膜22中にリーク電流が流れる場合が考えられる。さらに、図中Bで示した、電気―機械変換膜22の側壁部分、すなわち、電気−機械変換膜22と、第1の絶縁保護膜32との界面に沿って流れる場合とが考えられる。
まず、Aのリーク電流を抑制するためには、電気−機械変換膜22の絶縁抵抗が所定値よりも高くなっていることが好ましい。特に、電気−機械変換膜22の絶縁抵抗が、5.0×1010Ω以上であることが好ましく、1.0×1010Ω以上であることがより好ましい。
一般的に電気−機械変換素子は、下部電極、電気−機械変換膜、上部電極を積層してからパターニングして、複数の電気−機械変換部となるように製造される。上記絶縁抵抗は、いずれの状態における測定値であっても良いが、特に実際の製品の状態に近い、パターニング後、すなわち、電気−機械変換膜を個別化する工程後において、上記所定の絶縁抵抗となることが好ましい。
上記の様に、電気−機械変換部を形成する際、通常、下部電極、電気−機械変換膜、上部電極となる各層を積層した後、パターニングにより、電気−機械変換膜及び上部電極、場合によってはさらに下部電極をパターニングして個別化する方法がとられている。
そして、図7中、Bで示したリーク電流の原因としては、上記パターニングの際に発生した残渣が電気−機械変換膜の側面(側壁)に付着することが挙げられる。
特に電気−機械変換膜としてPZTを用いた場合、PZTのPb含有量によって残渣の出方が異なる。そして、第1の絶縁保護膜としてAl2O3を用いた場合、Al2O3の成膜条件によっては、残渣とAl2O3との反応物がリークパスとなり、リーク電流量が大きくなってしまう場合がある。
このため、電気−機械変換膜がPZTにより形成されている場合、電気−機械変換膜の組成を調整することにより、残渣の発生を抑制し、Bで示したリーク電流の発生を抑制することができる。具体的には、PZTにより形成された電気−機械変換膜において、ZrおよびTiの物質量の合計に対する、Pbの物質量が、105%以上120%以下であることが好ましい。すなわち、物質量で、Pb/(Zr+Ti)が1.05以上1.20以下となることが好ましい。Pbの物質量の比率が上記下限値を下回ると、電気−機械変換素子が十分に変位しない場合があるため好ましくない。また、Pbの物質量の比率が上記上限値を超えると残渣が発生しやすくなり、リーク電流量が多くなるため好ましくない。
特に、ZrおよびTiの物質量の合計に対する、Pbの物質量は、110%以上120%以下であることがより好ましい。
また、上記の様に、電気−機械変換素子において、個別電極が個別電極パッドと接続された構成を有する場合、個別電極パッド間でリーク電流が生じると、同様に分極処理を行った際に電荷が電気−機械変換部にとどまらずに流れ、分極処理が適切に行えない恐れがある。このため、個別電極パッド間はについてもリーク電流を所定値以下になるように構成することが好ましい。具体的には、個別電極パッド間に50Vの電圧を印加した場合のリーク電流量が1.0×10−8A以下であることが好ましい。また、個別電極間に50Vの電圧を印加した場合のリーク電流量が8.0×10−10A以下であることがより好ましい。
このように個別電極パッド間のリーク電流を抑制するためには、個別電極パッド間の距離を所定値以上とすることが好ましい。具体的には例えば個別電極パッド間の距離が50μm以上であることが好ましく、100μm以上であることがより好ましい。
以下に、本実施形態の電気−機械変換素子の各部材について説明する
上記の様に、本実施形態の電気−機械変換素子は、基板31上に形成することができる。
基板31の材料としては特に限定されるものではないが、加工の容易性や、入手しやすさ等を鑑みると、シリコン単結晶基板を用いることが好ましい。
シリコン単結晶基板としては、面方位が(100)、(110)、(111)の3種あるが、特に限定されるものではなく、加工の内容等に応じて適切な基板を選択することができる。
例えば、基板に対してエッチング加工を要する場合には、エッチング加工の内容にあわせて所定の面方位を有する基板を選択することができる。後述する液滴吐出ヘッドを形成する場合を例に説明すると、通常エッチングにより基板に加圧室を作製するが、この際のエッチング方法としては一般的に異方性エッチングが用いられている。ここで、異方性エッチングとは、結晶構造の面方位に対してエッチング速度が異なる性質を利用したものであり、例えばKOH等のアルカリ溶液に浸漬させた異方性エッチングでは、(100)面に比べて(111)面は約1/400程度のエッチング速度となる。従って、面方位(100)では約54°の傾斜を持つ構造体が作製できるのに対して、面方位(110)では深い溝を掘ることができ、より剛性を保ちつつ、配列密度を高くすることができることが分かっている。このため、例えば液滴吐出ヘッドを構成する基板の場合には(110)の面方位を持ったシリコン単結晶基板を好ましく用いることができる。
基板31の厚さは用途等により選択することができ、特に限定されるものではないが、例えば、100〜600μmの厚みをもつものを好ましく用いることができる。
下部電極21についても特に限定されるものではなく、任意に選択することができる。例えば、金属電極膜や酸化物電極膜により構成することができ、特に金属電極膜と酸化物電極膜の積層体であることが好ましい。
金属電極膜としては、白金、イリジウム、ロジウムなどの白金族元素や、例えば白金−ロジウムなどのこれら合金からなる膜が挙げられる。
金属電極膜として白金を使用する場合であって、基板上に形成する場合には基板(特に基板表面にSiO2が形成されている場合)との密着性が悪いために、基板と金属電極膜との間に後述する密着層を形成することが好ましい。
金属電極膜の作製方法としては、特に限定されるものではなく各種成膜方法を採用することができる。例えば、スパッタ法や真空蒸着等の真空成膜が一般的である。膜厚についても特に限定されるものではないが、80nm〜200nmであることが好ましく、100nm〜150nmであることが好ましい。これは、金属電極膜の膜厚が薄すぎる場合には十分な電流を供給することができない場合があるためである。膜厚が厚すぎる場合には、金属電極膜が白金属の高価な材料により構成されているため、コストが高くなるため、また、膜厚を厚くしていった場合に表面粗さが大きくなり、その上に積層する層の表面粗さや結晶配向性に影響を与える場合があるためである。
酸化物電極膜の材料についても特に限定されるものではないが、例えば、SrRuO3を好ましく用いることができる。SrRuO3以外にも、SrxA(1−x)RuyO(1−y)(A:Ba、Ca B:Co、Ni x、y=0〜0.5)で記述されるような材料についても好ましく用いることができる。
酸化物電極膜の成膜方法についても特に限定されるものではないが、スパッタ法により成膜することができる。
後述する電気−機械変換膜としては、PZTを用いることが好ましく、PZTは(111)配向することが好ましいため、酸化物電極膜としてSrRuO3を用いる場合、SrRuO3についても(111)配向していることが好ましい。ところが、SrRuO3はスパッタ条件によって膜質が変わることが知られており、例えば金属電極膜として(111)配向のPtを用い、該Pt膜上にSrRuO3膜を成膜する場合には、SrRuO3膜を成膜する際、500℃以上に基板加熱を行い、成膜することが好ましい。
なお、Pt(111)上に作製したSrRuO3膜の結晶性については、PtとSrRuO3膜で格子定数が近いため、通常のθ−2θ測定では、SrRuO3膜(111)とPt(111)の2θ位置が重なってしまい判別が難しい。Ptについては消滅則の関係からPsi=35°傾けた2θが約32°付近の位置には回折線が打ち消し合い、回折強度が見られない。そのため、Psi方向を約35°傾けて、2θが約32°付近のピーク強度で判断することでSrRuO3膜が(1119に優先配向しているかを確認することができる。
図8に、2θ=32°に固定し、Psiを振ったときのデータを示す。Psi=0°ではSrRuO3膜(110)ではほとんど回折強度が見られず、Psi=35°付近において、回折強度が見られる。このことから図8に示した試料については、SrRuO3膜が(111)配向していることが確認できる。また、上述記載の室温成膜+RTA処理により作製されたSrRuO3膜については、Psi=0°のときにSRO(110)の回折強度が見られる。
SrRuO3膜の表面粗さについては特に限定されるものではないが、4nm以上15nmであることが好ましく、6nm以上10nm以下であることがより好ましい。表面粗さが上記範囲よりも大きくなると、その後成膜した電気−機械変換膜の絶縁耐圧が悪化する場合があり、リーク電流を生じる場合があるためである。
また、表面粗さは小さい方が好ましいものの、表面粗さは成膜温度に影響を受け、室温から300℃で成膜した場合には表面粗さを非常に小さくすることができ、例えば2nm以下とすることもできる。しかし、この場合、SrRuO3膜の結晶性が低下するため、好ましくない。このため、表面粗さRaは上記範囲であることが好ましい。なお、ここでいう表面粗さとは、AFMにより測定される表面粗さRa(中心線平均粗さ)を意味している。上記のような表面粗さを有し、結晶性の高いSrRuO3膜とするためには、成膜温度を500℃〜700℃とすることが好ましく、520℃〜600℃とすることがより好ましい。
また、酸化物電極膜としてSrRuO3を用いる場合、該SrRuO3膜の成膜後のSrとRuの組成比については、Sr/Ru(物質量比)が0.82以上1.22以下であることが好ましい。この範囲から外れると比抵抗が大きくなり、電極として十分な導電性が得られなくなる場合があるためである。
酸化物電極膜の膜厚は特に限定されるものではないが、40nm以上150nm以下であることが好ましく、50nm以上80nm以下であることがより好ましい。この膜厚範囲よりも薄いと初期変位や連続駆動後の変位劣化については十分な特性が得られない場合や電気−機械変換膜をエッチングする際にオーバーエッチングを抑制するためのストップエッチング層としての機能も得られにくくなる。また、上記膜厚範囲よりも厚いと、その後成膜した電気−機械変換膜の絶縁耐圧が悪化し、リーク電流を生じる場合があり好ましくない。
酸化物電極膜の比抵抗としては、電極として十分な導電性を有するため、5×10−3Ω・cm以下になっていることが好ましく、さらに1×10−3Ω・cm以下になっていることがより好ましい。
また、上記の様に、基板と下部電極との間に密着層を設けることができる。密着層としてはTiO2膜を好ましく用いることができる。またTa、Ir、Ru等の酸化物についても好ましく用いることができる。
TiO2膜の成膜方法は特に限定されるものではなく、例えば反応性スパッタにより成膜することもできるが、チタン膜を高温により熱酸化したものを好ましく用いることができる。具体的には、Tiをスパッタ成膜後、RTA(rapid thermal annealing)装置を用いて、650〜800℃、1〜30分、酸素雰囲気で熱酸化して得られたものを好ましく用いることができる。
これは、反応性スパッタによる作製では、シリコン基板を高温で加熱する必要があり、特別なスパッタチャンバ構成を必要とするためである。さらに、通常の加熱炉による酸化によれば、酸化しやすいチタン膜は、低温においてはいくつもの結晶構造を作るため、一旦、それを壊す必要があるのに対して、昇温速度の速いRTA法によれば良好な結晶を形成することができるためである。他の金属の場合についても同様にして酸化物膜を形成することができる。
密着層の膜厚としては、10nm以上50nm以下が好ましく、15nm以上30nm以下がさらに好ましい。これよりも薄いと十分に密着性を高める効果を有しない場合があり、この範囲よりも厚い場合、その上に積層する電極膜等の結晶の質に影響が出てくる場合があるためである。
電気−機械変換膜としては、圧電特性を示す材料であれば用いることができ、特に限定されるものではないが、Pbを含んだ酸化物から形成されていることが好ましい。
特に電気−機械変換膜としては、その高い圧電特性から、PZTを好ましく用いることができる。PZTとはジルコン酸鉛(PbTiO3)とチタン酸(PbTiO3)の固溶体で、その比率により特性が異なる。一般的に優れた圧電特性を示す組成はPbZrO3とPbTiO3の比率が53:47の割合で、化学式で示すとPb(Zr0.53,Ti0.47)O3、一般的にはPZT(53/47)とも示される。また、電気−機械変換膜としてPZTを用いる場合には、上述のようにリーク電流を低減するため、ZrおよびTiの物質量の合計に対する、Pbの物質量が、105%以上120%以下であることが好ましく、110%以上120%以下であることがより好ましい。すなわち、上記式の量論比よりもPbを過剰に添加することが好ましい。
PZT以外の複合酸化物としてはチタン酸バリウムなどが挙げられ、この場合はバリウムアルコキシド、チタンアルコキシド化合物を出発材料にし、共通溶媒に溶解させることでチタン酸バリウム前駆体溶液を作製することも可能である。
これら材料は一般式ABO3で記述され、ここでのAとしてはPb、Ba、Srから選択された1以上の元素が、BとしてはTi、Zr、Sn、Ni、Zn、Mg、Nbから選択された1以上の元素とすることができる。そして、係るABO3を主成分とする複合酸化物を電気−機械変換膜として好ましく用いることができる。上記A、Bの元素はその具体的には(Pb1−x,Bax)(Zr,Ti)O3、(Pb1−x,Srx)(Zr,Ti)O3、等として記載することができる。これはAサイトのPbを一部BaやSrで置換した場合である。このような置換は2価の元素であれば可能であり、その効果は熱処理中の鉛の蒸発による特性劣化を低減させる作用を示す。
また、電気−機械変換膜の比誘電率としては600以上2000以下になっていることが好ましく、さらに1200以上1600以下になっていることが好ましい。比誘電率を上記範囲とすることにより、十分な変位特性を得ることができる。また、分極処理を十分に行うことができ、連続駆動後の変位劣化について十分な特性とすることができる。
電気−機械変換膜の作製方法としては特に限定されるものではないが、例えばスパッタ法もしくは、Sol−gel法を用いてスピンコーターにて作製することができる。いずれの場合でも、パターニング化が必要となるので、フォトリソエッチング等により所望のパターンを得る。
PZTをSol−gel法により作製する場合を例にその作製手順を説明する。まず、酢酸鉛、ジルコニウムアルコキシド、チタンアルコキシド化合物を出発材料にし、共通溶媒としてメトキシエタノールにこれらの出発材料を溶解させ均一溶液を得ることで、PZT前駆体溶液が作製できる。金属アルコキシド化合物は大気中の水分により容易に加水分解してしまうので、前駆体溶液に安定剤としてアセチルアセトン、酢酸、ジエタノールアミンなどの安定化剤を適量、添加しても良い。
下部電極等が形成された下地基板全面にPZT膜を得る場合、スピンコートなどの溶液塗布法により塗膜を形成し、溶媒乾燥、熱分解、結晶化の各々の熱処理を施すことで得られる。塗膜から結晶化膜への変態には体積収縮が伴うので、クラックフリーな膜を得るには一度の工程で100nm以下の膜厚が得られるように前駆体溶液の濃度を調整することが好ましい。
電気−機械変換膜の膜厚としては特に限定されるものではなく、要求される変位量等により任意に選択することができる。例えば、その膜厚としては0.5〜5μmが好ましく、1μm〜2μmがより好ましい。係る範囲の膜厚とすることにより十分な変位を発生させることができる。また、係る範囲の膜厚であれば積層し形成する工程数も必要以上に多くはならないため、生産性良く製造することができる。
上部電極23についても特に限定されるものではなく、任意に選択することができる。例えば、金属電極膜や酸化物電極膜により構成することができ、特に金属電極膜と酸化物電極膜の積層体であることが好ましい。
金属電極膜については特に限定されるものではなく、例えば下部電極の場合と同様の材料を好ましく用いることができる。
膜厚としては30nm以上200nm以下が好ましく50nm以上120nm以下がさらに好ましい。上記範囲よりも膜厚を薄くすると、電極として十分な電流を供給することができない場合がある。上記範囲よりも膜厚を厚くすると、電極材料として白金族元素の高価な材料を使用する場合においては、コストアップとなる。また、特に白金を材料とした場合においては、膜厚を厚くするにつれて表面粗さが大きくなり、さらに金属電極膜上に他の材料を積層した場合に膜剥がれを生じる場合があり好ましくない。
酸化物電極膜の材料についても特に限定されるものではないが、例えば下部電極の場合と同様の材料を好ましく用いることができる。
酸化物電極膜の膜厚としては特に限定されるものではないが、20nm以上80nm以下が好ましく、40nm以上60nm以下がさらに好ましい。この膜厚範囲よりも薄いと初期変位や変位劣化特性については十分な特性が得られない場合があり好ましくない。また、この範囲を超えると、その後成膜したPZTの絶縁耐圧が非常に悪く、リークしやすくなる場合があり好ましくない。
上記の様に本実施形態の電気−機械変換素子には、第1の絶縁保護膜32を設けることができる。第1の絶縁保護膜は、成膜・エッチングの工程による電気−機械変換素子へのダメージを防ぐとともに、大気中の水分が透過しづらい材料を用いることが好ましい。このため、緻密な無機材料(無機化合物)を用いることが好ましい。
薄膜で高い保護性能を得るには、酸化物、窒化物、炭化膜を用いるのが好ましい。特に、第1の絶縁保護膜と接触する、すなわち、下地となる、上部電極23及び下部電極21の材料、電気−機械変換膜22の材料、基板31上面の材料と密着性が高い材料であることが好ましい。このため、Al2O3、ZrO2、Y2O3、Ta2O3、TiO2などのセラミクス材料に用いられる酸化膜が例として挙げられる。
第1の絶縁保護膜の成膜方法は特に限定されるものではないが、電気−機械変換素子を損傷しない成膜方法を選択することが好ましい。このため、蒸着法、ALD法を好ましく用いることができ、中でも適用できる材料の選択肢が多いALD法により成膜することが好ましい。特にALD法によれば、膜密度の非常に高い薄膜を作製することができ、プロセス中での電気−機械変換素子へのダメージを抑制することができる。
第1の絶縁保護膜の膜厚は特に限定されるものではないが、電気−機械変換素子の保護性能を確保できる十分な厚さであり、かつ、電気−機械変換素子の変位を阻害しないように可能な限り薄いことが好ましい。例えば、第1の絶縁保護膜の膜厚は20nm以上100nm以下の範囲であることが好ましい。100nmより厚い場合は、電気−機械変換素子の変位を阻害する場合がある。一方、20nmより薄い場合は電気−機械変換素子の保護層としての機能が十分ではなく、電気−機械変換素子の性能が低下する場合がある。
また第1の絶縁保護膜を複数層からなる構成とすることができる。例えば2層から構成する場合、2層目の絶縁保護膜を厚くするため、電気−機械変換素子の振動変位を著しく阻害しないように上部電極付近において2層目の絶縁保護膜に開口部を形成する構成も挙げられる。この場合、2層目の絶縁保護膜としては、任意の酸化物、窒化物、炭化物またはこれらの複合化合物を用いることができ、例えば半導体デバイスで一般的に用いられるSiO2を用いることが好ましい。成膜は任意の手法を用いることができ、CVD法、スパッタリング法等により成膜することができる。特に電極形成部等のパターン形成部の段差被覆を考慮すると等方的に成膜できるCVD法を用いることが好ましい。
2層目の絶縁保護膜の膜厚についても特に限定されるものではなく、各電極に印加される電圧を考慮し、絶縁破壊されない膜厚を選択することが好ましい。すなわち絶縁保護膜に印加される電界強度を、絶縁破壊しない範囲に設定することが好ましい。さらに、絶縁保護膜の下地の表面性やピンホール等を考慮すると膜厚は200nm以上であることが好ましく、500nm以上であることが好ましい。
上記の様に、個別電極、共通電極はそれぞれ個別電極パッド、共通電極パッドと接続するように構成することができる。
この場合、各電極とパッド間を接続する個別電極−個別電極パッド間接続部材34、共通電極−共通電極パッド間接続部材36の材料については特に限定されるものではなく、各種導電性材料を用いることができる。特に、Cu、Al、Au、Pt、Ir、Ag合金、Al合金から選択されるいずれかの金属電極材料であることが好ましい。
個別電極−個別電極パッド間接続部材34、共通電極−共通電極パッド間接続部材36の作製方法は特に限定されるものではなく、任意の方法により形成することができる。例えば、スパッタ法、スピンコート法を用いて作製し、その後フォトリソエッチング等により所望のパターンを得ることができる。
係る接続部材の膜厚についても特に限定されるものではないが、0.1μm以上20μm以下が好ましく、0.2μm以上10μm以下がより好ましい。膜厚が係る範囲より薄いと抵抗が大きくなり電極に十分な電流を流すことができない場合がある。また、膜厚が係る範囲より厚いと製造プロセスに時間を要するため生産性が低下し好ましくない。
また、第1の絶縁保護膜を設ける場合、これらの接続部材はそれぞれ、第1の絶縁保護膜に、コンタクトホール部を設け、該コンタクトホール部において共通電極、個別電極と接続することができる。コンタクトホール部のサイズは特に限定されるものではないが、例えば10μm×10μmの大きさとすることができる。そして、コンタクトホール部における接触抵抗として、共通電極については10Ω以下、個別電極については1Ω以下となるように構成することが好ましい。係る範囲とすることにより、各電極に十分な電流を安定して供給できるため好ましい。特に、共通電極については5Ω以下、個別電極については0.5Ω以下となるように構成することが好ましい。
また、本実施形態の電気−機械変換膜においては第2の絶縁保護膜38を設けることができる。第2の絶縁保護膜38は個別電極−個別電極パッド間接続部材34、共通電極−共通電極パッド間接続部材36を保護する機能を有するパシベーション層である。
図5に示す通り、第2の絶縁保護膜は、個別電極パッド35、共通電極パッド37部分を除き、個別電極−個別電極パッド間接続部材34、共通電極−共通電極パッド間接続部材36上を被覆する。これによりこれらの接続部材に安価なAlもしくはAlを主成分とする合金材料を用いた場合でも電気−機械変換素子の信頼性を高めることができる。また、これらの接続部材等に安価な材料を用いることができるため、電気−機械変換素子のコストを低減することができる。
第2の絶縁保護膜の材料としては特に限定されるものではなく、任意の無機材料、有機材料を使用することができるが、特に透湿性の低い材料とすることが好ましい。無機材料としては、例えば、酸化物、窒化物、炭化物等を用いることができる。また、有機材料としては例えば、ポリイミド、アクリル樹脂、ウレタン樹脂等を用いることができる。ただし有機材料の場合には絶縁保護膜として機能させるためには、その膜厚が厚くなり、パターニングを行うことが困難な場合がある。このため、薄膜で配線保護機能を発揮できる無機材料をより好ましく用いることができる。特に、個別電極−個別電極パッド間接続部材34、共通電極−共通電極パッド間接続部材36としてAl配線を用いた場合には、第2の絶縁保護膜としてはSi3N4を用いることが、半導体デバイスで実績のある技術であるため好ましい。
第2の絶縁保護膜の膜厚は200nm以上とすることが好ましく、500nm以上とすることがより好ましい。これは、膜厚が薄い場合は十分なパシベーション機能を発揮できないため、接続部材の腐食による断線が発生する等して信頼性を低下させてしまう場合があるためである。
また、第2の絶縁保護膜は、電気−機械変換素子上に開口部をもつ構造が好ましく、後述する液滴吐出ヘッドとする場合にはさらに振動板部分にも開口部を有する構造とすることが好ましい。これにより、より高効率かつ高信頼性の電気−機械変換素子とすることができ好ましい。
第2の絶縁保護膜は、共通電極パッド、個別電極パッドを露出するための開口部を形成することができ、開口部の形成には、フォトリソグラフィー法とドライエッチングを用いることができる。
また共通電極パッド部、個別電極パッド部の面積については特に限定されるものではないが、パッド部、第2の絶縁保護膜を形成後に分極処理を行う場合、係るパッド部から電荷が供給されるため、分極処理が十分に行える様にその面積を選択することが好ましい。例えば、各パッドはその大きさが50×50μm2以上になっていることが好ましく、さらに100×300μm2以上になっていることがより好ましい。
以上、本実施形態の電気−機械変換素子について説明してきたが、係る電気−機械変換素子によれば、確実に分極処理を施すことができる。
本実施形態の電気−機械変換素子は、上述のように、例えば図3に示す各部材を積層し、所定のタイミングで各部材を所望の形状にパターニングを行うことにより製造することができる。
そして、特に本実施形態の電気−機械変換素子においては、上述のように安定して確実に分極処理を施すことが可能であることから、本実施形態の電気−機械変換素子の製造方法は、分極処理工程を有していることが好ましい。具体的には、コロナ放電またはグロー放電により、正帯電した電荷を、電荷量が1.0×10−8C以上になるように発生させ、共通電極および個別電極を介して前記電気−機械変換膜の分極処理を行う分極工程を有することが好ましい。
この際、コロナ放電またはグロー放電により発生させる正帯電した電荷の電荷量は、4.0×10−8C以上であることがより好ましい。
係る分極工程は、例えば上述のように、図4に示す分極処理装置を用いて行うことができる。係る電気−機械変換素子の製造方法によれば、本実施形態の電気−機械変換素子を用いていることから、全ての電気−機械変換素子について確実に分極処理を行うことができ、歩留まりを向上させることができる。
[第2の実施形態]
本実施形態では、第1の実施形態で説明した電気−機械変換素子を備えた液滴吐出ヘッドについて説明する。
本実施形態の液滴吐出ヘッドは、液滴を吐出するノズルと、前記ノズルが連通する加圧室と、前記加圧室内の液体を昇圧させる吐出駆動手段と、を備えている。
そして、前記吐出駆動手段が、前記加圧室の壁の一部を構成する振動板と、該振動板に配置された第1の実施形態で説明した電気−機械変換素子と、を有する。
具体的な構成について、図9、図10を用いて説明する。
図9に1ノズルの液滴吐出ヘッド構成を示す。また図10にこれらを複数個配置したものを示す。
図9に示すように、本実施形態の液滴吐出ヘッドは、基板31部分に加圧室82が形成され、加圧室82の下端部分には、液滴を吐出するノズル83が設けられたノズル板84が配置されている。そして、電気−機械変換素子に電圧が印加され、電気−機械変換膜22が変位すると、振動板81が変形変位して加圧室82の液体をノズル83から吐出するように構成されている。そして、図10に示すように液滴吐出ヘッドを複数個配列した構成とすることもできる。図中には液体供給手段、流路、流体抵抗についての記述は略した。
ここで、振動板81は、上述のように電気−機械変換膜によって発生した力を受けて、変形変位して加圧室の液体(例えばインク)を吐出させる。そのため、振動板81としては所定の強度を有したものであることが好ましい。材料としては、Si、SiO2、Si3N4をCVD法により作製したものが挙げられる。特に、下部電極、電気−機械変換膜の線膨張係数に近い材料を選択することが好ましい。電気−機械変換膜としてPZTを用いるとすると、その線膨張係数8×10−6(1/K)に近い5×10−6〜10×10−6(1/K)の線膨張係数を有した材料が好ましく、7×10−6〜9×10−6(1/K)の線膨張係数を有した材料がより好ましい。
具体的には例えば、酸化アルミニウム、酸化ジルコニウム、酸化イリジウム、酸化ルテニウム、酸化タンタル、酸化ハフニウム、酸化オスミウム、酸化レニウム、酸化ロジウム、酸化パラジウム及びそれらの化合物等を好ましく用いることができる。
振動板の形成方法は特に限定されるものではないが、スパッタ法もしくは、Sol−gel法を用いてスピンコーターにて作製することができる。
振動板の膜厚としては特に限定されるものではないが、0.1μm以上10μm以下であることが好ましく、0.5μm以上3μm以下であることがより好ましい。この範囲より小さいと図9に示すような加圧室の加工が難しくなり、この範囲より大きいと振動板が変形変位しにくくなり、液滴の吐出が不安定になる場合があり好ましくない。
以上のような液滴吐出ヘッドにおいては、第1の実施形態で説明した電気−機械変換素子20を備えているため、予め確実に分極処理を施すことができる。このため、所定の電位に対して安定し電気−機械変換素子が安定した変形を示し、その結果液滴吐出ヘッドも安定した液滴吐出を行うことが可能になる。
[第3の実施形態]
本実施形態では、第2の実施形態で説明した液滴吐出ヘッドを備えた液滴吐出装置について説明する。
本実施形態の液滴吐出装置の構成例について図11及び図12を参照して説明する。なお、図11は同液滴吐出装置の斜視説明図、図12は同液滴吐出装置の機構部の側面説明図である。
この液滴吐出装置は、記録装置本体91の内部に主走査方向に移動可能なキャリッジ、キャリッジに搭載した本発明を実施した液滴吐出ヘッドからなる記録ヘッド、記録ヘッドへインクを供給するインクカートリッジ等で構成される印字機構部92等を収納している。
装置本体91の下方部には前方側から多数枚の用紙93を積載可能な給紙カセット(或いは給紙トレイでもよい。)94を抜き差し自在に装着することができ、また、用紙93を手差しで給紙するための手差しトレイ95を開倒することができる。そして、給紙カセット94或いは手差しトレイ95から給送される用紙93を取り込み、印字機構部92によって所要の画像を記録した後、後面側に装着された排紙トレイ96に排紙する。
印字機構部92は、図示しない左右の側板に横架したガイド部材である主ガイドロッド101と従ガイドロッド102とでキャリッジ103を主走査方向に摺動自在に保持している。キャリッジ103にはイエロー(Y)、シアン(C)、マゼンタ(M)、ブラック(Bk)の各色のインク滴を吐出する液滴吐出ヘッドからなるヘッド104を複数のインク吐出口(ノズル)を主走査方向と交差する方向に配列している。そして、インク滴吐出方向を下方に向けて装着している。またキャリッジ103にはヘッド104に各色のインクを供給するための各インクカートリッジ105を交換可能に装着している。
インクカートリッジ105は上方に大気と連通する大気口、下方にはインクジェットヘッドへインクを供給する供給口を、内部にはインクが充填された多孔質体を有している。そして、多孔質体の毛管力によりインクジェットヘッドへ供給されるインクをわずかな負圧に維持している。また、記録ヘッドとしてここでは各色のヘッド104を用いているが、各色のインク滴を吐出するノズルを有する1個のヘッドでもよい。
ここで、キャリッジ103は後方側(用紙搬送方向下流側)を主ガイドロッド101に摺動自在に嵌装し、前方側(用紙搬送方向上流側)を従ガイドロッド102に摺動自在に載置している。そして、このキャリッジ103を主走査方向に移動走査するため、主走査モーター107で回転駆動される駆動プーリ108と従動プーリ109との間にタイミングベルト110を張装している。このタイミングベルト110をキャリッジ103に固定しており、主走査モーター107の正逆回転によりキャリッジ103が往復駆動される。
次に、給紙カセット94にセットした用紙93をヘッド104の下方側に搬送する機構について説明する。まず、給紙カセット94から用紙93を分離給装する給紙ローラ111及びフリクションパッド112と、用紙93を案内するガイド部材113と、給紙された用紙93を反転させて搬送する搬送ローラ114を有している。そして、この搬送ローラ114の周面に押し付けられる搬送コロ115及び搬送ローラ114からの用紙93の送り出し角度を規定する先端コロ116と、を設けている。搬送ローラ114は副走査モーター117によってギヤ列を介して回転駆動される。
キャリッジ103の主走査方向の移動範囲に対応して搬送ローラ114から送り出された用紙93を記録ヘッド104の下方側で案内する用紙ガイド部材である印写受け部材119を設けている。この印写受け部材119の用紙搬送方向下流側には、用紙93を排紙方向へ送り出すために回転駆動される搬送コロ121、拍車122を設けている。さらに用紙93を排紙トレイ96に送り出す排紙ローラ123及び拍車124と、排紙経路を形成するガイド部材125、126とを配設している。
記録時には、キャリッジ103を移動させながら画像信号に応じて記録ヘッド104を駆動することにより、停止している用紙93にインクを吐出して1行分を記録し、用紙93を所定量搬送後次の行の記録を行う。記録終了信号または、用紙93の後端が記録領域に到達した信号を受けることにより、記録動作を終了させ用紙93を排紙する。
また、キャリッジ103の移動方向右端側の記録領域を外れた位置には、ヘッド104の吐出不良を回復するための回復装置127を配置している。回復装置127はキャップ手段と吸引手段とクリーニング手段を有している。キャリッジ103は印字待機中にはこの回復装置127側に移動されてキャッピング手段でヘッド104をキャッピングされ、吐出口部を湿潤状態に保つことによりインク乾燥による吐出不良を防止する。また、記録途中などに記録と関係しないインクを吐出することにより、全ての吐出口のインク粘度を一定にし、安定した吐出性能を維持する。
吐出不良が発生した場合等には、キャッピング手段でヘッド104の吐出口(ノズル)を密封し、チューブを通して吸引手段で吐出口からインクとともに気泡等を吸い出す。これにより、吐出口面に付着したインクやゴミ等はクリーニング手段により除去され吐出不良が回復される。また、吸引されたインクは、本体下部に設置された廃インク溜(不図示)に排出され、廃インク溜内部のインク吸収体に吸収保持される。
本実施形態の液滴吐出装置においては、第2の実施形態で説明した液滴吐出ヘッドを備えているため、予め確実に、液滴吐出ヘッドに含まれる電気−機械変換素子に分極処理を施すことができる。このため、所定の電位に対して安定し電気−機械変換素子が安定した変形を示し、その結果液滴吐出装置も安定して液滴吐出を行うことが可能になる。
以下に具体的な実施例を挙げて説明するが、本発明はこれらの実施例に限定されるものではない。
まず、以下の実施例、比較例における試料の評価方法について説明する。
(個別電極−共通電極間のリーク電流)
作製した電気−機械変換素子の個別電極パッド、共通電極パッド間において、I−V測定により、50V電圧印加時の個別電極−共通電極間のリーク電流を測定した。
(個別電極パッド間のリーク電流)
作製した電気−機械変換素子の個別電極パッド間において、I−V測定により、50V電圧印加時の個別電極パッド間のリーク電流を測定した。
(電気−機械変換膜の絶縁抵抗)
電気−機械変換膜の絶縁抵抗は、上部電極を形成し、パターニングすることにより電気−機械変換部を分離した後に、上部−下部電極間において、I−V測定により、50V電圧印加時のリーク電流を測定し、R=V/Iから絶縁抵抗(R)を見積もった。
(Pr−Pind)
得られた電気−機械変換膜について、図6に示すように、±150kV/cmの電界強度かけてヒステリシスループを測定した。この際、電圧をかける前の0kV/cm時の分極をPindとし、+150kV/cmの電圧印加後0kV/cmまで戻したときの0kV/cm時の分極をPrとし、Pr−Pindの値を分極率として算出した。
なお、表1においてはいずれも分極処理を行った後の測定値を示している。
(圧電定数)
電気−機械変換能(圧電定数)であるd31は電界印加(150kV/cm)による変形量をレーザードップラー振動計で計測し、シミュレーションによる合わせ込みから算出した。このとき、測定される代表的なP−Eヒステリシス曲線は図13に示す。初期特性を評価した後に、耐久性(1010回繰り返し印可電圧を加えた直後の特性)評価を実施した。
なお、表1において初期として示した初期特性を評価した試料はいずれも分極処理を行った後の試料についての測定値を示している。
次に各実施例、比較例の試料作製手順について説明する。
[実施例1]
6インチシリコンウェハに熱酸化膜(膜厚1μm)を形成し基板として用いた。
次いで、該基板上に下部電極を形成した。下部電極は密着層、金属電極膜、酸化物電極膜が積層された構造を有している。
まず密着層は、チタン膜(膜厚30nm)をスパッタ装置にて成膜した後にRTAを用いて750℃にて熱酸化することにより形成した。そして、引き続き金属電極膜として白金膜(膜厚100nm)、酸化物電極膜としてSrRuO3膜(膜厚60nm)をスパッタ成膜した。スパッタ成膜時の基板加熱温度については550℃にて成膜を実施した。
次に電気−機械変換膜として物質量比がPb:Zr:Ti=114:53:47に調整された溶液を準備し、スピンコート法により膜を成膜した。
具体的な前駆体塗布液の合成については、出発材料に酢酸鉛三水和物、イソプロポキシドチタン、イソプロポキシドジルコニウムを用いた。酢酸鉛の結晶水はメトキシエタノールに溶解後、脱水した。化学両論組成に対し鉛量を過剰にしてある。これは熱処理中のいわゆる鉛抜けによる結晶性低下を防ぐためである。イソプロポキシドチタン、イソプロポキシドジルコニウムをメトキシエタノールに溶解し、アルコール交換反応、エステル化反応を進め、先記の酢酸鉛を溶解したメトキシエタノール溶液と混合することでPZT前駆体溶液を合成した。この際PZT前駆体溶液中のPZT濃度は0.5mol/Lにした。
係るPZT前駆体溶液を用いて、スピンコートにより成膜し、成膜後、120℃乾燥、500℃熱分解を行った。そして、成膜、乾燥、熱分解の工程を繰り返し行い、積層膜を形成した。3層目の熱分解処理後に、結晶化熱処理(温度750℃)をRTA(急速熱処理)にて行った。このときPZTの膜厚は240nmであった。この工程を計8回すなわち、合計で24層積層し、膜厚が約2μmの電気−機械変換膜を得た。
次に上部電極を形成した。まず酸化物電極膜として、SrRuO3膜(膜厚40nm)を形成し、さらに、金属電極膜として白金膜(膜厚125nm)をスパッタ成膜した。その後、東京応化社製フォトレジスト(TSMR8800)をスピンコート法で成膜し、通常のフォトリソグラフィーでレジストパターンを形成した後、ICPエッチング装置(サムコ製)を用いて図3に示すようなパターンを作製した。
次に第1の絶縁保護膜として、ALD工法を用いてAl2O3膜を膜厚が50nmになるように成膜した。この際、Alについては、TMA(トリメチルアルミニウム)を、Oについてはオゾンジェネレーターによって発生させたO3を交互に供給、積層させることで、成膜を進めた。
その後、図3に示すように、エッチングによりコンタクトホール33を形成した。
そして、個別電極−個別電極パッド間接続部材34、共通電極−共通電極パッド間接続部材36、個別電極パッド、共通電極パッドとしてAlをスパッタ成膜し、エッチングによりパターニング形成した。
次に、第2の絶縁保護膜としてSi3N4をプラズマCVDにより膜厚が500nmになるように成膜し、その後個別電極パッド、共通電極パッド部に開口部を形成し、電気−機械変換素子を作製した。
この後、図4に示す分極処理装置を用いて、コロナ帯電処理により分極処理を行った。コロナ帯電処理に用いるコロナ電極としては、φ50μmのタングステンのワイヤーを用いている。分極処理の詳細条件、電気−機械変換素子の評価結果を表1に示す。
[実施例2]
電気−機械変換膜を形成する際のPb含有量を変更し、また、これにより電気−機械変換膜の絶縁抵抗を変化させた以外は実施例1と同様にして電気−機械変換素子を形成し、同様に分極処理を行った。結果を表1に示す。
[実施例3]
電気−機械変換膜を形成する際のPb含有量を変更し、また、これにより電気−機械変換膜の絶縁抵抗を変化させた以外は実施例1と同様にして電気−機械変換素子を形成し、同様に分極処理を行った。結果を表1に示す。
[実施例4]
個別電極パッド間の距離を50μmとした点以外は実施例1と同様にして電気−機械変換素子を作製した。
また、上部電極であるSrRuO3膜(膜厚40nm)と、白金膜(膜厚125nm)をスパッタ成膜した直後に分極処理を行い、その後、実施例1と同様にして電気−機械変換素子を作製した。結果を表1に示す。
[実施例5]
個別電極パッド間の距離を50μmとし、電気−機械変換膜を形成する際のPb含有量を変更し、これにより電気−機械変換膜の絶縁抵抗を変化させた以外は実施例1と同様にして電気−機械変換素子を作製した。
また、上部電極であるSrRuO3膜(膜厚40nm)と、白金膜(膜厚125nm)をスパッタ成膜した後、ICPエッチング装置(サムコ製)を用いて図3に示すようなパターンを作製した直後に、分極処理を行った。そしてその後、実施例1と同様にして電気−機械変換素子を作製した。結果を表1に示す。
[実施例6]
電気−機械変換膜を形成する際のPb含有量を変更し、また、これにより電気−機械変換膜の絶縁抵抗を変化させた以外は実施例1と同様にして電気−機械変換素子を形成し、同様に分極処理を行った。結果を表1に示す。
[比較例1]
電気−機械変換膜を形成する際のPb含有量を変更し、また、これにより電気−機械変換膜の絶縁抵抗を変化させた以外は実施例1と同様にして電気−機械変換素子を形成し、同様に分極処理を行った。結果を表1に示す。
実施例1〜5については初期特性、耐久性試験後の結果についても一般的なセラミック焼結体と同等の特性を有しており(圧電定数は−120〜−160pm/V)、特に初期特性と耐久性試験後において大きな性能の変化は見られず安定していることが分かる。
実施例6においては、初期特性が若干劣るものの耐久性試験後においてもその特性に大きな変化はないことが確認できる。
これに対して、比較例1においては耐久性試験後の結果が、初期特性と比較して大きく低下しており、その変化幅が実施例1〜6と比較して大きくなっていることが分かる。
これは、比較例1においては電気−機械変換素子においてリーク電流が生じ、分極処理が十分に行えなかったため、耐久性試験を行った場合に性能が大きく低下したものと考えられる。
実施例1〜6で作製した電気-機械変換素子を用いて、図9の液体吐出ヘッドを作製し液の吐出評価を行った。粘度を5cpに調整したインクを用いて、単純Push波形により−10〜−30Vの印可電圧を加えたときの吐出状況を確認したところ、全てどのノズル孔からも吐出できていることを確認した。