JP6162425B2 - Metal decorative veneer - Google Patents
Metal decorative veneer Download PDFInfo
- Publication number
- JP6162425B2 JP6162425B2 JP2013034106A JP2013034106A JP6162425B2 JP 6162425 B2 JP6162425 B2 JP 6162425B2 JP 2013034106 A JP2013034106 A JP 2013034106A JP 2013034106 A JP2013034106 A JP 2013034106A JP 6162425 B2 JP6162425 B2 JP 6162425B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- resin
- adhesive
- metal vapor
- impregnated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910052751 metal Inorganic materials 0.000 title claims description 17
- 239000002184 metal Substances 0.000 title claims description 17
- 239000000853 adhesive Substances 0.000 claims description 34
- 230000001070 adhesive effect Effects 0.000 claims description 34
- 239000011162 core material Substances 0.000 claims description 10
- 229920005989 resin Polymers 0.000 claims description 10
- 239000011347 resin Substances 0.000 claims description 10
- -1 polyethylene terephthalate Polymers 0.000 claims description 9
- 229920000877 Melamine resin Polymers 0.000 claims description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 6
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 6
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 claims description 5
- 229920001568 phenolic resin Polymers 0.000 claims description 5
- 238000004519 manufacturing process Methods 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 12
- 239000000123 paper Substances 0.000 description 11
- 239000012790 adhesive layer Substances 0.000 description 8
- 238000007740 vapor deposition Methods 0.000 description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 7
- 229910052802 copper Inorganic materials 0.000 description 7
- 239000010949 copper Substances 0.000 description 7
- 238000005470 impregnation Methods 0.000 description 5
- 229920002635 polyurethane Polymers 0.000 description 5
- 239000004814 polyurethane Substances 0.000 description 5
- 239000002985 plastic film Substances 0.000 description 4
- 229920002799 BoPET Polymers 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 229920006255 plastic film Polymers 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000007731 hot pressing Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 239000004115 Sodium Silicate Substances 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000012792 core layer Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- MHCLJIVVJQQNKQ-UHFFFAOYSA-N ethyl carbamate;2-methylprop-2-enoic acid Chemical compound CCOC(N)=O.CC(=C)C(O)=O MHCLJIVVJQQNKQ-UHFFFAOYSA-N 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 125000005641 methacryl group Chemical group 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical compound C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 229910052911 sodium silicate Inorganic materials 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
Landscapes
- Laminated Bodies (AREA)
Description
本発明は金属調化粧板に関する。 The present invention relates to a metallic decorative board.
メラミン化粧板は豊富な色柄と、表面強度、メインテナンス性など優れた特徴を有することから店舗、医療福祉施設など公共施設の家具・什器から住宅家具まで幅広い用途で使用されている。
しかしながら、近年内装デザインの分野においては、益々意匠に関する価値観が多様化し、従来の印刷紙による方法では金属感の表現には限界があった。 However, in recent years, in the field of interior design, values relating to designs have been increasingly diversified, and there has been a limit to the expression of metal feeling with the conventional method using printing paper.
本発明は、ポリエチレンテレフタレートフィルム間に金属蒸着層が形成された金属蒸着フィルムと、接着シートと、コア材が積層され、熱圧一体化してなる金属調化粧板である。 The present invention is a metal-like decorative board in which a metal vapor-deposited film in which a metal vapor-deposited layer is formed between polyethylene terephthalate films, an adhesive sheet, and a core material are laminated and integrated with heat and pressure.
本発明では金属調フィルムを用いることにより、金属板を用いた意匠と同様の金属感を表現でき、フィルムでることから切削加工も容易である。 In the present invention, by using a metal-tone film, a metal feeling similar to that of a design using a metal plate can be expressed, and since it is a film, cutting is easy.
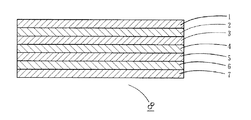
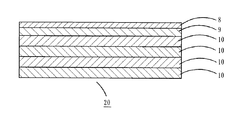
以下、本発明を図面に基づいて詳細に説明する。図1は本発明に係わる金属蒸着フィルムの構成断面図、図2は金属調化粧板の製造方法を示す構成断面図である。 Hereinafter, the present invention will be described in detail with reference to the drawings. FIG. 1 is a structural sectional view of a metal vapor-deposited film according to the present invention, and FIG. 2 is a structural sectional view showing a method for producing a metallic decorative sheet.
図1において、金属蒸着フィルム(8)の構成は、上から順に、紫外線硬化型樹脂層(1)、印刷層(2)、厚み30μmのプラスチックフィルム(3)、接着剤層(4)、厚みが0.0023μmの金属蒸着層(5)、厚みが25μmで透明プラスチックフィルム(6)、接着剤層(7)となっている。 In FIG. 1, the metal vapor deposition film (8) is composed of, in order from the top, an ultraviolet curable resin layer (1), a printing layer (2), a plastic film (3) having a thickness of 30 μm, an adhesive layer (4), and a thickness. Is a metal-deposited layer (5) having a thickness of 0.0023 μm, a transparent plastic film (6) having a thickness of 25 μm, and an adhesive layer (7).
紫外線硬化型樹脂層(1)に用いられる紫外線硬化型樹脂は、分子中にアクリル基又はメタクリル基を有しているものが好ましく、ポリエステルアクリレート、ウレタンアクリレート、エポキシアクリレート、ポリエステルメタクリレート、ウレタンメタクリレート、エポキシメタクリレートなどが挙げられる。 The ultraviolet curable resin used for the ultraviolet curable resin layer (1) preferably has an acrylic group or a methacryl group in the molecule, and is polyester acrylate, urethane acrylate, epoxy acrylate, polyester methacrylate, urethane methacrylate, epoxy. And methacrylate.
接着剤層(4)、(7)には、ゴム系接着剤、合成ゴム系接着剤、変性ゴム系接着剤、ポリ酢酸ビニル樹脂系接着剤、ポリウレタン樹脂系接着剤、ニトロセルロース系接着剤、ポリエステル樹脂系接着剤、尿素樹脂系接着剤、フェノール樹脂系接着剤、メラミン樹脂系接着剤、レゾルシノール系接着剤、ポリビニルアルコール系接着剤、ケイ酸ソーダ系接着剤、エポキシ樹脂系接着剤、シアノアクリル樹脂系接着剤、アクリル樹脂系接着剤、シリコーン樹脂系接着剤、不飽和ポリエステル樹脂系接着剤、エチレン・酢酸ビニル系接着剤、ポリアミド樹脂系接着剤、脂肪族あるいは芳香族ポリウレタン系接着剤、共重合ナイロン系接着剤などが使用されるが、接着強度、耐熱性などからポリウレタン系接着剤が好適に用いられる。本発明では、接着剤層(4)には、ポリウレタン系接着剤を用いている。 The adhesive layers (4) and (7) include rubber adhesives, synthetic rubber adhesives, modified rubber adhesives, polyvinyl acetate resin adhesives, polyurethane resin adhesives, nitrocellulose adhesives, Polyester resin adhesive, urea resin adhesive, phenol resin adhesive, melamine resin adhesive, resorcinol adhesive, polyvinyl alcohol adhesive, sodium silicate adhesive, epoxy resin adhesive, cyanoacryl Resin adhesives, acrylic resin adhesives, silicone resin adhesives, unsaturated polyester resin adhesives, ethylene / vinyl acetate adhesives, polyamide resin adhesives, aliphatic or aromatic polyurethane adhesives, A polymerized nylon adhesive is used, and a polyurethane adhesive is preferably used in view of adhesive strength, heat resistance, and the like. In the present invention, a polyurethane-based adhesive is used for the adhesive layer (4).
基材のフィルム(3)、(6)には、ポリエチレンテレフタレートやポリブチレンテレフタレートなどのポリエステル、ポリエチレンやポリプロピレンなどのポリオレフィン、ナイロン6やナイロン12などのポリアミド、ポリビニルアルコールなどが用いられ、本発明では、耐熱性、引っ張り強度に優れるPET(ポリエチレンテレフタレート)を用いている。 For the base films (3) and (6), polyesters such as polyethylene terephthalate and polybutylene terephthalate, polyolefins such as polyethylene and polypropylene, polyamides such as nylon 6 and nylon 12, and polyvinyl alcohol are used. PET (polyethylene terephthalate) which is excellent in heat resistance and tensile strength is used.
蒸着される金属には、金、銀、銅、すず、インジウム、アルミニウム、ケイ素、クロムやニッケルなどが適用できるが特にこれらに限定はされない。 Gold, silver, copper, tin, indium, aluminum, silicon, chromium, nickel, or the like can be applied to the deposited metal, but is not particularly limited thereto.
接着性シート(9)は化粧板用の熱圧成形後に透明となる含浸紙、具体的には、化粧板用のオーバーレイ原紙にメラミン−ホルムアルデヒド樹脂を含浸し、乾燥したオーバーレイ樹脂含浸紙が適用でき、含浸率は数1で示される算出方法で220〜320%となるように含浸し、乾燥したものが適用できる。
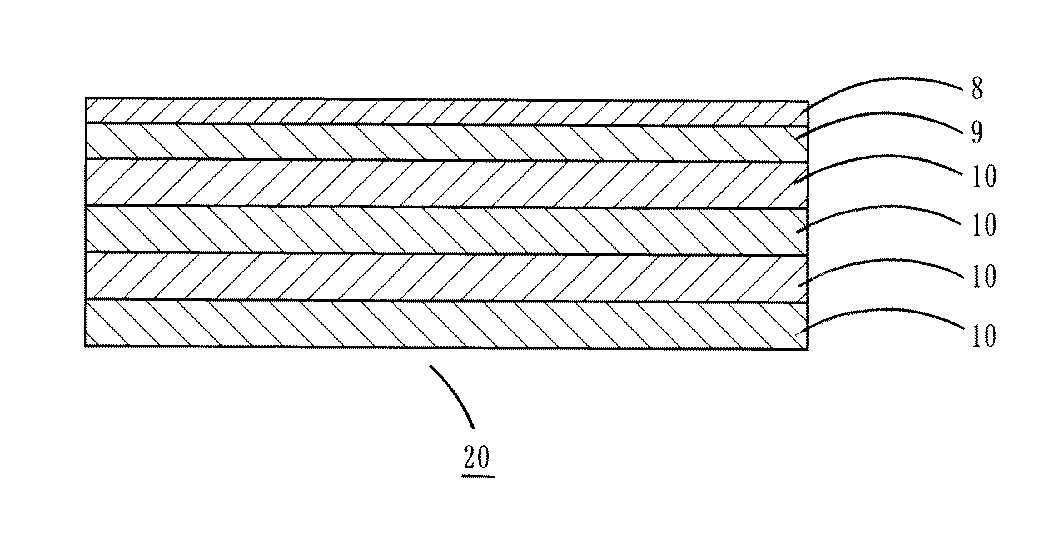
コア材(10)としては化粧板用のコア紙にフェノール−ホルムアルデヒド樹脂を含浸し、乾燥した樹脂含浸コア紙が適用でき、含浸率は数1で示される算出方法で、40〜100%となるように製造する。 As the core material (10), a core paper for decorative board can be impregnated with phenol-formaldehyde resin and dried resin-impregnated core paper can be applied, and the impregnation rate is 40 to 100% by the calculation method represented by Equation 1. To manufacture.
削除
Delete
熱圧成形の条件は、温度125〜160℃、圧力40〜70kg/cm2とする。 The conditions for hot pressing are a temperature of 125 to 160 ° C. and a pressure of 40 to 70 kg / cm 2 .
上から順に、ウレタンアクリレート樹脂層(1)、印刷層(2)、厚み30μmのPETフィルム(3)、ポリウレタン系接着剤層(4)、厚みが0.0023μmの銅蒸着層(5)、厚みが25μmで透明PETフィルム(6)、ポリウレタン系接着剤層(7)とから構成された銅蒸着フィルム(8)を用意した。
26g/m2のオーバーレイ原紙にメラミン−ホルムアルデヒド樹脂を主成分とする樹脂液を含浸率が130%となるように含浸、乾燥して接着性シート(9)を得た。
198g/m2のクラフト紙にフェノール−ホルムアルデヒド樹脂を主成分とする樹脂液を含浸率が53%となるように含浸、乾燥してフェノール樹脂含浸コア紙を得た。
下から順に、コア材(10)としてフェノール樹脂含浸コア紙を4枚、接着性シート(9)紙を1枚、銅蒸着フィルム(8)を1枚積層し、132℃、70kg/cm2の熱圧条件で成形して金属調化粧板を得た。
In order from the top, urethane acrylate resin layer (1), printing layer (2), PET film (3) having a thickness of 30 μm, polyurethane adhesive layer (4), copper deposition layer (5) having a thickness of 0.0023 μm, thickness A copper vapor-deposited film (8) having a thickness of 25 μm and comprising a transparent PET film (6) and a polyurethane adhesive layer (7) was prepared.
A 26 g / m 2 overlay base paper was impregnated with a resin solution containing melamine-formaldehyde resin as a main component so that the impregnation ratio was 130% and dried to obtain an adhesive sheet (9).
A 198 g / m 2 kraft paper was impregnated with a resin liquid mainly composed of phenol-formaldehyde resin so that the impregnation ratio was 53% and dried to obtain a phenol resin-impregnated core paper.
In order from the bottom, four phenol resin-impregnated core papers, one adhesive sheet (9) paper, and one copper vapor-deposited film (8) are laminated as a core material (10), 132 ° C., 70 kg / cm 2 . Molding was performed under hot pressure conditions to obtain a metallic decorative board.
実施例1において、銅蒸着フィルムに代えてアルミニウム蒸着フィルムを用いた以外は同様に実施した。 In Example 1, it implemented similarly except having replaced with the copper vapor deposition film and using the aluminum vapor deposition film.
比較例1
実施例1において、厚みが25μmで透明PETフィルム(6)のない銅蒸着フィルムを用いた以外は同様に実施した。
Comparative Example 1
In Example 1, it implemented similarly except having used the copper vapor deposition film without thickness and 25 micrometers and transparent PET film (6).
比較例2
実施例1において、接着性シート(9)を用いなかった以外は同様に実施した。
Comparative Example 2
In Example 1, it implemented similarly except not using the adhesive sheet (9).
比較例3
実施例1において、銅蒸着フィルムに代えて厚み1mmのステンレス板を用い、接着性シートを用いなかった以外は同様に実施した。
Comparative Example 3
In Example 1, it replaced with the copper vapor deposition film and carried out similarly except having used the 1 mm-thick stainless steel board and not using the adhesive sheet.
評価結果を表1に示す。
評価方法
外観:目視による。欠点なしを○、コア層の地合いを拾い凹凸があるものを×とした。
層間密着性:沸騰水の中に2時間浸漬後、80℃の恒温槽に24時間放置し、金属蒸着フィルム層の剥離が無かったものを○、剥離および亀裂があったものを×とした。
カット性:木工用の刃物で切削しても端部の欠けがなく、問題なきを○、木工用の刃物での切削ができなかったものを×とした。
Evaluation method Appearance: Visually. A mark indicates that there are no defects, and a mark indicates that the core layer is rough and has irregularities.
Interlayer adhesion: after immersion in boiling water for 2 hours, left in a constant temperature bath at 80 ° C. for 24 hours, where there was no peeling of the metal deposited film layer, and ○ where peeling and cracking occurred.
Cutability: No chipping at the end even when cutting with a woodworking tool, o without problem, and x when cutting with a woodworking tool could not be performed.
1 紫外線硬化型樹脂層
2 印刷層
3 プラスチックフィルム
4 接着剤層
5 金属蒸着層
6 プラスチックフィルム
7 接着剤層
8 金属蒸着フィルム
9 接着性シート
10 フェノール樹脂含浸コア紙
20 金属調化粧板
DESCRIPTION OF SYMBOLS 1 UV curable resin layer 2 Printing layer 3 Plastic film 4 Adhesive layer 5 Metal vapor deposition layer 6 Plastic film 7 Adhesive layer 8 Metal vapor deposition film 9
Claims (2)
A metal vapor-deposited film in which a metal vapor-deposited layer is formed between polyethylene terephthalate films, an adhesive sheet impregnated with melamine-formaldehyde resin, and a core material impregnated with phenol-formaldehyde resin are laminated at a temperature of 125 to 160 ° C. A method for producing a metallic decorative plate, which is integrated with heat and pressure at a pressure of 40 to 70 kg / cm 2, and the outermost layer is an ultraviolet curable resin layer.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013034106A JP6162425B2 (en) | 2013-02-25 | 2013-02-25 | Metal decorative veneer |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013034106A JP6162425B2 (en) | 2013-02-25 | 2013-02-25 | Metal decorative veneer |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014162079A JP2014162079A (en) | 2014-09-08 |
| JP6162425B2 true JP6162425B2 (en) | 2017-07-12 |
Family
ID=51613166
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013034106A Active JP6162425B2 (en) | 2013-02-25 | 2013-02-25 | Metal decorative veneer |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6162425B2 (en) |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0178146U (en) * | 1987-11-16 | 1989-05-25 | ||
| JP2868565B2 (en) * | 1990-01-24 | 1999-03-10 | 大日本印刷株式会社 | Manufacturing method of cosmetic materials |
| JPH08118539A (en) * | 1994-10-24 | 1996-05-14 | Dainippon Printing Co Ltd | Metal decorative plate |
| JPH08290542A (en) * | 1995-04-25 | 1996-11-05 | Dainippon Printing Co Ltd | Thermosetting resin decorative board |
| JP2001138469A (en) * | 1999-11-17 | 2001-05-22 | Dainippon Printing Co Ltd | Cosmetic material with wear resistance |
| JP4063644B2 (en) * | 2002-11-27 | 2008-03-19 | 日本プライ株式会社 | Glitter laminated film and glitter molded article |
| JP2008247016A (en) * | 2007-03-30 | 2008-10-16 | Dainippon Printing Co Ltd | Mirror surface decorative sheet and decorative plate using the same |
| JP5346632B2 (en) * | 2009-03-17 | 2013-11-20 | 信越ポリマー株式会社 | Radio wave transmitting decorative film and decorative member using the same |
| JP5054736B2 (en) * | 2009-07-28 | 2012-10-24 | アイカ工業株式会社 | Metal incombustible decorative board |
| JP5527149B2 (en) * | 2010-09-30 | 2014-06-18 | 大日本印刷株式会社 | Decorative sheet for metal plate and decorative metal plate using the same |
| JP2012171329A (en) * | 2011-02-24 | 2012-09-10 | Teijin Dupont Films Japan Ltd | Biaxially-oriented polyethylene film roll and method for forming the same |
| JP5994281B2 (en) * | 2011-02-28 | 2016-09-21 | 東レ株式会社 | Multilayer film for surface decoration, method for producing the same, and surface decoration sheet |
-
2013
- 2013-02-25 JP JP2013034106A patent/JP6162425B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014162079A (en) | 2014-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2389642C (en) | Compound formable decorative laminate | |
| US11130324B2 (en) | Decorative laminates having a textured surface exhibiting a fingerprint proof surface | |
| JP5201173B2 (en) | Surface layer material and melamine decorative board | |
| US11123968B2 (en) | Decorative laminates having a textured surface exhibiting superhydrophobicity, self-cleaning and low adhesion | |
| EP2928693B1 (en) | Decorative laminate | |
| JP2011068066A (en) | Noncombustible decorative sheet | |
| KR20100087703A (en) | Material for kitchen panel, method for production of material for kitchen panel, and kitchen panel | |
| JP6162425B2 (en) | Metal decorative veneer | |
| CN1950219A (en) | Compound formable decorative laminate | |
| JP6331806B2 (en) | Veneer | |
| TWI541145B (en) | Films expressing metallic appearance and method of manufacturing thereof | |
| JP5787134B2 (en) | Incombustible decorative board | |
| JP2012206473A (en) | Decorative panel | |
| JP6592917B2 (en) | Melamine decorative material and method for producing melamine decorative material | |
| JP5488440B2 (en) | Surface layer material and melamine decorative board | |
| JP6627925B2 (en) | Melamine decorative material and method for producing melamine decorative material | |
| JP2017094506A (en) | Method for manufacturing decorative plate | |
| JP2009023243A (en) | Metal decorative plate and its manufacturing method | |
| EP2978602B1 (en) | Composite board | |
| JP2026057090A (en) | Release sheets and decorative materials | |
| JP2015127127A (en) | Melamine decorative material, and method for manufacturing melamine decorative material | |
| WO2014123065A1 (en) | Decorative metal plate | |
| JP2009101672A (en) | Decorative sheet having embossed recess inside | |
| JP2001187439A (en) | Decorative sheet and method for manufacturing decorative sheet | |
| TWM384864U (en) | Glass having metallic interlayer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160916 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160921 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170522 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170615 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6162425 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |