JP6192554B2 - 真空断熱材の製造方法 - Google Patents
真空断熱材の製造方法 Download PDFInfo
- Publication number
- JP6192554B2 JP6192554B2 JP2014018160A JP2014018160A JP6192554B2 JP 6192554 B2 JP6192554 B2 JP 6192554B2 JP 2014018160 A JP2014018160 A JP 2014018160A JP 2014018160 A JP2014018160 A JP 2014018160A JP 6192554 B2 JP6192554 B2 JP 6192554B2
- Authority
- JP
- Japan
- Prior art keywords
- heat insulating
- fiber
- less
- core material
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/06—Arrangements using an air layer or vacuum
- F16L59/065—Arrangements using an air layer or vacuum using vacuum
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D23/00—General constructional features
- F25D23/06—Walls
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2201/00—Insulation
- F25D2201/10—Insulation with respect to heat
- F25D2201/14—Insulation with respect to heat using subatmospheric pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2500/00—Problems to be solved
- F25D2500/02—Geometry problems
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Thermal Insulation (AREA)
Description
また、繊維長1.85mm以下の繊維の重量割合を芯材の11wt%以下にすることによって、繊維長1.85mm以上の繊維が芯材の断熱方向に対して垂直に配向しやすくなり、芯材の断熱方向に配向し断熱性能を悪化させる因子である繊維長1.85mm以下の繊維の影響を最小限に抑えることができる。このため、断熱性能に優れる真空断熱材を得ることができる。
そして、本発明の真空断熱材を冷蔵庫等の断熱箱に適用することによって、製品の断熱効果が上がり、製品の壁の厚みを薄くすることができ、製品の限られたスペースで内容積を大きくすることができる。
本発明の実施形態1に係る真空断熱材は、芯材となる繊維集合体において、繊維長1.85mm以下の繊維(以下、これを「短繊維」という場合もある)の重量割合が、芯材の11wt%以下であり、好ましくは芯材の8wt%以下である。ここで、繊維長1.85mm以下の繊維(短繊維)の重量割合は、次の方法で測定された測定値を意味する。
秤量した繊維100mLをビーカーに入れ、蒸留水50mLを加え超音波洗浄機で5分間拡散させた。その後、繊維が2本以上接触している塊状の繊維を精密ピンセットで1分以内に取り除ける量を全て取り除き、精密ピンセットで摘み取ることのできない残った繊維(短繊維)を濾過して乾燥させた。ろ紙に残った短繊維を秤量し、初期繊維量で割ることで、その重量割合を求めた。
この結果から明らかなように、繊維長1.85mm以下の繊維の重量割合が芯材の11wt%以下の範囲において、熱伝導率は2.0mW/m・K以下でほぼ一定であった。これに対し、繊維長1.85mm以下の繊維の重量割合が芯材の11wt%を超えると、熱伝導率は2.0mW/m・K以上に増加する。
以上の結果より、熱伝導率2.0mW/m・K以下の真空断熱材を構成する繊維長1.85mm以下の繊維の重量割合は、芯材の11wt%以下である。
前記測定方法における短繊維の平均繊維長は、次の方法で求めた。
水中に分散させた数mg程度の短繊維をシャーレ上に数滴滴下し、110℃の高温槽内で水分を蒸発させた。乾燥した繊維を光学顕微鏡(20〜100倍)で観察し、任意の1箇所の繊維20本についてその長さを0.01mm単位まで測定し、この測定を5箇所について行い、合計100本の繊維の長さの平均値をもって平均繊維長とした。
本測定法によって重量割合測定における短繊維の平均繊維長を測定した結果、平均繊維長は0.50mmであり、標準偏差σは0.45mmであることが分った。すなわち、熱伝導率が2.0mW/m・K以下の真空断熱材を構成する芯材は、平均短繊維長+3σである繊維長1.85mm以下の繊維の重量割合が芯材の11wt%以下である。標準偏差σは、データの分布の広がり幅(ばらつき)をみる一つの尺度である。平均短繊維長+3σで求められる繊維長1.85mmを最長とする繊維長の範囲内に、採取した短繊維の長さの全データの99.73%が分布する。
図3は本発明の実施形態1に係る真空断熱材の芯材の平均繊維角度の測定における光学顕微鏡写真であり、図中に測定例を示している。
すなわち、真空断熱材の状態での厚みを保持するため、真空断熱材の外側をエポキシ樹脂で固めた後、真空下で芯材内部にエポキシ樹脂を流し込み、硬化させた。硬化後、真空断熱材の中央部を断熱方向に沿う水平な面で切断し、切断面を研磨し、芯材の断熱方向に対して垂直な面を角度の基準となる水平面(0°)として光学顕微鏡で観察した。繊維断面を全て楕円であると仮定し、切断した断面の周囲幅1mm範囲を除いた任意の1箇所について、画面上の繊維全ての長軸の長さa[μm]、短軸の長さb[μm]、及び長軸と角度の基準となる水平面とのなす角度θ[°]を、それぞれ0.01μm、0.01μmおよび0.01°単位までそれぞれ測定し、測定結果を下式(1)に代入して繊維角度φ[°]を算出し、この測定を2箇所について行い、合計200本の繊維角度φの平均値をもって平均繊維角度とした。ここで、角度θは楕円の長軸と水平面とのなす角度であるのに対して、繊維角度φは楕円の長軸と水平面とのなす角度に、切断面とのなす角度を含めた角度である。

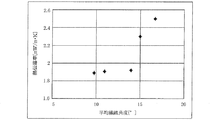
この結果から明らかなように、平均繊維角度が14°以下の範囲において、熱伝導率は2.0mW/m・K以下でほぼ一定であった。これに対し、平均繊維角度が14°を超えると、熱伝導率は2.0mW/m・K以上に増加することが分った。
以上の結果より、熱伝導率2.0mW/m・K以下の真空断熱材を構成する芯材の平均繊維角度は14°以下である。
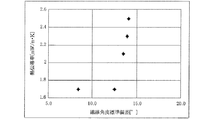
この結果から明らかなように、繊維角度の標準偏差が12°以下の範囲において、熱伝導率は2.0mW/m・K以下でほぼ一定であった。これに対し、12°を超えると、2.0mW/m・K以上に増加することが分った。
以上の結果より、2.0mW/m・K以下の真空断熱材を構成する芯材の繊維角度の標準偏差は12°以下である。
以上の理由から、繊維長1.85mm以下の繊維の重量割合と熱伝導率との関係において、変曲点を有すると考えられる。さらに、平均繊維角度および繊維角度標準偏差と、熱伝導率との関係において、それぞれ変曲点を有することに関しても、同様に考えることができる。
図6において、真空断熱材1は、繊維集合体で構成される芯材2と、芯材2を被覆するガスバリア性の外包材3と、外包材3の内部の水分を吸着して経時劣化を抑制する水分吸着剤4とを備えている。外包材3の内部は、1〜3Pa(パスカル)の真空度に減圧された状態で、開口部が例えばヒートシールの溶着シール部5によって密封されている。
また、プラスチックフィルム上への金属酸化物蒸着の材料は、シリカ、アルミナを用いることができ、特に指定するものではない。
本実施形態の真空断熱材1に使用する芯材2は、例えばバインダーを使用しない乾式法によって製造したガラス繊維集合体で構成される。このガラス繊維集合体で構成される芯材2は、嵩密度が小さく真空断熱材1を製造する際のハンドリング性及び外包材3への挿入性が悪い。そのため、芯材2として取扱うためには加工により嵩密度を大きくする必要がある。
加工装置6は、芯材2を圧縮する圧縮機構7を有する。芯材2は、真空断熱材1として必要な幅と長さにそろえられた上で、加工装置6に設置される。このとき、芯材2の厚みは、真空断熱材1の厚みと比較し10倍以上の厚みを有している。
また、水分吸着剤4は、乾燥工程を経た後に挿入されることに限定されず、乾燥工程の前や、加工装置6で、芯材2とこの芯材2を被覆する外包材3を圧縮する前に挿入されていてもよい。
前記実施形態では、真空断熱材1及びその製造方法について説明してきたが、この真空断熱材1を使用することで、消費電力の小さな冷蔵庫の断熱箱を提供することができる。
図8は本発明の実施形態2に係る断熱箱(本実施形態では冷蔵庫の断熱箱を示す)を示す模式図であり、図中、前述の実施形態1のものに相当する部分には同一符号を付してある。
図8において、断熱箱8は、ABS樹脂で構成される内箱9と、鋼板で構成される外箱10と、内箱9と外箱10との間の空間の片面(内箱9側)に配設された真空断熱材1と、内箱9と外箱10との間の真空断熱材1以外の空間に発泡充填された発泡ウレタン断熱材11とを有している。なお、内箱9及び外箱10は、共通する面にそれぞれ開口部(図示せず)が形成されており、この開口部に開閉扉(図示せず)が設けられている。それ以外の部分は、一般的な冷蔵庫に用いられている断熱箱と違いがないため、図示及び説明を省略する。
Claims (1)
- ガラス繊維の集合体を、荷重制御できる圧縮機構によって0.02〜0.07MPaの圧力で厚み方向に50〜1000回繰り返し圧縮することで、繊維長1.85mm以下の繊維の重量割合が11wt%以下である芯材を作成する工程と、
前記芯材を外包材へ挿入し、前記外包材の内部を予め設定された真空度に減圧する工程と、
前記外包材を減圧された状態で、開口部を密封する工程と
を有することを特徴とする真空断熱材の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014018160A JP6192554B2 (ja) | 2014-02-03 | 2014-02-03 | 真空断熱材の製造方法 |
| PCT/JP2015/050403 WO2015115149A1 (ja) | 2014-02-03 | 2015-01-08 | 真空断熱材、真空断熱材を用いた断熱箱、及び真空断熱材の製造方法 |
| RU2016135626A RU2658725C1 (ru) | 2014-02-03 | 2015-01-08 | Вакуумный теплоизоляционный материал, теплоизоляционный короб, использующий теплоизоляционный материал, и способ производства теплоизоляционного материала |
| SG11201605643YA SG11201605643YA (en) | 2014-02-03 | 2015-01-08 | Vacuum heat insulating material, heat insulating box using vacuum heat insulating material, and manufacturing method of vacuum heat insulating material |
| CN201580006850.5A CN105992902B (zh) | 2014-02-03 | 2015-01-08 | 真空绝热材料的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014018160A JP6192554B2 (ja) | 2014-02-03 | 2014-02-03 | 真空断熱材の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015145696A JP2015145696A (ja) | 2015-08-13 |
| JP2015145696A5 JP2015145696A5 (ja) | 2016-07-07 |
| JP6192554B2 true JP6192554B2 (ja) | 2017-09-06 |
Family
ID=53756727
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014018160A Expired - Fee Related JP6192554B2 (ja) | 2014-02-03 | 2014-02-03 | 真空断熱材の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6192554B2 (ja) |
| CN (1) | CN105992902B (ja) |
| RU (1) | RU2658725C1 (ja) |
| SG (1) | SG11201605643YA (ja) |
| WO (1) | WO2015115149A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2017029727A1 (ja) * | 2015-08-19 | 2018-04-05 | 三菱電機株式会社 | 真空断熱材及び断熱箱 |
| CN109690164A (zh) * | 2016-09-08 | 2019-04-26 | 三菱电机株式会社 | 真空隔热件以及隔热箱 |
| EP3627030A4 (en) * | 2017-05-15 | 2020-04-15 | Panasonic Intellectual Property Management Co., Ltd. | THERMAL INSULATION MATERIAL AND THERMAL INSULATION STRUCTURE USING THE SAME |
| JPWO2019150478A1 (ja) * | 2018-01-31 | 2020-11-19 | 三菱電機株式会社 | 真空断熱材及び断熱箱 |
| WO2023058689A1 (ja) * | 2021-10-08 | 2023-04-13 | 日東電工株式会社 | 断熱材及び断熱材の製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1044290A (ja) * | 1996-08-08 | 1998-02-17 | Mitsubishi Chem Corp | 真空断熱材 |
| DK1091938T3 (da) * | 1998-07-02 | 2011-02-07 | Aventisub Ii Inc | Antihistamin piperidinderivativer og mellemprodukter til fremstilling af disse |
| JP3513143B2 (ja) * | 2002-06-06 | 2004-03-31 | 松下冷機株式会社 | 真空断熱材、および真空断熱材を用いた冷蔵庫 |
| TW593919B (en) * | 2002-05-31 | 2004-06-21 | Matsushita Refrigeration | Vacuum heat insulating material and method for producing the same, and refrigerator using the vacuum heat insulating material |
| JP2004011709A (ja) * | 2002-06-05 | 2004-01-15 | Matsushita Refrig Co Ltd | 真空断熱材及び真空断熱材の製造方法 |
| JP2004308691A (ja) * | 2003-04-02 | 2004-11-04 | Nisshinbo Ind Inc | 真空断熱材及びその製造方法 |
| JP3580315B1 (ja) * | 2004-02-04 | 2004-10-20 | 松下電器産業株式会社 | 真空断熱材とその製造方法、真空断熱材を具備する保温保冷機器、および断熱ボード |
| JP4183657B2 (ja) * | 2004-06-04 | 2008-11-19 | 日立アプライアンス株式会社 | 冷蔵庫 |
| JP2006017169A (ja) * | 2004-06-30 | 2006-01-19 | Asahi Fiber Glass Co Ltd | 真空断熱材、真空断熱材用芯材およびその製造方法 |
| JP4713566B2 (ja) * | 2007-12-28 | 2011-06-29 | シャープ株式会社 | 真空断熱材用芯材、真空断熱材、および、これらの製造方法 |
| JP5169531B2 (ja) * | 2008-06-24 | 2013-03-27 | 三菱電機株式会社 | 真空断熱材 |
| JP5548025B2 (ja) * | 2010-05-10 | 2014-07-16 | 日立アプライアンス株式会社 | 真空断熱材およびこれを用いた冷蔵庫 |
-
2014
- 2014-02-03 JP JP2014018160A patent/JP6192554B2/ja not_active Expired - Fee Related
-
2015
- 2015-01-08 WO PCT/JP2015/050403 patent/WO2015115149A1/ja not_active Ceased
- 2015-01-08 SG SG11201605643YA patent/SG11201605643YA/en unknown
- 2015-01-08 CN CN201580006850.5A patent/CN105992902B/zh not_active Expired - Fee Related
- 2015-01-08 RU RU2016135626A patent/RU2658725C1/ru not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015145696A (ja) | 2015-08-13 |
| RU2658725C1 (ru) | 2018-06-22 |
| WO2015115149A1 (ja) | 2015-08-06 |
| CN105992902A (zh) | 2016-10-05 |
| CN105992902B (zh) | 2018-06-26 |
| SG11201605643YA (en) | 2016-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6192554B2 (ja) | 真空断熱材の製造方法 | |
| CN100387894C (zh) | 真空隔热材料及其制造方法 | |
| CN103391844B (zh) | 包括内袋的真空绝缘材料及其制造方法 | |
| WO2010087039A1 (ja) | 真空断熱材及びこれを備えた断熱箱 | |
| JP6014759B2 (ja) | アニール処理されたバインダレスガラス繊維を含む真空断熱材 | |
| JP2013512396A (ja) | 真空断熱パネル用芯材及びこれを製造する方法 | |
| KR101302474B1 (ko) | 내충격성 및 불연성이 우수한 진공단열재용 봉지부재 | |
| CN103527901A (zh) | 一种非真空型多层柔性绝热被及其制备方法 | |
| CN105546279B (zh) | 真空绝热件以及绝热箱 | |
| JP6726842B2 (ja) | 断熱体 | |
| WO2019171566A1 (ja) | 真空断熱材及び断熱箱 | |
| JP6598715B2 (ja) | 真空断熱パネルおよびその製造方法、ガス吸着パック | |
| EP2985376B1 (en) | Core material for vacuum insulator, comprising organic synthetic fiber, and vacuum insulator containing same | |
| JP7129979B2 (ja) | 真空断熱材の製造方法 | |
| KR101477343B1 (ko) | 진공 단열 패널 제조 방법 및 진공 단열 패널 | |
| JP2015098907A (ja) | 真空断熱材 | |
| WO2018047261A1 (ja) | 真空断熱材及び断熱箱 | |
| JP6793571B2 (ja) | 真空断熱材、それを備えた機器及び真空断熱材の製造方法 | |
| JP7629360B2 (ja) | 真空断熱材および冷蔵庫 | |
| KR102217150B1 (ko) | 진공단열재 | |
| JP6184841B2 (ja) | 真空断熱材およびそれを用いた機器 | |
| TW201934314A (zh) | 真空隔熱材及隔熱箱 | |
| JP2006316988A (ja) | 真空断熱材用芯材、その製造方法および真空断熱材 | |
| WO2021054395A1 (ja) | 真空断熱材 | |
| JP2007040359A (ja) | 真空断熱材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160519 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160519 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20160519 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20160628 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160719 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161101 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170426 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20170508 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170801 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170808 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6192554 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |