JP6222017B2 - 液体用紙容器 - Google Patents
液体用紙容器 Download PDFInfo
- Publication number
- JP6222017B2 JP6222017B2 JP2014181001A JP2014181001A JP6222017B2 JP 6222017 B2 JP6222017 B2 JP 6222017B2 JP 2014181001 A JP2014181001 A JP 2014181001A JP 2014181001 A JP2014181001 A JP 2014181001A JP 6222017 B2 JP6222017 B2 JP 6222017B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- paper container
- liquid paper
- processing
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Cartons (AREA)
Description
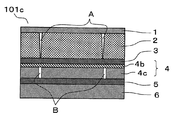
側から内層側に向かって、熱可塑性樹脂層、紙基材、接着樹脂層、バリア層、シーラント層が、順次積層された積層体から構成され、筒状の胴部と、該胴部の上端を塞ぐ頂部と、前記胴部の下端を塞ぐ底部とからなる液体用紙容器であって、
前記紙基材に、あるいは、熱可塑性樹脂層から前記紙基材に渡って、傷加工Aが施され、前記バリア層の基材フィルムに傷加工Bが施され、前記傷加工Bは、前記傷加工Aの設けられた前記積層体の位置と略同一の位置に設けられており、前記接着樹脂層および前記シーラント層を貫通する傷加工が設けられていないことを特徴とする液体用紙容器である。
前記基材フィルムがポリエチレンテレフタレートの延伸フィルムであることを特徴とする請求項1から4のいずれか1項に記載の液体用紙容器である。
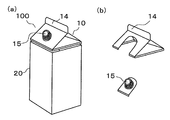
図1は、本発明の液体用紙容器の一例に用いる積層体を模式的に断面で示した説明図、図2は、本発明の液体用紙容器の一例に用いる積層体の他の例を模式的に断面で示した説明図、図3は、本発明の液体用紙容器の一例に用いる積層体の更に他の例を模式的に断面で示した説明図、図4(a)は、本発明の液体用紙容器の一例を模式的に斜視で示した説明図、(b)は、本発明の液体用紙容器の他の例を模式的に斜視で示した説明図である。
リック型(レンガ型)の液体用紙容器や、頂部や底部に頂部材や底部材を設けて、環状脚部などを設けた液体用紙容器であっても良い。また、頂部10に口栓15を設けた口栓付きの液体用紙容器であっても良い。
が連設されていて、折り返し片13、13、13、13は、それぞれ、屋根板11、11に接続するようになっている。更に、屋根板11、11と折り返し片13、13、13、13の上方には、トップシール部14が設けられている。
出しラミネーションにより設け、図1の積層体101aのようにすることもできる。
、底部30を形成する。
ようにしても良い。そして、同様に、減容化して廃棄したり、あるいは、リサイクルにまわしたりすることができる。
バリア層4のアルミナ蒸着ポリエチレンテレフタレートフィルム12μmのポリエチレンテレフタレートの蒸着層4a面と、シーラント層6を、接着層5のドライラミネート用ウレタン系2液硬化型接着剤を介してドライラミネーションによって積層して内装フィルムを作成した。シーラント層6には、直鎖状低密度ポリエチレンの55μmの無延伸フィルムを用いた。
傷加工Aを、図8(d)に示す形状で、長さ5mmの線分の両端が上下差で2mm傾斜するようにした2本の線分を先端側が閉じる方向に上下に並べてこれを水平方向に連続させて傷加工Aとし、これを2列上下に15mm離して設けた。この傷加工Aの形状以外は、実施例1と同様にして、実施例2の液体用紙容器を作成した。
傷加工Aを、図8(e)に示す形状で、長さ5mmの水平方向の線分状の切れ目を、上下に交互に水平位置を1mmずらして並べ、これを2列、上下に15mmの間隔を開けて設けた。この傷加工Aの形状以外は、実施例1と同様にして、実施例3の液体用紙容器を作成した。
バリア層4をアルミニウム箔7μmとポリエチレンテレフタレートフィルム12μmの積層フィルムとし、このポリエチレンテレフタレートフィルムの基材フィルム4c面と、シ
ーラント層6を、接着層5のドライラミネート用ウレタン系2液硬化型接着剤を介してドライラミネーションによって積層して内装フィルムを作成した。
紙基材2に熱可塑性樹脂層1を設ける前に、刃型を設けたロールを用いて半抜き加工で傷加工Aを設け、この傷加工Aを施した面に、熱可塑性樹脂層1をTダイから押し出して設け、しかる後、傷加工Bを設けて、図1のような積層体101aを作成して用いた以外は、実施例1と同様にし、実施例5の液体用紙容器を作成した。
シーラント層6の直鎖状低密度ポリエチレンの厚さを60μmとし、傷加工Aを図8の(a)の直線状とした以外は、実施例1と同様にし、実施例6の液体用紙容器を作成した。
バリア層4として、アルミニウム箔7μmを基材フィルム4cのポリエチレンテレフタレートフィルム12μmに積層したフィルムを用い、傷加工Aを、図11(a)のように、頂部の口栓取り付け部より下の位置に、図8(b)のような、切れ目が8mmでつなぎ部が1mmのミシン目状として、熱可塑性樹脂層1から紙基材2の厚さの3/4まで達するように、2本設けた。
バリア層4のアルミナ蒸着ポリエチレンテレフタレートフィルム12μmのポリエチレンテレフタレートの蒸着層4a面と、シーラント層6を、接着層5のドライラミネート用ウレタン系2液硬化型接着剤を介してドライラミネーションによって積層して内装フィルムを作成した。シーラント層6には、直鎖状低密度ポリエチレンの55μmの無延伸フィルムを用いた。
行った。そして、印刷機で、熱可塑性樹脂層1のコロナ処理面に絵柄となる印刷層を設けた。
傷加工Aおよび傷加工Bを設けなかった以外は、実施例1と同様にして、比較例1の液体用紙容器を作成した。
傷加工Aを設けなかった以外は、実施例1と同様にして、比較例2の液体用紙容器を作成した。
傷加工Bを設けなかった以外は、実施例1と同様にして、比較例3の液体用紙容器を作成した。
刃型を設けたロールを用いて半抜き加工で傷加工Bを設けた以外は、実施例1と同様にして、比較例4の液体用紙容器を作成した。
実施例と比較例について、下記の方法で試験し、比較評価した。
手で解体を行い、開けやすいか、否かを官能で評価した。実施例については、胴部あるいは頂部の貼り合せ部で、傷加工A、Bが上下に2本並んでいる間に指を掛けて行った。比較例については、胴部の貼り合せ部に指を掛けて、同様に行った。
水を充填した実施例と比較例の液体用紙容器を、正立の状態で高さ80cmよりコンクリートの床面に落下させ、液漏れの状態を確認した。
○とした。1つでも漏れのあった場合を、×として評価した。その結果を表1にまとめた。

実施例1と実施例2、及び、実施例4から実施例8の液体用紙容器は、解体性評価でいずれも容易に解体でき、また落下試験でも液漏れを生じたものが無く良好であった。
101a、101b・・・積層体
102・・・ブランク
1・・・熱可塑性樹脂層
2・・・紙基材
3・・・接着樹脂層
4・・・バリア層
4a・・・蒸着層
4b・・・金属箔
4c・・・基材フィルム
5・・・接着層
6・・・シーラント層
A、B、C・・・傷加工
10・・・頂部
11、11・・・屋根板
12、12・・・折り込み片
13、13、13、13・・・折り返し片
14・・・トップシール部
15・・・口栓
16・・・口栓孔
20・・・胴部
21・・・左側面板
22・・・正面板
23・・・右側面板
24・・・背面板
25・・・貼着板
30・・・底部
31、31・・・底板
32、32・・・底部折り込み片
33、33、33、33・・・底部折り返し片
34・・・ボトムシール部
Claims (5)
- 外層側から内層側に向かって、熱可塑性樹脂層、紙基材、接着樹脂層、バリア層、シーラント層が、順次積層された積層体から構成され、筒状の胴部と、該胴部の上端を塞ぐ頂部と、前記胴部の下端を塞ぐ底部とからなる液体用紙容器であって、
前記紙基材に、あるいは、熱可塑性樹脂層から前記紙基材に渡って、傷加工Aが施され、前記バリア層の基材フィルムに傷加工Bが施され、前記傷加工Bは、前記傷加工Aの設けられた前記積層体の位置と略同一の位置に設けられており、前記接着樹脂層および前記シーラント層を貫通する傷加工が設けられていないことを特徴とする液体用紙容器。 - 前記バリア層と前記シーラント層との間に接着層が設けられており、前記接着層を貫通する傷加工が設けられていないことを特徴とする請求項1に記載の液体用紙容器。
- 前記傷加工Aが、前記液体用紙容器の前記胴部、または、前記頂部を略1周するように、周方向に線状に設けられていることを特徴とする請求項1または2に記載の液体用紙容器。
- 前記傷加工Aが、刃型を用いた抜き加工または半抜き加工により設けられ、前記傷加工Bが、レーザーにより設けられていることを特徴とする請求項1から3のいずれか1項に記載の液体用紙容器。
- 前記バリア層が、前記基材フィルムに蒸着層を設けた蒸着フィルム、あるいは、前記基材フィルムに金属箔を積層した積層フィルムであり、
前記基材フィルムがポリエチレンテレフタレートの延伸フィルムであることを特徴とする請求項1から4のいずれか1項に記載の液体用紙容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014181001A JP6222017B2 (ja) | 2014-03-18 | 2014-09-05 | 液体用紙容器 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014054719 | 2014-03-18 | ||
| JP2014054719 | 2014-03-18 | ||
| JP2014181001A JP6222017B2 (ja) | 2014-03-18 | 2014-09-05 | 液体用紙容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015193416A JP2015193416A (ja) | 2015-11-05 |
| JP6222017B2 true JP6222017B2 (ja) | 2017-11-01 |
Family
ID=54432860
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014181001A Active JP6222017B2 (ja) | 2014-03-18 | 2014-09-05 | 液体用紙容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6222017B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2950594B2 (ja) | 1989-09-06 | 1999-09-20 | シルヴアン ジヤツク | 液圧流体用弁を包含するショックアブソーバ |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6834149B2 (ja) * | 2016-03-09 | 2021-02-24 | 大日本印刷株式会社 | 液体用紙容器 |
| JP2017159937A (ja) * | 2016-03-09 | 2017-09-14 | 大日本印刷株式会社 | 液体用紙容器 |
| JP2017159945A (ja) * | 2016-03-10 | 2017-09-14 | 大日本印刷株式会社 | 液体用紙容器 |
| JP6834157B2 (ja) * | 2016-03-17 | 2021-02-24 | 大日本印刷株式会社 | 液体用紙容器 |
| WO2017158650A1 (ja) * | 2016-03-17 | 2017-09-21 | 凸版印刷株式会社 | 包装容器およびその解体方法 |
| JP6686690B2 (ja) * | 2016-05-13 | 2020-04-22 | 大日本印刷株式会社 | 液体収納容器及びその解体方法 |
| JP2017202871A (ja) * | 2016-05-13 | 2017-11-16 | 大日本印刷株式会社 | 紙容器 |
| JP2017202870A (ja) * | 2016-05-13 | 2017-11-16 | 大日本印刷株式会社 | 紙容器 |
| JP6897134B2 (ja) * | 2017-02-09 | 2021-06-30 | 凸版印刷株式会社 | 積層体及び包装容器 |
| JP6897133B2 (ja) * | 2017-02-09 | 2021-06-30 | 凸版印刷株式会社 | 積層体及び包装容器 |
| EP4509421A1 (en) * | 2023-08-18 | 2025-02-19 | Tetra Laval Holdings & Finance S.A. | Packaging material |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56175330U (ja) * | 1980-05-19 | 1981-12-24 | ||
| JPS61200327U (ja) * | 1985-06-04 | 1986-12-15 | ||
| JPS62222835A (ja) * | 1986-03-26 | 1987-09-30 | 十條製紙株式会社 | 液体用紙容器の開口線形成方法 |
| JP3605434B2 (ja) * | 1995-03-15 | 2004-12-22 | 大日本印刷株式会社 | 半固形物用紙容器 |
| JPH092462A (ja) * | 1995-06-19 | 1997-01-07 | Toppan Printing Co Ltd | 開封が容易な液体用紙容器 |
| JP3255075B2 (ja) * | 1997-04-01 | 2002-02-12 | 凸版印刷株式会社 | 液体用紙容器 |
| JP2003312650A (ja) * | 2002-04-25 | 2003-11-06 | Dainippon Printing Co Ltd | 易開封性紙容器 |
| JP6031829B2 (ja) * | 2012-05-30 | 2016-11-24 | 大日本印刷株式会社 | 包装材料及びそれよりなる紙容器 |
| JP6136132B2 (ja) * | 2012-07-11 | 2017-05-31 | 凸版印刷株式会社 | 液体用紙容器 |
-
2014
- 2014-09-05 JP JP2014181001A patent/JP6222017B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2950594B2 (ja) | 1989-09-06 | 1999-09-20 | シルヴアン ジヤツク | 液圧流体用弁を包含するショックアブソーバ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015193416A (ja) | 2015-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6222017B2 (ja) | 液体用紙容器 | |
| JP6428159B2 (ja) | 液体用紙容器 | |
| US10759577B2 (en) | Packaging container | |
| JP6492541B2 (ja) | 液体用紙容器 | |
| JP5622109B2 (ja) | 液体紙容器 | |
| JP6136132B2 (ja) | 液体用紙容器 | |
| JP2016060537A (ja) | 包装容器の解体方法 | |
| JP2017159937A (ja) | 液体用紙容器 | |
| JP6870199B2 (ja) | 液体用紙容器 | |
| JP6655872B2 (ja) | 液体紙容器 | |
| JP6808912B2 (ja) | 液体用紙容器 | |
| JP6428154B2 (ja) | 液体用紙容器 | |
| JP6780228B2 (ja) | 包装容器 | |
| JP2012086864A (ja) | 液体用紙容器 | |
| JP6665451B2 (ja) | 液体用紙容器 | |
| JP6658694B2 (ja) | 液体用紙容器 | |
| JP6627348B2 (ja) | 液体用紙容器 | |
| JP6217712B2 (ja) | 液体用紙容器 | |
| JP6922201B2 (ja) | 包装容器及び包装容器用ブランク | |
| JP6911306B2 (ja) | 包装容器 | |
| JP6123185B2 (ja) | 液体用紙容器 | |
| JP2017159939A (ja) | 液体用紙容器 | |
| JP2018030618A (ja) | 包装容器の解体方法 | |
| JP6065445B2 (ja) | 液体用紙容器 | |
| JP2023045858A (ja) | 味噌収容用容器及び味噌容器形成用樹脂フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151120 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160822 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160906 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161025 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170307 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170425 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170905 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6222017 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |