JP6283617B2 - 熱延ケイ素鋼の製造方法 - Google Patents
熱延ケイ素鋼の製造方法 Download PDFInfo
- Publication number
- JP6283617B2 JP6283617B2 JP2014561247A JP2014561247A JP6283617B2 JP 6283617 B2 JP6283617 B2 JP 6283617B2 JP 2014561247 A JP2014561247 A JP 2014561247A JP 2014561247 A JP2014561247 A JP 2014561247A JP 6283617 B2 JP6283617 B2 JP 6283617B2
- Authority
- JP
- Japan
- Prior art keywords
- silicon steel
- zone
- slab
- heating
- furnace
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1205—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving particular fabrication steps or treatments of ingots or slabs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/14766—Fe-Si based alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving particular fabrication steps or treatments of ingots or slabs
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/041—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing involving a particular fabrication or treatment of ingot or slab
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the working steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0081—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for slabs; for billets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/70—Furnaces for ingots, i.e. soaking pits
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Electromagnetism (AREA)
- Power Engineering (AREA)
- Dispersion Chemistry (AREA)
- Metal Rolling (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
Description
上記予熱帯は下記式(1):

上記均熱帯は下記式(2−1)又は(2−2):
ケイ素鋼のケイ素含量が1.5重量%以上の場合:−10℃≦TS≦30℃ (2−1)
ケイ素鋼のケイ素含量が1.5重量%未満の場合:10℃≦TS≦80℃ (2−2)
(式中、TSは均熱帯での温度上昇量、すなわち、出炉直後のスラブ全体の温度と、加熱帯の終了時のスラブ全体の温度との差(単位:℃)を表す)を満たし、
上記加熱帯での温度上昇量は下記式(3):
加熱帯での温度上昇量={(出炉直後のスラブ全体の温度)−(均熱帯での温度上昇量)}−(予熱帯終了時の温度) (3)
を満たし、
上記予熱帯は、入炉位置から、該入炉位置を起点として炉長の1/6〜1/3離れた位置までの区域を指し、
上記均熱帯は、出炉位置から、該出炉位置を起点として炉長の1/6〜1/3離れた位置までの区域を指し、
上記加熱帯は、上記予熱帯と上記均熱帯との間の部分を指す、
熱延ケイ素鋼の製造方法。
スラブエッジは、空冷の影響を最も強く受けるため、最も温度が低く、圧延されてケイ素鋼の表面側に回り込んで欠陥を形成する。エッジの温度が低いため、回り込んだ部分と周辺組織は変形抵抗が一致せず、したがって圧延延展時にクラックが発生し、さらにその後の圧延工程では溶接不良によって圧延方向に欠陥が形成される。
スラブエッジ部の金属が粗圧延時に二相域となるが、フェライトの変形応力はオーステナイト相の1/4と低く、フェライト相に変形が集中することから、その後の圧延工程において局所変形が増加しやすく、フェライト相が最終的には破断して欠陥が形成される。
スラブのエッジ及び側面における焼け過ぎによる欠陥が鋼板の表面のエッジ部に残存してエッジシーム疵となる。
スラブエッジの酸化物層が除去しにくいため、鋼板の表面のエッジ部に残存してエッジシーム疵となる。
上記加熱工程は加熱炉内で実施する。加熱炉は特に限定されず、例えば、熱延ケイ素鋼の製造方法で通常使用されるウォーキングビーム式加熱炉を採用してもよい。バーナーの種類は、通常のバーナーでも、リジェネレーティブバーナーでもよい。
・上記予熱帯は、入炉位置から、該入炉位置を起点として炉長の1/6〜1/3離れた位置までの区域を指す。
・上記均熱帯は、出炉位置から、該出炉位置を起点として炉長の1/6〜1/3離れた位置までの区域を指す。
・上記加熱帯は、上記予熱帯と上記均熱帯との間の部分を指す。
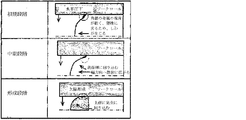
図2に示すようなスラブ断面の温度分布を達成することを目的とする。すなわち、スラブの表面温度、特にスラブのエッジ温度をより高くすることを目的とする。この目的は以下に示すように3つある。
スラブエッジ部の温度がより高いと、粗圧延における成形性が向上し、回り込んだエッジとその周辺組織との展延性の差が小さくなり、欠陥の程度が低減したり、欠陥の発生が回避されたりする。
加熱工程においてスラブエッジ部の温度がより高くなり、粗圧延工程において相変態点以上の温度となる(又は粗圧延の最終パス時に相変態が起こる)ことから、相変態による欠陥が避けられる。
上下表面は温度が高いため変形抵抗がより低いので、圧延時により大きく延展され、回り込んだエッジ部から表面までのマージンが短縮される。実際に製造を行ってこの結果を検証した。図3は、加熱工程を調整して得られた、粗圧延後の凹状側面を有する中間スラブを表す。
ケイ素鋼のケイ素含量が1.5重量%以上の場合:−10℃≦TS≦30℃ (2−1)
ケイ素鋼のケイ素含量が1.5重量%未満の場合:10℃≦TS≦80℃ (2−2)
(式中、TSは均熱帯での温度上昇量、すなわち、出炉時のスラブ全体の温度と、加熱帯の終了時のスラブ全体の温度との差(単位:℃)を表す)を満たす。
本発明中、予熱帯では温度を高くする必要がある。これは、その後の加熱帯で温度が低下するからである。このように、スラブを炉内に保持する時間を延長することなく同じ生産ペースを保つためには、他の炉帯の加熱温度を高くして、スラブの熱吸収に対する加熱帯での温度低下の影響を相殺しなければならない。
加熱帯の温度を低下させることで、スラブエッジ部の焼け過ぎを防止でき、上記原因(3)による線状欠陥を避けることができる。一方、加熱温度が高いと酸化過程が促進され、さらに温度上昇によって酸化物の成分が変性するため、出炉時に層状の鉄皮膜が形成されやすく、該皮膜を除去するのが困難である。したがって、加熱帯での温度を低下させることで、上記原因(4)によるエッジシーム疵も防止できる。
加熱帯でのスラブの温度上昇量={(出炉温度)−(均熱帯での温度上昇量)}−(予熱帯終了時の温度) (3)
(式中、出炉温度は、出炉直後のスラブ全体の温度、すなわち、スラブの目標加熱温度を表し、均熱帯での温度上昇量は、上述の通り、出炉直後のスラブ全体の温度と、加熱帯の終了時のスラブ全体の温度との差(単位:℃)を表し、予熱帯終了時の温度は、予熱帯から出た直後のスラブ全体の温度を表す)を満たす。
本発明中、粗圧延工程における各用語は以下の通り定義される。
本発明においては、垂直ロールによる幅圧下を1〜6パス行い、幅圧下1回当たりの圧下量が10〜40cmである。垂直ロールによる幅圧下を3パス行い、1回当たりの圧下量が30cmであることが好ましい。
本発明においては、水平ロールによる圧下を3〜8パス行い、累積圧下率が70〜90%である。
表面温度が低下し過ぎるのを防ぐために、加熱炉からスラブを抽出してから中間テーブルロールまでの間で、粗圧延域で使用する水のパス数は4パス以下とする。
表面温度が低下し過ぎるのを防ぐために、粗圧延は迅速に進行させるべきである。スラブ全体を出炉した直後の時点から、粗圧延の最終パスが完了する時点までの時間は360秒以内とする。
粗圧延工程においては、必要に応じてSSPを使用してもよい。凹状輪郭を有するSSPモジュールを使用すると、エッジ欠陥とエッジ部との距離を短縮しやすくなる。したがって、その後の工程でのトリミング量を低減して歩留まりを増やすことができる。SSPを使用する場合、その幅圧下量は10〜180cmの範囲にする必要がある。
本発明に係る熱延ケイ素鋼の製造方法においては、熱延ケイ素鋼のエッジ品質を改善するのに仕上圧延工程の改良を必要としないため、仕上圧延工程は特に限定されない。現在、熱延ケイ素鋼の製造方法において通常使用される仕上圧延装置(一般的には5〜7スタンドの4ロール圧延機)を採用してもよい。
本発明の熱延ケイ素鋼は、必要に応じて巻き取って熱延ケイ素鋼コイル、すなわちケイ素鋼ホットコイルとしてもよい。
加熱炉:リジェネレーティブバーナーを備えたウォーキングビーム式加熱炉
スラブサイジングプレス(SSP):入側ガイド板と、入出側ピンチロールと、圧力ロールとを備えたサイジングプレス
粗圧延装置:2スタンド(第1スタンドは垂直ロールを有さない2ロール圧延機であり、第2スタンドは垂直ロールを備える可逆圧延式4ロール圧延機である)
仕上圧延装置:7スタンドの4ロール圧延機
ケイ素鋼スラブA(ケイ素含量:2.1重量%)に対して以下の工程を順次実施することで、熱延ケイ素鋼を製造する。
表1に示す加熱条件に従って実施例1〜2、参考例3、実施例4〜5のスラブをそれぞれ加熱炉に装入し、3段階加熱工程(すなわち予熱帯、加熱帯及び均熱帯)を順次実施した後、出炉する。
表1に従って、幅圧下量、水平圧下量、脱スケール水工程において粗圧延域で使用する水のパス数、及び、粗圧延時間を設定し、加熱工程後のケイ素鋼スラブを粗圧延装置に送給して粗圧延工程を行う。
粗圧延したスラブを仕上圧延装置に送給して仕上圧延工程を行う。
圧延速度:9〜11m/秒
目標厚さ:2.0〜2.6mm
欠陥発生率=(ケイ素鋼の不合格数)/(ケイ素鋼コイルの生産数)×%
実施例1〜2、参考例3、実施例4〜5で使用したケイ素鋼スラブA(ケイ素含量:2.1重量%)を使用するが、粗圧延工程は表2に従って行い、残りの工程は実施例1〜2、参考例3、実施例4〜5と同様に実施して、実施例6〜7、参考例8、実施例9〜10のケイ素鋼を製造する。
ケイ素鋼スラブB(ケイ素含量:0.5重量%)を使用するが、加熱工程は表3に従って行い、残りの工程は実施例1〜2、参考例3、実施例4〜5と同様に実施して、参考例11〜15のケイ素鋼を製造する。実施例1〜2、参考例3、実施例4〜5と同様の方法に従ってエッジ欠陥発生率を評価する。
比較例1〜3ではケイ素鋼スラブA(ケイ素含量:2.1重量%)を使用し、比較例4〜5ではケイ素鋼スラブB(ケイ素含量:0.5重量%)を使用する。比較例1〜5ではそれぞれ、表4に示したパラメータに従って加熱工程と粗圧延工程を実施する以外は、実施例1〜2、参考例3、実施例4〜5と同様にして比較例1〜5のケイ素鋼を製造する。また、実施例1〜2、参考例3、実施例4〜5と同様の方法に従ってエッジ欠陥発生率を評価する。
Claims (6)
- ケイ素鋼スラブに対して加熱工程、粗圧延工程及び仕上圧延工程を実施することを含む熱延ケイ素鋼の製造方法であって、
前記加熱工程は、予熱帯、加熱帯及び均熱帯を有する加熱炉内で実施され、
前記予熱帯は下記式(1):
ケイ素鋼のケイ素含量xが1.5質量%以上、2.1質量%以下であって、前記均熱帯は下記式(2):
10℃≦TS≦30℃ (2)
(式中、TSは均熱帯での温度上昇量、すなわち、出炉直後のスラブ全体の温度と、加熱帯の終了時のスラブ全体の温度との差(単位:℃)を表す)を満たし、
前記加熱帯での温度上昇量は下記式(3):
加熱帯での温度上昇量={(出炉直後のスラブ全体の温度)−(均熱帯での温度上昇量)}−(予熱帯終了時の温度) (3)
を満たし、
前記予熱帯は、入炉位置から、該入炉位置を起点として炉長の1/6〜1/3離れた位置までの区域を指し、
前記均熱帯は、出炉位置から、該出炉位置を起点として炉長の1/6〜1/3離れた位置までの区域を指し、
前記加熱帯は、前記予熱帯と前記均熱帯との間の部分を指す、
熱延ケイ素鋼の製造方法。 - 前記粗圧延工程において垂直ロールによる幅圧下を1〜6パス行う、請求項1に記載の熱延ケイ素鋼の製造方法。
- 前記垂直ロールによる幅圧下1回当たりの圧下量が10〜40cmである、請求項2に記載の熱延ケイ素鋼の製造方法。
- 前記粗圧延工程において水平圧下を3〜8パス行い、累積圧下率が70〜90%である、請求項2に記載の熱延ケイ素鋼の製造方法。
- スラブ全体を出炉した直後の時点から、粗圧延の最終パスが完了する時点までの時間が360秒以内である、請求項2に記載の熱延ケイ素鋼の製造方法。
- 前記粗圧延工程においてスラブサイジングプレスを使用し、その幅圧下量が10〜180cmの範囲である、請求項2に記載の熱延ケイ素鋼の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210065610.0A CN103302104B (zh) | 2012-03-13 | 2012-03-13 | 热轧硅钢的制造方法 |
| CN201210065610.0 | 2012-03-13 | ||
| PCT/CN2012/000401 WO2013134897A1 (zh) | 2012-03-13 | 2012-03-29 | 热轧硅钢的制造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015511533A JP2015511533A (ja) | 2015-04-20 |
| JP6283617B2 true JP6283617B2 (ja) | 2018-02-21 |
Family
ID=49128073
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014561247A Active JP6283617B2 (ja) | 2012-03-13 | 2012-03-29 | 熱延ケイ素鋼の製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9496078B2 (ja) |
| EP (1) | EP2826871B1 (ja) |
| JP (1) | JP6283617B2 (ja) |
| KR (1) | KR101609174B1 (ja) |
| CN (1) | CN103302104B (ja) |
| IN (1) | IN2014MN01793A (ja) |
| MX (1) | MX357221B (ja) |
| RU (1) | RU2591788C2 (ja) |
| WO (1) | WO2013134897A1 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103551398B (zh) * | 2013-11-06 | 2015-09-30 | 北京首钢股份有限公司 | 一种无取向硅钢热轧卷楔形控制方法 |
| CN105200441A (zh) * | 2014-05-30 | 2015-12-30 | 宝山钢铁股份有限公司 | 带氧化物层的热镀产品、其制造方法及其应用 |
| JP6748375B2 (ja) | 2016-10-19 | 2020-09-02 | Jfeスチール株式会社 | Si含有熱延鋼板の脱スケール方法 |
| CN108237148B (zh) * | 2017-10-16 | 2019-10-08 | 首钢集团有限公司 | 一种用于消除目标钢毛刺链缺陷的方法 |
| CN108246812B (zh) * | 2017-12-22 | 2019-06-04 | 包头钢铁(集团)有限责任公司 | 一种热轧钢板边部翘皮的控制方法 |
| CN109513753B (zh) * | 2018-10-10 | 2020-12-11 | 北京首钢股份有限公司 | 测试板坯角部金属流动性的方法 |
| ES2927557T3 (es) | 2019-04-20 | 2022-11-08 | Tata Steel Ijmuiden Bv | Método para producir una tira de acero que contiene silicio de alta resistencia con excelente calidad superficial y dicha tira de acero producida por el mismo |
| CN110055391A (zh) * | 2019-04-24 | 2019-07-26 | 首钢集团有限公司 | 一种消除精冲钢热卷边部裂纹缺陷的方法 |
| CN110180895B (zh) * | 2019-05-28 | 2021-05-14 | 北京首钢股份有限公司 | 一种解决热轧高碳合金钢边部线状缺陷的方法 |
| CN111349778B (zh) * | 2020-03-20 | 2021-12-21 | 首钢京唐钢铁联合有限责任公司 | 一种板坯装炉间距的控制方法及装置 |
| CN111443666B (zh) * | 2020-03-25 | 2022-08-09 | 唐山钢铁集团有限责任公司 | 一种基于数据库模型的钢卷质量判定参数智能跟踪的方法 |
| CN112296102B (zh) * | 2020-09-30 | 2022-08-19 | 首钢集团有限公司 | 无取向硅钢板坯低温加热的控制方法及控制装置 |
| CN112575156A (zh) * | 2020-11-06 | 2021-03-30 | 邢台钢铁有限责任公司 | 一种改善中碳合金钢铸坯偏析的开坯方法 |
| CN112605122B (zh) * | 2020-12-15 | 2023-01-10 | 首钢智新迁安电磁材料有限公司 | 一种改善硅钢热轧板边部质量的加工方法 |
| CN113198866B (zh) * | 2021-05-07 | 2023-03-17 | 新余钢铁股份有限公司 | 一种薄规格中高牌号无取向硅钢酸轧生产工艺 |
| CN113393753B (zh) * | 2021-05-24 | 2022-08-16 | 攀钢集团攀枝花钢钒有限公司 | 钢轨半万能轧制金属流动平面演示控制方法 |
| CN113539653B (zh) * | 2021-09-16 | 2021-12-10 | 西安钢研功能材料股份有限公司 | 一种软磁合金棒材的制备方法 |
| CN114378114B (zh) * | 2021-12-10 | 2024-06-28 | 天津市新天钢钢铁集团有限公司 | 一种利用缺陷连铸坯生产质量优良中厚板的方法 |
| CN114472518B (zh) * | 2021-12-24 | 2023-12-29 | 安阳钢铁股份有限公司 | 一种提高热连轧无取向硅钢厚度精度的方法 |
| CN114535315B (zh) * | 2022-02-08 | 2023-10-20 | 山西太钢不锈钢股份有限公司 | 一种防止高磁感取向硅钢热轧边裂工艺 |
| CN114632818B (zh) * | 2022-03-14 | 2023-12-05 | 安阳钢铁股份有限公司 | 一种减少取向硅钢热轧边裂的工艺方法 |
| CN116851457B (zh) * | 2023-07-13 | 2026-03-27 | 广西钢铁集团有限公司 | 一种控制冷轧镀锌板边部黑线的生产方法 |
| CN121103862A (zh) * | 2025-11-14 | 2025-12-12 | 鞍钢股份有限公司 | 一种改善无取向硅钢热轧边部黑线缺陷的方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4204891A (en) * | 1978-11-27 | 1980-05-27 | Nippon Steel Corporation | Method for preventing the edge crack in a grain oriented silicon steel sheet produced from a continuously cast steel slab |
| JPS61243118A (ja) | 1985-04-18 | 1986-10-29 | Sumitomo Metal Ind Ltd | 2相ステンレス鋼熱間圧延鋼帯の製造方法 |
| DE69324801T2 (de) | 1992-12-28 | 1999-09-16 | Kawasaki Steel Corp., Kobe | Verfahren zur herstellung warmgewalzter siliziumstahlbleche mit hervorragenden oberflächeneigenschaften |
| KR100273094B1 (ko) * | 1996-06-17 | 2000-12-01 | 이구택 | 열연판의 에지크랙을 감소시키는 방향성 전기강판의 슬라브 가열방법 |
| JPH11123404A (ja) * | 1997-10-23 | 1999-05-11 | Nippon Steel Corp | 形鋼製造用矩形鋼片の加熱方法並びに形鋼の粗圧延方法 |
| RU2133283C1 (ru) * | 1998-07-06 | 1999-07-20 | Открытое акционерное общество Верхнесалдинское металлургическое производственное объединение | Способ нагрева слитков |
| KR100419641B1 (ko) * | 1999-04-15 | 2004-02-25 | 주식회사 포스코 | 방향성 전기강판의 열연판 엣지크랙 방지방법 |
| CN1258608C (zh) * | 2003-10-27 | 2006-06-07 | 宝山钢铁股份有限公司 | 冷轧无取向电工钢的制造方法 |
| JP2005152953A (ja) * | 2003-11-26 | 2005-06-16 | Jfe Steel Kk | 高シリコン鋼材の先端反り抑制方法 |
| CN100467625C (zh) * | 2005-10-31 | 2009-03-11 | 宝山钢铁股份有限公司 | 一种生产取向硅钢的方法 |
| CN100535168C (zh) * | 2007-02-16 | 2009-09-02 | 宝山钢铁股份有限公司 | 一种热轧铁素体不锈钢带钢的生产方法 |
| CN101607266A (zh) | 2009-07-20 | 2009-12-23 | 山东泰山钢铁集团有限公司 | 一种适用于炉卷轧机生产铁素体不锈钢热轧钢带的方法 |
| RU2403293C1 (ru) * | 2009-08-03 | 2010-11-10 | Открытое акционерное общество "Новолипецкий металлургический комбинат" | Способ производства анизотропной электротехнической стали |
| CN101947549A (zh) * | 2010-09-10 | 2011-01-19 | 山东泰山钢铁集团有限公司 | 一种抑制节镍奥氏体不锈钢热轧板边裂的生产工艺 |
-
2012
- 2012-03-13 CN CN201210065610.0A patent/CN103302104B/zh active Active
- 2012-03-29 JP JP2014561247A patent/JP6283617B2/ja active Active
- 2012-03-29 US US14/372,689 patent/US9496078B2/en active Active
- 2012-03-29 MX MX2014010516A patent/MX357221B/es active IP Right Grant
- 2012-03-29 EP EP12871183.5A patent/EP2826871B1/en active Active
- 2012-03-29 RU RU2014132737/02A patent/RU2591788C2/ru active
- 2012-03-29 KR KR1020147025196A patent/KR101609174B1/ko active Active
- 2012-03-29 WO PCT/CN2012/000401 patent/WO2013134897A1/zh not_active Ceased
- 2012-03-29 IN IN1793MUN2014 patent/IN2014MN01793A/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| US20150243418A1 (en) | 2015-08-27 |
| CN103302104A (zh) | 2013-09-18 |
| KR101609174B1 (ko) | 2016-04-05 |
| MX2014010516A (es) | 2014-10-14 |
| RU2014132737A (ru) | 2016-05-10 |
| EP2826871A4 (en) | 2015-11-18 |
| KR20140131952A (ko) | 2014-11-14 |
| MX357221B (es) | 2018-06-29 |
| CN103302104B (zh) | 2015-07-22 |
| RU2591788C2 (ru) | 2016-07-20 |
| WO2013134897A1 (zh) | 2013-09-19 |
| EP2826871A1 (en) | 2015-01-21 |
| US9496078B2 (en) | 2016-11-15 |
| EP2826871B1 (en) | 2018-10-17 |
| IN2014MN01793A (ja) | 2015-07-03 |
| JP2015511533A (ja) | 2015-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6283617B2 (ja) | 熱延ケイ素鋼の製造方法 | |
| JP2014521517A (ja) | 熱間圧延中間スラブの頭部および尾部の切断量を減少させるための、連続鋳造スラブの頭部および尾部の形状を予め制御する方法 | |
| JP5811046B2 (ja) | 熱延鋼板の温度むら予測方法、平坦度制御方法、温度むら制御方法、及び、製造方法 | |
| CN101844162B (zh) | 热轧高强钢残余应力消除方法 | |
| JP5220115B2 (ja) | 熱間圧延用チタンスラブ、その溶製方法および圧延方法 | |
| CN109772898B (zh) | 消除热连轧带钢边部翘皮缺陷的方法及该方法生产的带钢 | |
| US9833823B2 (en) | Method for producing a metal strip | |
| WO2001036122A1 (en) | Metal plate flatness controlling method and device | |
| CN104117541A (zh) | 一种热轧马氏体不锈钢带钢横向翘曲控制方法 | |
| CN104148404A (zh) | 一种热轧带钢平直度自动控制方法 | |
| JP2018047483A (ja) | 金属帯の形状制御方法及び形状制御装置 | |
| KR101936008B1 (ko) | 연속 주조 주편과 그 제조 방법 및 제조 장치, 후강판의 제조 방법 및 제조 장치 | |
| JP4923650B2 (ja) | 連続鋳造鋳片の表面割れ防止方法 | |
| JP4890336B2 (ja) | 厚鋼板の製造方法 | |
| JP2008100249A (ja) | 鋼の連続鋳造方法及び連続鋳造設備 | |
| JP2000233266A (ja) | 表面性状の良好な鋼板の製造方法 | |
| JP3704222B2 (ja) | スケール疵防止方法 | |
| TWI784570B (zh) | 連續鑄造方法 | |
| JP2004298888A (ja) | 熱延鋼帯の製造方法および製造装置 | |
| JP3985401B2 (ja) | 鋼板の圧延方法 | |
| JP4964061B2 (ja) | 条鋼線材の冷却制御方法 | |
| JP2025110441A (ja) | 熱延鋼板の製造方法 | |
| JP2004025272A (ja) | 連続鋳造スラブおよびそれを用いた鋼板の製造方法 | |
| JP2004025255A (ja) | ステンレス熱延鋼板の製造方法 | |
| JP5742525B2 (ja) | 熱間ステンレス鋼スラブの幅圧下方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160517 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170414 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170718 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171117 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20171128 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180129 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6283617 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |