JP6283911B2 - ワイプ装置、インクジェット装置、および、ワイプ方法 - Google Patents
ワイプ装置、インクジェット装置、および、ワイプ方法 Download PDFInfo
- Publication number
- JP6283911B2 JP6283911B2 JP2014047546A JP2014047546A JP6283911B2 JP 6283911 B2 JP6283911 B2 JP 6283911B2 JP 2014047546 A JP2014047546 A JP 2014047546A JP 2014047546 A JP2014047546 A JP 2014047546A JP 6283911 B2 JP6283911 B2 JP 6283911B2
- Authority
- JP
- Japan
- Prior art keywords
- gas
- wiping
- nozzle surface
- apex
- wipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17D—PIPE-LINE SYSTEMS; PIPE-LINES
- F17D5/00—Protection or supervision of installations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2/16535—Cleaning of print head nozzles using wiping constructions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2/16552—Cleaning of print head nozzles using cleaning fluids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2/16552—Cleaning of print head nozzles using cleaning fluids
- B41J2002/16555—Air or gas for cleaning
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/0318—Processes
- Y10T137/0402—Cleaning, repairing, or assembling
- Y10T137/0419—Fluid cleaning or flushing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/8593—Systems
- Y10T137/87265—Dividing into parallel flow paths with recombining
- Y10T137/87338—Flow passage with bypass
- Y10T137/87362—Including cleaning, treating, or heat transfer feature
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Ink Jet (AREA)
- Coating Apparatus (AREA)
- Cleaning In General (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
図4は、本発明の実施の形態1のインクジェット装置1を示すブロック図である。
図7は、実施の形態1のワイプ部の口部300とノズルプレート11との配置関係を平面的に示した図である。ここで、口部300は、複数の構成部(ガス噴射孔130、ガス吸引孔150、曲面111のガスを誘導する部分)を含む。
図6に示すように、ガイド部110の曲面111は、ガスの流れに沿った断面で見た場合に、曲率半径112が5mm〜200mmの範囲に含まれるように構成されている。また、曲面111のガス噴射孔130のガスが最初に当たる点と、ガス吸引孔150にガスが吸引される点とを結ぶ弦113の長さは、5mm〜60mmに含まれる。
次に、実施の形態1のワイプ装置を用いたノズルプレート11のワイプ方法について説明する。
図13は、実施の形態2のワイプ部200の断面を示す模式図である。実施の形態1のワイプ部100と同一の構成要素については同一の符号を付与し、説明を省略する。
以下、本開示の概要を、図5〜図13を参照しながら説明する。各部に対応する実施の形態の構成要素の符号を括弧内に示す。
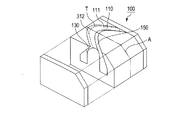
本開示1のワイプ装置は、ノズル面(11a)に沿って相対移動するワイプ部(100)を有するワイプ装置であって、前記ワイプ部(100)は、特定線(T)に沿って隆起部が続く形状の曲面(111)を有し、前記隆起部が前記ノズル面に対向した状態で配置されるガイド部(110)と、前記曲面にガスを噴射するガス噴射孔(130)と、前記ガス噴射孔から噴射されて前記曲面に沿って誘導されたガスを吸引するガス吸引孔(150)と、を具備し、前記隆起部の上端点の集合である前記曲面上の前記特定線(T)が、前記ノズル面と垂直な方向から見て、前記ノズル面のエッジ(U)に対して傾きを有する角度(φ)で交差する、構成を採る。
本開示10のインクジェット装置は、本開示1〜9の何れか一つのワイプ装置を具備するインクジェット装置である。
本開示11のワイプ方法は、本開示1に記載のワイプ装置を用いてインクジェットヘッドのノズル面を清掃するワイプ方法であって、前記ガイド部の前記曲面と前記ノズル面とが対向するように、前記ワイプ部および前記インクジェットヘッドを配置するステップと、前記ガス噴射孔からガスを噴射させ、前記曲面と前記ノズル面との間に一定間隔を保ちながら、前記ワイプ部を前記ノズル面に対して相対移動させ、前記曲面に沿って誘導されたガス流で、前記ノズル面に付着した異物を除去するステップと、を含む。
2 ワイプ装置
3 ワーク搬送装置
4 搬送装置
5 周辺装置
10 インクジェットヘッド
11 ノズルプレート
11a ノズル面
13 ノズル孔
100,200 ワイプ部
110 ガイド部
111 曲面
130 ガス噴射孔
150 ガス吸引孔
300 ワイプ部の口部
312 開口部
501,503 拡散板
T 特定線
U ノズル面のエッジ
U´ ノズル面のエッジ
φ ノズル面のエッジと特定線Tとのなす角度
Claims (12)
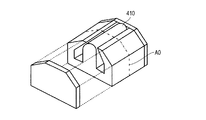
- 断面がU字形状の柱状体であるガイド部と、
前記ガイド部の前記U字形状の頂点を境にして、一方側に位置し、前記U字形状に沿って、前記頂点へガスを噴射するガス噴射孔と、
前記ガイド部の前記U字形状の頂点を境にして、他方側に位置し、前記U字形状に沿って、前記頂点から前記ガスを吸引するガス吸引孔と、を含み、
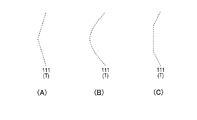
前記U字形状の前記頂点を結んだ特定線が、曲線部を含み、前記特定線の両端部分が、ハの字となっていて、
前記ガス吸引孔の開口面積は、前記ガス噴射孔の開口面積よりも小さい、
ワイプ装置。 - 前記特定線の両端部分の接線を結んだ部位の頂角度は、170度以下である、
請求項1記載のワイプ装置。 - 前記特定線は、曲線、折れ曲がりを有する直線、又は曲線と直線とが混合した線である、 請求項1記載のワイプ装置。
- 前記U字形状の前記柱状体の前記頂点での曲率半径は、5mm〜200mmである、
請求項1記載のワイプ装置。 - 前記ガス噴射孔から前記頂点へのガスの入射角度は、前記U字形状の外向き法線ベクトルを基準にして、30度〜90度である、
請求項1記載のワイプ装置。 - 前記ガス噴射孔の内部のガス流路、又は、前記ガス噴射孔の内部のガス流路と前記ガス吸引孔の内部のガス流路との両方に配置されて、ガス流の分布を変える拡散板、
を更に具備する請求項1記載のワイプ装置。 - ノズル面に沿って相対移動するワイプ部を有するワイプ装置であって、
断面がU字形状の柱状体であるガイド部と、
前記ガイド部の前記U字形状の頂点を境にして、一方側に位置し、前記U字形状に沿って、前記頂点へガスを噴射するガス噴射孔と、
前記ガイド部の前記U字形状の頂点を境にして、他方側に位置し、前記U字形状に沿って、前記頂点から前記ガスを吸引するガス吸引孔と、を含み、
前記U字の頂点を結んだ特定線が、前記ノズル面と垂直な方向から見て、前記ノズル面のエッジに対して傾きを有する角度で交差し、
前記ガス吸引孔の開口面積は、前記ガス噴射孔の開口面積よりも小さい、
ワイプ装置。 - 請求項1〜7の何れか一項に記載のワイプ装置を具備するインクジェット装置。
- 請求項1に記載のワイプ装置を用いてインクジェットヘッドのノズル面を清掃するワイプ方法であって、
前記ガイド部の前記頂点と前記ノズル面とが対向するように、前記ワイプ装置が有し、前記ノズル面に沿って相対移動するワイプ部、および、前記インクジェットヘッドを配置するステップと、
前記ガス噴射孔からガスを噴射させ、前記ガイド部の前記頂点と前記ノズル面との間に一定間隔を保ちながら、前記ワイプ部を前記ノズル面に対して相対移動させ、前記U字形状に沿って誘導されたガス流で、前記ノズル面に付着した異物を除去するステップと、
を含むワイプ方法。 - 請求項7に記載のワイプ装置を用いてインクジェットヘッドのノズル面を清掃するワイプ方法であって、
前記ガイド部の前記頂点と前記ノズル面とが対向するように、前記ワイプ部および前記インクジェットヘッドを配置するステップと、
前記ガス噴射孔からガスを噴射させ、前記ガイド部の前記頂点と前記ノズル面との間に一定間隔を保ちながら、前記ワイプ部を前記ノズル面に対して相対移動させ、前記U字形状に沿って誘導されたガス流で、前記ノズル面に付着した異物を除去するステップと、
を含むワイプ方法。 - 前記ガス噴射孔から噴射されるガスの流速は、15m/sec以上である、
請求項9または10に記載のワイプ方法。 - 前記頂点と前記ノズル面との間隔は、0.2mm〜1.5mmである、
請求項9または10に記載のワイプ方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014047546A JP6283911B2 (ja) | 2013-06-25 | 2014-03-11 | ワイプ装置、インクジェット装置、および、ワイプ方法 |
| KR20140075795A KR20150000829A (ko) | 2013-06-25 | 2014-06-20 | 와이핑 장치, 잉크젯 장치 및 와이핑 방법 |
| US14/313,038 US9080728B2 (en) | 2013-06-25 | 2014-06-24 | Wiping device, ink-jet device, and wiping method |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013132977 | 2013-06-25 | ||
| JP2013132977 | 2013-06-25 | ||
| JP2014047546A JP6283911B2 (ja) | 2013-06-25 | 2014-03-11 | ワイプ装置、インクジェット装置、および、ワイプ方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015027660A JP2015027660A (ja) | 2015-02-12 |
| JP6283911B2 true JP6283911B2 (ja) | 2018-02-28 |
Family
ID=52109909
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014047546A Expired - Fee Related JP6283911B2 (ja) | 2013-06-25 | 2014-03-11 | ワイプ装置、インクジェット装置、および、ワイプ方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9080728B2 (ja) |
| JP (1) | JP6283911B2 (ja) |
| KR (1) | KR20150000829A (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6682198B2 (ja) * | 2015-05-22 | 2020-04-15 | キヤノン株式会社 | 液体吐出装置、インプリント装置および部品の製造方法 |
| DE102016110322A1 (de) * | 2016-06-03 | 2017-12-07 | Khs Gmbh | Reinigungskopf sowie Vorrichtung und Verfahren zur Reinigung von Druckköpfen |
| KR101875715B1 (ko) * | 2017-06-27 | 2018-07-06 | 윤중식 | 필름 이물질 건식 제거 장치 |
| GB201815196D0 (en) | 2018-09-18 | 2018-10-31 | Industrial Inkjet Ltd | Printing apparatus with multi-head cleaning of inkjet printface and method of cleaning thereof |
| KR20200046892A (ko) | 2018-10-26 | 2020-05-07 | 삼성중공업 주식회사 | 선체 블록 마개장치 |
| DE102019104579A1 (de) * | 2019-02-22 | 2020-08-27 | Koenig & Bauer Ag | Druckmaschine |
| JP7370772B2 (ja) | 2019-09-06 | 2023-10-30 | 東芝テック株式会社 | クリーニング装置及び液体吐出記録装置 |
| KR102573601B1 (ko) * | 2020-08-06 | 2023-09-01 | 세메스 주식회사 | 헤드 세정 유닛 및 이를 포함하는 기판 처리 장치 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4970535A (en) * | 1988-09-26 | 1990-11-13 | Tektronix, Inc. | Ink jet print head face cleaner |
| JP4765970B2 (ja) * | 2007-03-22 | 2011-09-07 | ブラザー工業株式会社 | インクジェット記録装置 |
| JP5140641B2 (ja) * | 2009-06-29 | 2013-02-06 | 株式会社荏原製作所 | 基板処理方法及び基板処理装置 |
| JP4904420B2 (ja) * | 2009-09-28 | 2012-03-28 | パナソニック株式会社 | インクジェット用のワイプ装置およびこれを用いたワイプ方法 |
-
2014
- 2014-03-11 JP JP2014047546A patent/JP6283911B2/ja not_active Expired - Fee Related
- 2014-06-20 KR KR20140075795A patent/KR20150000829A/ko not_active Withdrawn
- 2014-06-24 US US14/313,038 patent/US9080728B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| KR20150000829A (ko) | 2015-01-05 |
| US20140373929A1 (en) | 2014-12-25 |
| US9080728B2 (en) | 2015-07-14 |
| JP2015027660A (ja) | 2015-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6283911B2 (ja) | ワイプ装置、インクジェット装置、および、ワイプ方法 | |
| JP4904420B2 (ja) | インクジェット用のワイプ装置およびこれを用いたワイプ方法 | |
| JP5317986B2 (ja) | 液体射出器上の非湿潤性コーティングのパターン及び装置 | |
| JP7014933B2 (ja) | 印刷機械 | |
| JP2012000932A (ja) | インクジェット記録装置 | |
| JP2000062197A (ja) | 描画ヘッド装置及びその清掃装置 | |
| JP6095455B2 (ja) | 液体吐出装置 | |
| US20020062563A1 (en) | Method for processing discharge port of ink jet head, and method for manufacturing ink jet head | |
| CN108297548A (zh) | 记录头和具备记录头的喷墨记录装置 | |
| JP4118794B2 (ja) | インクジェットヘッドワイピング装置、及び配向膜形成装置のインクジェットヘッドワイピング装置 | |
| JP4885307B2 (ja) | 移動ウェブをインクジェット印刷するための方法及び装置 | |
| US9421777B2 (en) | Liquid ejecting apparatus | |
| JPWO2023008166A5 (ja) | ||
| JP4643294B2 (ja) | ヘッドメンテナンス装置 | |
| JP2013115232A (ja) | レジスト塗布装置およびそれに具備される吐出ノズル | |
| JP2001277521A (ja) | 液体噴射記録ヘッドおよび液体噴射記録装置 | |
| JP6634600B2 (ja) | 塗布ヘッドのクリーニング装置とクリーニング方法 | |
| CN201154578Y (zh) | 喷墨设备及其喷墨清洁装置 | |
| WO2016075889A1 (ja) | 液体噴射ヘッド、ラインヘッド、および液体噴射装置 | |
| JP6341803B2 (ja) | 液体吐出ヘッドの回復方法 | |
| US10173430B2 (en) | Printing apparatus and control method | |
| JP2018051982A (ja) | プレート体、液体噴射ヘッド、および液体噴射記録装置 | |
| JP2016083848A (ja) | インクジェット記録装置 | |
| JP2005152706A (ja) | 板状部材の洗浄装置、洗浄方法および処理装置 | |
| JP6308154B2 (ja) | インクジェット記録装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160512 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20160623 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170321 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170323 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170725 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170823 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180116 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6283911 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |