JP6285155B2 - 放熱部材およびその用途 - Google Patents
放熱部材およびその用途 Download PDFInfo
- Publication number
- JP6285155B2 JP6285155B2 JP2013236983A JP2013236983A JP6285155B2 JP 6285155 B2 JP6285155 B2 JP 6285155B2 JP 2013236983 A JP2013236983 A JP 2013236983A JP 2013236983 A JP2013236983 A JP 2013236983A JP 6285155 B2 JP6285155 B2 JP 6285155B2
- Authority
- JP
- Japan
- Prior art keywords
- boron nitride
- sintered body
- resin
- nitride sintered
- impregnated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Cooling Or The Like Of Electrical Apparatus (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
- Ceramic Products (AREA)
- Porous Artificial Stone Or Porous Ceramic Products (AREA)
Description
(1)窒化ホウ素粒子が3次元に結合した窒化ホウ素焼結体30〜90体積%と樹脂70〜10体積%からなり、窒化ホウ素焼結体の気孔率が10〜70%、窒化ホウ素焼結体の窒化ホウ素粒子の平均長径が10μm以上、粉末X線回折法による黒鉛化指数(GI、Graphitization Index)が4.0以下であり、窒化ホウ素焼結体の窒化ホウ素粒子の下式のI.O.P.(The Index of Orientation Performance)による配向度が0.01〜0.05又は20〜100である樹脂含浸窒化ホウ素焼結体の少なくとも片側に0.05〜0.5mmの厚さの熱可塑性樹脂層を有する放熱部材。
I.O.P.は、窒化ホウ素焼結体の高さ方向に平行方向から測定した面のX線回析の(002)回析線と(100)回析線との強度比、および上記焼結体の高さ方向に垂直方向から測定した面のX線回析の(002)回析線と(100)回析線との強度比から下式で算出される。
I.O.P.=(I100/I002)par./(I100/I002)perp.
(2)樹脂含浸窒化ホウ素焼結体の高さ方向から測定したショア硬度が25HS以下である前記(1)に記載の放熱部材。
(3)窒化ホウ素粒子が3次元に結合した窒化ホウ素焼結体の高さ方向に対して窒化ホウ素粒子の100面(a軸)が配向し、その時の窒化ホウ素焼結体の高さ方向より測定した曲げ強さが3〜15MPa、熱伝導率が40〜110W/(m・K)である前記(1)又は(2)に記載の放熱部材。
(4)窒化ホウ素粒子が3次元に結合した窒化ホウ素焼結体の高さ方向に対して窒化ホウ素粒子の002面(c軸)が配向し、その時の窒化ホウ素焼結体の高さ方向より測定した曲げ強さが10〜40MPa、熱伝導率が10〜40W/(m・K)以下である前記(1)又は(2)に記載の放熱部材。
(5)前記(1)〜(4)のいずれか一項に記載の放熱部材を用いた放熱板。
(6)前記(1)〜(4)のいずれか一項に記載の放熱部材を用いたパワーモジュール。
3点曲げ強さ及び熱伝導率が要求特性を満たさない。
窒化ホウ素焼結体中の窒化ホウ素粒子の平均長径が10μm以上である。10μmより小さいと窒化ホウ素焼結体の気孔径が小さくなり樹脂含浸が不完全状態となるために、窒化ホウ素焼結体自身の強度は向上するものの、樹脂による強度増加の効果が小さくなり、樹脂含浸窒化ホウ素焼結体としての強度は低下する。また、鱗片状窒化ホウ素粒子同士の接触点数が増加し、結果として樹脂含浸窒化ホウ素焼結体の熱伝導率が低下する。平均長径の上限については特に制限はないが、鱗片状窒化ホウ素粒子の平均長径を50μm以上にすることは難しく、上限としては、50μm程度が実際的である。
平均長径は、観察の前処理として、窒化ホウ素焼結体を樹脂で包埋後、CP(クロスセクションポリッシャー)法により加工し、試料台に固定した後にオスミウムコーティングを行った。その後、走査型電子顕微鏡、例えば「JSM−6010LA」(日本電子社製)にてSEM像を撮影し、得られた断面の粒子像を画像解析ソフトウェア、例えば「A像くん」(旭化成エンジニアリング社製)に取り込み、測定することができる。この際の画像の倍率は100倍、画像解析の画素数は1510万画素であった。マニュアル測定で、得られた任意の粒子100個の長径を求めその平均値を平均長径とした。窒化ホウ素成形体も同様に測定を行った。
本発明の窒化ホウ素焼結体において、窒化ホウ素粒子が30〜90体積%からなる3次元に結合した組織を有することが樹脂含浸窒化ホウ素焼結体の電気絶縁性及び熱伝導率の観点から望ましい。気孔率は10〜70%の範囲内であることが樹脂含浸窒化ホウ素焼結体の熱伝導率を高める為に好ましい。窒化ホウ素焼結体の気孔率の測定は、窒化ホウ素焼結体の寸法と質量から求めたかさ密度(D)と窒化ホウ素の理論密度(2.28g/cm3)から、下式により求めることができる。窒化ホウ素成形体も同様に測定を行った。
かさ密度(D)=質量/体積
窒化ホウ素焼結体の気孔率=1−(D/2.28)
本発明の窒化ホウ素焼結体において、I.O.P.(The Index of Orientation Performance)で表される配向度が0.01〜0.05又は20〜100である。I.O.P.が0.01〜0.05又は20〜100の範囲以外では、窒化ホウ素焼結体中の窒化ホウ素結晶が無配向状態にあり、樹脂含浸窒化ホウ素焼結体の熱伝導率の異方性が小さくなり、任意の方向に対して優位な熱伝導率を得ることが困難である。配向度は、原料であるアモルファス窒化ホウ素粉末及び六方晶窒化ホウ素粉末粒子の配合量によって制御することができる。
窒化ホウ素結晶のI.O.P.は、窒化ホウ素焼結体の高さ方向に平行方向から測定した面のX線回析の(002)回析線と(100)回析線との強度比、および上記窒化ホウ素焼結体の高さ方向に垂直方向から測定した面のX線回析の(002)回析線と(100)回析線との強度比から、下式で算出される。
I.O.P.=(I100/I002)par./(I100/I002)perp.
I.O.P.=1の場合は、試料中の窒化ホウ素結晶の方向がランダムであることを意味する。I.O.P.が1より小さいということは、窒化ホウ素焼結体中の窒化ホウ素結晶の(100)面、すなわち窒化ホウ素結晶のa軸が、高さ方向と垂直に配向していることを意味し、I.O.P.が1を超えると、窒化ホウ素焼結体中の窒化ホウ素結晶の(100)面、すなわち窒化ホウ素結晶のa軸が、高さ方向と並行に配向していることを意味する。
I.O.P.の測定は、例えば、「D8ADVANCE Super Speed」(ブルカー・エイエックスエス社製)を用いて測定できる。測定は、X線源はCuKα線を用い、管電圧は45kV、管電流は360mAである。
窒化ホウ素成形体も同様に測定を行った。
黒鉛化指数(GI:Graphitization Index)はX線回折図の(100)面、(101)面及び(102)面のピークの積分強度比、すなわち面積比で下式によって求めることができる{J.Thomas,et.al,J.Am.Chem.So
c.84,4619(1962)}。
GI=〔面積{(100)+(101)}〕/〔面積(102)〕
完全に結晶化したものでは、GIは1.60になるとされているが、高結晶性でかつ粒子が十分に成長した鱗片形状の六方晶窒化ホウ素粉末の場合、粒子が配向しやすいためGIはさらに小さくなる。すなわち、GIは鱗片形状の六方晶窒化ホウ素粉末の結晶性の指標であり、この値が小さいほど結晶性が高い。本発明の窒化ホウ素成形体においては、GIは4.0以下が好ましい。GIが4.0より大きいということは、窒化ホウ素一次粒子の結晶性が低いことを意味し、窒化ホウ素焼結体の熱伝導率が低下する。GIは原料である六方晶窒化ホウ素粉末粒子の配合量及び焼成温度によって制御することができる。
GIの測定は、例えば、「D8ADVANCE Super Speed」(ブルカー・エイエックスエス社製)を用いて測定できる。測定の前処理として、窒化ホウ素焼結体をメノウ乳鉢により粉砕し、得られた窒化ホウ素粉末をプレス成型した。X線は、成型体の面内方向の平面の法線に対して、互いに対称となるように照射した。測定時は、X線源はCuKα線を用い、管電圧は45kV、管電流は360mAである。窒化ホウ素成形体も同様に測定を行った。
本発明の樹脂含浸窒化ホウ素焼結体を構成する窒化ホウ素焼結体の強度は、三点曲げ強さを用いた。三点曲げ強さは3〜40MPaが好ましい。三点曲げ強さが3MPaより小さいと、窒化ホウ素粒子同士の3次元の結合面積が少なく、結果として樹脂含浸窒化ホウ素焼結体の熱伝導率が低下する。また、実装時の放熱材の破壊の原因となり、結果として電気絶縁性の低下、信頼性の低下を招く。一方40MPaより大きいと、窒化ホウ素粒子同士の結合面積が大きくなることを意味し、窒化ホウ素焼結体の空隙率が減少する。そのため、樹脂を窒化ホウ素焼結体の内部まで完全に含浸させることが困難となり、結果として樹脂含浸窒化ホウ素焼結体の強度及び電気絶縁性が低下する。曲げ強さは窒化ホウ素焼結体を作製する際の焼成温度及び等方圧加圧する際の圧力によって調整することができる。
窒化ホウ素焼結体の高さ方向に対して窒化ホウ素粒子の100面(a軸)が配向した場合には、窒化ホウ素焼結体の高さ方向より測定した曲げ強さが3〜15MPaであることが、さらに好ましい。窒化ホウ素焼結体の高さ方向に対して窒化ホウ素粒子の002面(c軸)が配向した場合には、窒化ホウ素焼結体の高さ方向より測定した曲げ強さが10〜40MPaであることが、さらに好ましい。
窒化ホウ素焼結体の曲げ強さは、JIS−R1601に従って室温(25℃)条件下で測定した。機器はSHIMAZU社製「オートグラフAG2000D」を用いた。樹脂含浸窒化ホウ素焼結体、窒化ホウ素成形体も同様に測定を行った。
窒化ホウ素焼結体、窒化ホウ素成形体及び樹脂含浸窒化ホウ素焼結体の熱伝導率(H;W/(m・K))は、熱拡散率(A:m2/sec)と密度(B:kg/m3)、比熱容量(C:J/(kg・K))から、H=A×B×Cとして、算出した。熱拡散率は、測定用試料を幅10mm×長さ10mm×厚さ1.0mmに加工し、レーザーフラッシュ法により求めた。測定装置はキセノンフラッシュアナライザ(「LFA447NanoFlash」NETZSCH社製)を用いた。密度はアルキメデス法を用いて求めた。比熱容量は、DSC(「ThermoPlus Evo DSC8230」リガク社製)を用いて求
めた。
本発明の樹脂含浸窒化ホウ素焼結体のショア硬度が25HS以下であることが好ましい。ショア硬度が25HSの値を超えると、樹脂含浸窒化ホウ素焼結体が脆くなり、放熱部材として実装した際に締め付け及び挟み込みの応力による割れの原因となる。また、柔軟性に欠けるため界面抵抗が大きくなり熱抵抗の増大を招く。ショア硬度の測定は、例えば、(島津製作所社製 D型)を用いて測定できる。窒化ホウ素焼結体、窒化ホウ素成形体も同様に測定を行った。
本発明の特徴は、荷重9.8kgf/cm3における熱抵抗が、0.25℃/W以下であることである。熱抵抗が0.25℃/Wを超えると、チップ温度の冷却が不十分となるため好ましくない。自動車用両面放熱パワーモジュールの放熱部材として用いる場合、樹脂含浸窒化ホウ素焼結体の熱抵抗は小さければ小さいほど好ましい。界面熱抵抗が大きいと、レーザーフラッシュ法等により算出した熱伝導率と実装時の熱抵抗に大きな乖離が生じ、実装時の熱伝導率の値が低くなる。更に、従来まで実装時は界面熱抵抗を緩和するために基板との界面に放熱グリースを塗布するが、放熱グリースの存在により熱伝導率の低減が懸念される。本発明では、放熱性に富んだ接着性を有する熱可塑性樹脂層を付与することにより、グレースレスを実現でき且つ熱可塑性樹脂層であるため、ハンドリング性にも長ける。
樹脂含浸窒化ホウ素焼結体の熱抵抗測定は、ASTM−D5470に準拠して測定し、本測定の熱抵抗値はバルクの熱抵抗と接触面の界面熱抵抗を含んだ値となっている。試料サイズは10mm×10mm、厚さ0.3mmを用い、荷重は9.8kgf/cm3の条件下で測定を行った。熱抵抗値は(T:℃/W)は、温度差(D:℃)と電力(E:W)から、T=D/Eとして、算出した。
更に、本発明の窒化ホウ素焼結体、窒化ホウ素成形体においては、その窒化ホウ素純度が95質量%以上であることが好ましい。窒化ホウ素純度は、窒化ホウ素粉末をアルカリ分解後ケルダール法による水蒸気蒸留を行い、留出液中の全窒素を中和適定することによって測定することができる。
窒化ホウ素焼結体の出発原料となる窒化ホウ素粉末の平均粒径は、レーザー回折光散乱法による粒度分布測定において、累積粒度分布の累積値50%の粒径である。粒度分布測定機としては、例えば「MT3300EX」(日機装社製)にて測定することができる。測定に際しては、溶媒には水、分散剤としてはヘキサメタリン酸を用い、前処理として、30秒間、ホモジナイザーを用いて20Wの出力をかけて分散処理させた。水の屈折率には1.33、窒化ホウ素粉末の屈折率については1.80を用いた。一回当たりの測定時間
は30秒である。
本発明の窒化ホウ素焼結体は、1600℃以上で1時間以上焼結させて製造することが好ましい。焼結を行わないと、気孔径が小さく、樹脂の含浸が困難となる。焼結温度が1600℃より低いと、窒化ホウ素の結晶性が十分向上せず、樹脂含浸窒化ホウ素焼結体の熱伝導率が低下する恐れがある。焼結温度の上限については、特に制限はないが、経済性を考慮すると上限としては、2200℃程度が実際的である。また、焼結時間が1時間より小さいと、窒化ホウ素の結晶性が十分向上せず、窒化ホウ素焼結体の熱伝導率が低下する恐れがある。焼結時間の上限については、特に制限はないが、経済性を考慮すると上限としては、30時間程度が実際的である。また、焼結は、窒化ホウ素焼結体の酸化を防止する目的で、窒素又はヘリウム又はアルゴン雰囲気下で行うことが好ましい。
本発明の窒化ホウ素焼結体の焼結工程おいては、300〜600℃までの昇温速度を40℃/分以下とすることが好ましい。昇温速度が40℃/分より大きいと、有機バインダーの急激な分解により窒化ホウ素粒子の焼結性に分布が生じ、特性にバラつきが大きくなり信頼性が低下する恐れがある。昇温速度の上限については、特に制限はないが、経済性を考慮すると下限としては、5℃/分程度が実際的である。
本発明の樹脂含浸窒化ホウ素焼結体について説明する。本発明の樹脂含浸窒化ホウ素焼結体は、窒化ホウ素焼結体に樹脂を含浸し、硬化させ、樹脂含浸窒化ホウ素焼結体を得た後、マルチワイヤーソー等の装置を用い、任意の厚さに切り出した板状の樹脂含浸窒化ホウ素焼結体を用いることにより、好適に製造することができる。マルチワイヤーソー等の加工装置を用いることにより、任意の厚さに対して大量に切り出す事が可能となり、切削後の面粗度も良好な値を示す。また、切り出しの際、樹脂含浸窒化ホウ素焼結体の向きを変えることで任意の方向に対して優位な熱伝導率を有した板状の樹脂含浸窒化ホウ素焼結体を得ることも容易である。
次に、窒化ホウ素焼結体と樹脂との複合方法について説明する。本発明の樹脂含浸窒化ホウ素焼結体は、窒化ホウ素焼結体に樹脂を含浸し、硬化させることで好適に製造することができる。樹脂の含浸は、真空含浸、3〜300MPaでの加圧含浸、室温〜150℃までの加熱含浸又はそれらの組合せの含浸で行うことができる。真空含浸時の圧力は、1000Pa以下が好ましく、100Pa以下が更に好ましい。加圧含浸では、圧力1MPa以下では窒化ホウ素焼結体の内部まで樹脂が十分含浸できず、300MPa以上では設備が大規模になるためコスト的に不利である。樹脂の粘度を低下させることで、窒化ホウ素焼結体の内部まで樹脂を含浸させることができるので、加圧時に30〜300℃に加熱して、樹脂の粘度を低下させることが更に好ましい。
樹脂としては、例えばエポキシ樹脂、シリコーン樹脂、シリコーンゴム、アクリル樹脂、フェノール樹脂、メラミン樹脂、ユリア樹脂、不飽和ポリエステル、フッ素樹脂、ポリイミド、ポリアミドイミド、ポリエーテルイミド等のポリアミド、ポリブチレンテレフタレート、ポリエチレンテレフタレート等のポリエステル、ポリフェニレンエーテル、ポリフェニレンサルファイド、全芳香族ポリエステル、ポリスルホン、液晶ポリマー、ポリエーテルスルホン、ポリカーボネート、マレイミド変性樹脂、ABS樹脂、AAS(アクリロニトリル−アクリルゴム・スチレン)樹脂、AES(アクリロニトリル・エチレン・プロ
ピレン・ジエンゴム−スチレン)樹脂、ポリグリコール酸樹脂、ポリフタルアミド、ポリアセタール等を用いることができる。特にエポキシ樹脂は、耐熱性と銅箔回路への接着強度が優れていることから、プリント配線板の絶縁層として好適である。また、シリコーン樹脂は耐熱性、柔軟性及びヒートシンク等への密着性が優れていることから熱インターフェース材として好適である。これら樹脂、特に熱硬化性樹脂には適宜、硬化剤、無機フィラー、シランカップリング剤、さらには濡れ性やレベリング性の向上及び粘度低下を促進して加熱加圧成形時の欠陥の発生を低減する添加剤を含有することができる。この添加剤としては、例えば、消泡剤、表面調整剤、湿潤分散剤等がある。また、樹脂が、酸化アルミニウム、酸化ケイ素、酸化亜鉛、窒化ケイ素、窒化アルミニウム、水酸化アルミニウムの群から選ばれた1種又は2種以上のセラミックス粉末を含むと一層好ましい。窒化ホウ素粒子間に、セラミックス粒子を充填することができるので、結果として窒化ホウ素樹脂成形体の熱伝導率を向上させることができる。樹脂及びセラミックス粉末含有樹脂は、必要に応じて溶剤で希釈して使用しても良い。溶剤としては、例えば、エタノール及びイソプロパノール等のアルコール類、2−メトキシエタノール、1−メトキシエタノール、2−エトキシエタノール、1−エトキシ−2−プロパノール、2−ブトキシエタノール、2−(2−メトキシエトキシ)エタノール、2−(2−エトキシエトキシ)エタノール及び2−(2−ブトキシエトキシ)エタノール等のエーテルアルコール類、エチレングリコールモノメチルエーテル、エチレングリコールモノブチルエーテル等のグリコールエーテル類、アセトン、メチルエチルケトン、メチルイソブチルケトン及びジイソブチルケトンケトン等のケトン類、トルエン及びキシレン等の炭化水素類が挙げられる。なお、これらの希釈剤は、単独で使用しても、2種以上を混合して使用してもよい。
任意の方向に対して優位な熱伝導率を有した板状の樹脂含浸窒化ホウ素焼結体に対して、可塑性を示す樹脂又は可塑性を示す樹脂と無機充填材を各種コーターやスクリーン印刷等の一般的な製膜装置を用いて塗布し、熱処理等を行って、樹脂含浸窒化ホウ素焼結体の少なくとも片側に熱可塑性樹脂層を設けることができる。また、熱可塑性樹脂層をシート成形した後、樹脂含浸窒化ホウ素焼結体の表面にシート成型した熱可塑性樹脂層を接着することで、熱可塑性樹脂層を設けることができる。場合によっては片側に放熱グリース等の軟質スペーサーを用いても良い。
可塑性を示す樹脂は、温度30〜120℃で軟化する有機成分を含有していることが好ましい。軟化温度が30℃未満では室温状態でも軟化しやすくなって取扱に支障を来し、一方120℃を超えて軟化させるためには非常に高温にする必要があり好ましくない。このような樹脂を例示すれば、ポリエチレン、ポリプロピレン、エチレンーαオレフィン共重合体、エチレンー酢酸ビニル共重合体等の熱可塑性樹脂や、その他常温では固体であり加熱により低粘度の流体になるもの、例えばマイクロクリスタリンワックス、モンタン酸ワックス、モンタン酸エステルワックス等のワックス類、また室温で固体であるパラフィンワックス等が挙げられる。これらの一種又は二種以上、またこれらに適宜流動パラフィンを加える。マトリックスをこのような有機成分で構成することにより、加熱時の流動性を極めて高くすることができ薄化が容易となるため、熱抵抗を減少させることができる。
また熱可塑性樹脂層においては、有機成分として上記のほかに、例えば粘着性を付与するための粘着剤や無機充填材分散性向上のための分散剤、界面活性剤、カップリング剤など、各種添加剤などを適宜用いても良い。
本発明に用いた熱可塑性樹脂層は各種コーターやスクリーン印刷等の一般的な製膜装置を用いる事で、厚さ0.05mm〜0.5mmにシート成形することによって製造することができる。厚さが0.5mmを超えると、低熱抵抗化が困難になる。また0.05mm未満では、発熱性電子部品の凹凸への追従が困難になるため、接触が不十分となり、熱抵抗が増加する。
無機充填材は、窒化アルミニウム粉、アルミナ粉、酸化亜鉛粉、金属アルミニウム粉から選ばれた一種又は二種以上の粉末を用いることが好ましい。酸化亜鉛粉、窒化アルミニウム粉、窒化アルミニウム粉を併用することが更に好ましい。これにより高熱伝導と高充填性、流動性を並立させることができる。またその他に、炭化ケイ素粉、窒化ケイ素粉、窒化ホウ素粉などから選ばれた一種又は二種以上の粉末を、さらに無機系充填材に含有しても良い。
無機充填材は、高熱伝導性を有するものが好ましく、その意味では各種金属粉やセラミックス粉が好ましいが、コストと熱伝導特性、安全性などを考慮すると、耐湿信頼性が高いアルミナ粉、酸化亜鉛粉が特に好ましく、熱伝導性の高い窒化アルミニウム粉が特に好ましい。それ以外の場合、例えば金属アルミニウム粉等の金属粉も使用できるが、その場合熱伝導率は高いものの、金属微粉となることから粉の活性が非常に高くなり、爆発の危険性が高くなるなど取り扱いが難しくなる。
<窒化ホウ素焼結体の作製>
酸素含有量1.5%、窒化ホウ素純度97.6%、平均粒径6.0μmであるアモルファス窒化ホウ素粉末、酸素含有量0.3%、窒化ホウ素純度99.0%、平均粒径18.0μm又は30.0μmである六方晶窒化ホウ素粉末を、ヘンシェルミキサーを用いて混合粉を作製した。そして、この成形用の混合粉末を用いて、5MPaでブロック状にプレス成形した。得られたブロック成形体をバッチ式高周波炉にて窒素流量10L/minで焼結させることで窒化ホウ素焼結体を得た。一部の実験条件においては、焼結前のブロック成形体に対して、冷間等方圧加圧法(CIP)により10〜100MPaの間で加圧処理を行った。これらを表1の試験No.1-1からNo.1-10に示す。なお、No.1-4及びNo.1-10は冷間等方圧加圧法(CIP)の加圧処理を行わなかった。
得られた窒化ホウ素焼結体へ樹脂含浸を行った。窒化ホウ素焼結体及びエポキシ樹脂(「ボンドE205」コニシ社製)と付属の硬化剤の混合物を圧力100Paの真空中で10分間脱気した後、真空下で窒化ホウ素焼結体に注ぎ込み、20分間含浸した。その後、大気圧下で、温度150℃で60分間加熱して樹脂を硬化させ、樹脂含浸窒化ホウ素焼結体を得た。
得られた樹脂含浸窒化ホウ素焼結体の放熱部材としての特性を評価するため、任意の形状にマルチワイヤーソー又はマシニングセンターを用い加工を行った。この際、厚さ方向に対して窒化ホウ素粒子の100面(a軸)もしくは002面(c軸)が配向するように切り出した。また、得られた樹脂含浸窒化ホウ素焼結体を、空気中1000℃で1hr焼成し、樹脂成分を灰化させて窒化ホウ素成型体を得た。窒化ホウ素焼結体と樹脂含浸窒化ホウ素焼結体の評価結果を表1に示す。
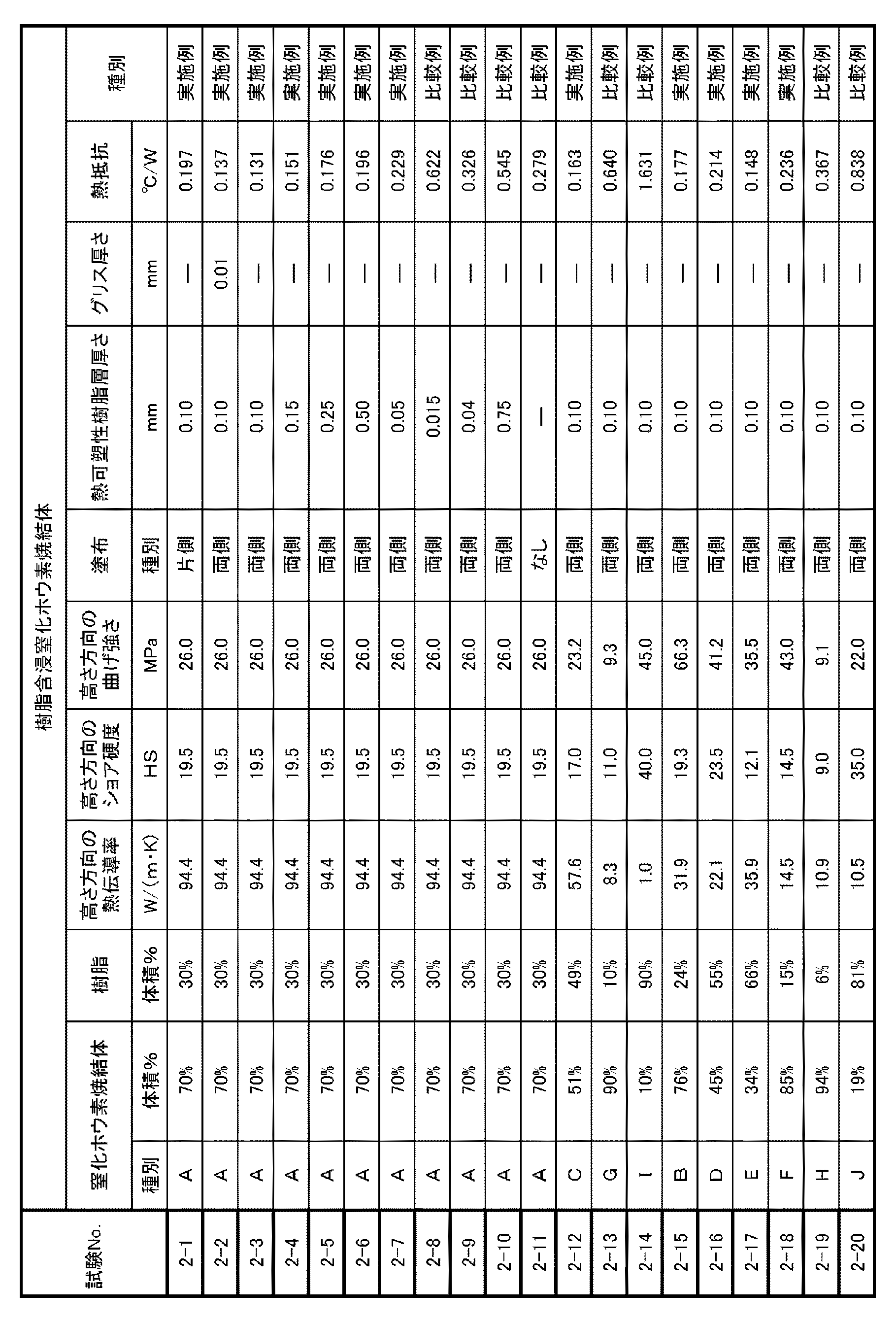
樹脂含浸窒化ホウ素焼結体の片側又は両側に、炭化水素系のコオリゴマーからなる熱可塑性樹脂(「PSX―Pm」Henkel社製)を、テーブルコータ(中外炉工業株式会社製)を用いて各種厚さで塗布し、60℃の熱処理を行うことで、片側又は両側に熱可塑性樹脂層を有する放熱部材を作製した。試験No.2-1は片側のみに熱可塑性樹脂を0.10mm厚さで塗布して、熱可塑性樹脂層を設けた。試験No.2-3〜2-10、2-12〜2-20は、両側に熱可塑性樹脂を各種厚さで塗布して、熱可塑性樹脂層を設けた。
また、試験No.2-2は、両側に塗布を行ったが、片側には熱可塑性樹脂を0.10mm厚さで塗布し、対となる反対側にはグリースを0.01mm厚さで塗布して、放熱部材を作製した。
比較のために、樹脂含浸窒化ホウ素焼結体のみ(熱可塑性樹脂は未塗布)の放熱部材(試験No.2-11)も作製した。これらを表2の試験No.2-1からNo.2-20に示す。
曲げ強さ及び熱伝導率が同じであった。
Claims (7)
- 窒化ホウ素粒子が3次元に結合した窒化ホウ素焼結体30〜85体積%と樹脂70〜15体積%からなり、窒化ホウ素焼結体の気孔率が15〜70%、厚さ方向に対して窒化ホウ素焼結体の窒化ホウ素粒子の002面(c軸)が配向するように樹脂含浸窒化ホウ素焼結体を切り出して観察したときの窒化ホウ素焼結体の窒化ホウ素粒子の平均長径が10μm以上、粉末X線回折法による黒鉛化指数(GI、Graphitization Index)が4.0以下であり、窒化ホウ素焼結体の窒化ホウ素粒子の下式のI.O.P.(The Index of Orientation Performance)による配向度が0.01〜0.05又は20〜100である樹脂含浸窒化ホウ素焼結体の少なくとも片側に0.05〜0.5mmの厚さの熱可塑性樹脂層を有し、
熱抵抗が0.25℃/W以下である放熱部材。
I.O.P.は、窒化ホウ素焼結体の高さ方向(窒化ホウ素焼結体の窒化ホウ素粒子の100面(a軸)が配向している方向又は窒化ホウ素粒子の002面(c軸)が配向している方向)に平行方向から測定した面のX線回析の(002)回析線と(100)回析線との強度比、および上記焼結体の前記高さ方向に垂直方向から測定した面のX線回析の(002)回析線と(100)回析線との強度比から下式で算出される。
I.O.P.=(I100/I002)par./(I100/I002)perp. - 前記窒化ホウ素焼結体の気孔率が33〜70%であり、前記樹脂含浸窒化ホウ素焼結体における窒化ホウ素焼結体の割合が30〜67体積%であり、前記樹脂含浸窒化ホウ素焼結体における樹脂の割合が70〜33体積%である請求項1に記載の放熱部材。
- 樹脂含浸窒化ホウ素焼結体の前記高さ方向から測定したショア硬度が25HS以下である請求項1又は2に記載の放熱部材。
- 窒化ホウ素粒子が3次元に結合した窒化ホウ素焼結体の前記高さ方向に対して窒化ホウ素粒子の100面(a軸)が配向し、その時の窒化ホウ素焼結体の該高さ方向より測定した曲げ強さが3〜15MPa、熱伝導率が40〜110W/(m・K)である請求項1〜3のいずれか一項に記載の放熱部材。
- 窒化ホウ素粒子が3次元に結合した窒化ホウ素焼結体の前記高さ方向に対して窒化ホウ素粒子の002面(c軸)が配向し、その時の窒化ホウ素焼結体の該高さ方向より測定した曲げ強さが10〜40MPa、熱伝導率が10〜40W/(m・K)以下である請求項1〜3のいずれか一項に記載の放熱部材。
- 請求項1〜5のいずれか一項に記載の放熱部材を用いた放熱板。
- 請求項1〜5のいずれか一項に記載の放熱部材を用いたパワーモジュール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013236983A JP6285155B2 (ja) | 2013-11-15 | 2013-11-15 | 放熱部材およびその用途 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013236983A JP6285155B2 (ja) | 2013-11-15 | 2013-11-15 | 放熱部材およびその用途 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015096456A JP2015096456A (ja) | 2015-05-21 |
| JP6285155B2 true JP6285155B2 (ja) | 2018-02-28 |
Family
ID=53373970
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013236983A Active JP6285155B2 (ja) | 2013-11-15 | 2013-11-15 | 放熱部材およびその用途 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6285155B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3035778B1 (en) * | 2013-08-14 | 2018-10-03 | Denka Company Limited | Boron nitride/resin composite circuit board, and circuit board including boron nitride/resin composite integrated with heat radiation plate |
| JP6262522B2 (ja) * | 2013-12-26 | 2018-01-17 | デンカ株式会社 | 樹脂含浸窒化ホウ素焼結体およびその用途 |
| CN109791918B (zh) * | 2016-08-02 | 2023-09-29 | 电化株式会社 | 电路装置的散热结构 |
| KR102438540B1 (ko) * | 2017-03-29 | 2022-08-30 | 덴카 주식회사 | 전열 부재 및 이것을 포함하는 방열 구조체 |
| EP4099378A4 (en) * | 2020-03-31 | 2023-11-08 | Denka Company Limited | SINTERED BOARD BOARD, COMPLEX, METHOD FOR PRODUCING THEREOF AND HEAT DISSIPATION ELEMENT |
| EP4116277A4 (en) * | 2020-03-31 | 2023-12-06 | Denka Company Limited | BORON NITRIDE SINTERED BODY, COMPOSITE, THEIR PRODUCTION PROCESSES AND HEAT DISSIPATION ELEMENT |
| US20230227370A1 (en) * | 2020-05-15 | 2023-07-20 | Denka Company Limited | Composite body and layered body |
| WO2022138401A1 (ja) * | 2020-12-25 | 2022-06-30 | 京セラ株式会社 | インサートおよび切削工具 |
| WO2024204446A1 (ja) * | 2023-03-29 | 2024-10-03 | デンカ株式会社 | 複合体及びその製造方法 |
| KR102737576B1 (ko) * | 2023-07-26 | 2024-12-05 | 윌코 주식회사 | 질화붕소 복합체 및 이를 포함하는 에폭시 복합체 및 그 제조 방법 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0634435B2 (ja) * | 1985-11-27 | 1994-05-02 | イビデン株式会社 | 電子回路用多層基板 |
| JPH05159624A (ja) * | 1991-12-04 | 1993-06-25 | Denki Kagaku Kogyo Kk | 絶縁放熱板 |
| JP2007173338A (ja) * | 2005-12-20 | 2007-07-05 | Mitsubishi Gas Chem Co Inc | 高熱伝導性接着シート及びその使用方法 |
| JP2007191339A (ja) * | 2006-01-18 | 2007-08-02 | Riyuukoku Univ | 六方晶窒化ホウ素焼結体およびその製造方法 |
| JP2008156142A (ja) * | 2006-12-21 | 2008-07-10 | Tokuyama Corp | 窒化アルミニウム焼結体およびその製造方法 |
| JP5666342B2 (ja) * | 2011-02-23 | 2015-02-12 | 電気化学工業株式会社 | ホウ酸メラミンと窒化ホウ素の複合粒子、及びそれを用いた窒化ホウ素粒子の製造方法。 |
-
2013
- 2013-11-15 JP JP2013236983A patent/JP6285155B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015096456A (ja) | 2015-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6351585B2 (ja) | 樹脂含浸窒化ホウ素焼結体およびその用途 | |
| JP6285155B2 (ja) | 放熱部材およびその用途 | |
| JP6262522B2 (ja) | 樹脂含浸窒化ホウ素焼結体およびその用途 | |
| JP6313766B2 (ja) | 窒化ホウ素−樹脂複合体回路基板、窒化ホウ素−樹脂複合体放熱板一体型回路基板 | |
| JP6189822B2 (ja) | 窒化ホウ素樹脂複合体回路基板 | |
| JP6296568B2 (ja) | 窒化ホウ素粉末及びこれを含有する樹脂組成物 | |
| Zhang et al. | Hybrid fillers of hexagonal and cubic boron nitride in epoxy composites for thermal management applications | |
| JP6125273B2 (ja) | 窒化ホウ素成形体、その製造方法及び用途 | |
| CN111492474B (zh) | 绝缘散热片 | |
| JPWO2018181606A1 (ja) | 伝熱部材及びこれを含む放熱構造体 | |
| JP6125282B2 (ja) | 窒化ホウ素複合粉末及びそれを用いた熱硬化性樹脂組成物 | |
| JP2013254880A (ja) | 熱伝導性絶縁シート、金属ベース基板及び回路基板、及びその製造方法 | |
| JP2012253167A (ja) | 熱伝導性絶縁シート、金属ベース基板及び回路基板 | |
| WO2021166370A1 (ja) | 熱伝導性シート及びその製造方法 | |
| JP7598925B2 (ja) | 窒化ホウ素焼結体、複合体及びこれらの製造方法、並びに放熱部材 | |
| JP6884456B1 (ja) | 熱伝導性シート及びその製造方法 | |
| WO2021200973A1 (ja) | 複合体の製造方法 | |
| JP2025085032A (ja) | 複合体及びその製造方法、並びに、接合体、回路基板及びパワーモジュール | |
| WO2021200719A1 (ja) | 窒化ホウ素焼結体、複合体及びこれらの製造方法、並びに放熱部材 | |
| WO2021200971A1 (ja) | 窒化ホウ素焼結体、複合体及びこれらの製造方法、並びに放熱部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160921 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170523 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170525 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170720 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20170720 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20170721 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180123 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6285155 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |