JP6287713B2 - 熱間製管用の潤滑組成物 - Google Patents
熱間製管用の潤滑組成物 Download PDFInfo
- Publication number
- JP6287713B2 JP6287713B2 JP2014183306A JP2014183306A JP6287713B2 JP 6287713 B2 JP6287713 B2 JP 6287713B2 JP 2014183306 A JP2014183306 A JP 2014183306A JP 2014183306 A JP2014183306 A JP 2014183306A JP 6287713 B2 JP6287713 B2 JP 6287713B2
- Authority
- JP
- Japan
- Prior art keywords
- lubricating composition
- rolling
- mass
- mica
- boric acid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Lubricants (AREA)
Description
F1=[マイカ]/([マイカ]+[黒鉛]) (1)
F2=[硼酸]/([マイカ]+[黒鉛]+[硼酸]) (2)
ここで、式(1)及び式(2)中の[マイカ]には、潤滑組成物中のマイカの含有量(質量%)が代入される。[黒鉛]には、潤滑組成物中の黒鉛の含有量(質量%)が代入される。[硼酸]には、潤滑組成物中の硼酸の含有量(質量%)が代入される。
本実施形態の潤滑組成物は、熱間製管に利用され、特に、マンドレルバーを備えたマンドレルミルを用いた延伸圧延に利用される。潤滑組成物は、延伸圧延前のマンドレルバーの表面に塗布される。潤滑組成物は、マイカと、黒鉛と、硼酸と、水とを含有する。
延伸圧延開始時、中空素管の温度は1100〜1250℃程度の高温である。このような高温の中空素管にマンドレルバーが挿入され、延伸圧延が開始される。そのため、このような高温域での延伸圧延中において、優れた潤滑性が求められる。
上述のとおり、延伸圧延における中空素管温度は高温(1100〜1250℃程度)であるため、マンドレルバーには高温域での潤滑性が求められる。一方、延伸圧延後のバーストリッピング開始時の中空素管温度は低く、500〜650℃程度である。バーストリッピング時にもマンドレルバーには潤滑性が求められる。つまり、潤滑組成物は、1100〜1250℃程度といった高温域での潤滑性と、500〜650℃程度の低温域での潤滑性とが求められる。
本明細書において、硼酸は、硼酸及び/又は硼酸化合物を意味する。硼酸は、延伸圧延時において、マイカと反応して潤滑被膜を形成し、延伸圧延時の潤滑性を高める。硼酸化合物はたとえば、アルカリ金属硼酸塩、酸化硼素、硼素を含有する無機系化合物である。アルカリ金属硼酸塩はたとえば、硼酸カリウム、硼酸ナトリウム、硼酸リチウム等である。硼素を含有する無機系化合物はたとえば、硼酸アミン類である。潤滑組成物は、2種以上の硼酸を含有してもよい。
水は、マイカ、黒鉛、及び硼酸塩と混合され、スラリーを形成する。潤滑組成物が水を含有することにより、潤滑組成物はスラリーになる。そのため、延伸圧延前のマンドレルバーの表面に潤滑組成物を均一に塗布しやすい。
本実施形態の潤滑組成物はさらに、式(1)で定義されるF1が30〜80質量%であり、式(2)で定義されるF2が40〜60質量%である。
F1=[マイカ]/([マイカ]+[黒鉛]) (1)
F2=[硼酸]/([マイカ]+[黒鉛]+[硼酸]) (2)
[マイカ]には、潤滑組成物中のマイカの含有量(質量%)が代入される。[黒鉛]には、潤滑組成物中の黒鉛の含有量(質量%)が代入される。[硼酸]には、潤滑組成物中の硼酸含有量(質量%)が代入される。つまり、潤滑組成物に含有される「硼酸」が、狭義の硼酸である場合(つまり、原料として硼酸そのものが使用された場合)、硼酸の含有量が代入される。潤滑組成物の原料として「硼酸化合物」が使用された場合、F2中の[硼酸]には、硼酸化合物の含有量が代入される。
[F1の下限について]
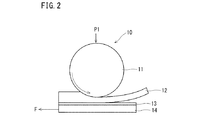
図1は、F1と、延伸圧延時の摩擦係数μ1との関係を示す。図1は次に示す模擬延伸圧延試験により得られた。
摩擦係数μ1=工具材14に掛かる摩擦力F/ロール11を鋼板12に押し付ける荷重P1
図3は、F1とバーストリッピング開始時における摩擦係数μ2との関係を示す図である。図3は次に示す模擬バーストリッピング試験により得られた。
摩擦係数μ2=(T/d)/P
ここで、dはトルクアーム長さである。上記方法で求めた摩擦係数μ2は、バーストリッピング開始時の摩擦係数に相当する。上記試験で得られた摩擦係数μ2に基づいて、図3を作成した。
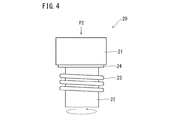
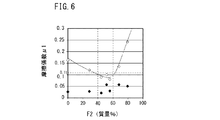
図5は、F2とバーストリッピング開始時における摩擦係数μ2との関係を示す図である。図5は次の試験方法により得られた。
本実施形態の潤滑組成物は、マイカと、黒鉛と、硼酸と、水とともに、他の化合物を含有してもよい。潤滑組成物はたとえば、周知の分散剤を含有してもよい。潤滑組成物はまた、粘着剤を含有してもよい。粘着剤を含有すれば、マンドレルバーの表面との粘着力が高まる。粘着剤はたとえば、有機バインダであり、たとえば、アルカリ系樹脂である。
上述の潤滑組成物の使用方法の一例を説明する。初めに、潤滑組成物を準備する。潤滑組成物をマンドレルバーの表面に塗布する。塗布方法は特に限定されない。たとえば、スプレーにより潤滑組成物を塗布する。塗布後、潤滑組成物を乾燥する。乾燥後のマンドレルバーを、延伸圧延に利用する。

表1に試験結果を示す。表1を参照して、試験番号1〜7の潤滑組成物の成分は適切であり、F1及びF2ともに適切であった。その結果、試験番号1〜7の摩擦係数μ2はいずれも0.5以下であり、バーストリッピング時における優れた潤滑性を示した。さらに、試験番号1〜7の2パス目の摩擦係数μ1はいずれも0.11以下であり、延伸圧延時における優れた潤滑性を示した。
Claims (1)
- 熱間製管用の潤滑組成物であって、
マイカと、
黒鉛と、
硼酸と、
水とを含有し、
式(1)で定義されるF1が30〜80質量%であり、式(2)で定義されるF2が40〜56質量%である、潤滑組成物。
F1=[マイカ]/([マイカ]+[黒鉛]) (1)
F2=[硼酸]/([マイカ]+[黒鉛]+[硼酸]) (2)
ここで、式(1)及び/又は式(2)中の[マイカ]には、前記潤滑組成物中の前記マイカの質量%での含有量が代入される。[黒鉛]には、前記潤滑組成物中の前記黒鉛の質量%での含有量が代入される。[硼酸]には、前記潤滑組成物中の前記硼酸の質量%での含有量が代入される。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014183306A JP6287713B2 (ja) | 2014-09-09 | 2014-09-09 | 熱間製管用の潤滑組成物 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014183306A JP6287713B2 (ja) | 2014-09-09 | 2014-09-09 | 熱間製管用の潤滑組成物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016056273A JP2016056273A (ja) | 2016-04-21 |
| JP6287713B2 true JP6287713B2 (ja) | 2018-03-07 |
Family
ID=55757670
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014183306A Active JP6287713B2 (ja) | 2014-09-09 | 2014-09-09 | 熱間製管用の潤滑組成物 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6287713B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4628565A4 (en) * | 2022-11-28 | 2026-03-11 | Nippon Steel Corp | LUBRICANT COMPOSITION AND METHOD FOR MANUFACTURING SEAMLESS METAL PIPES USING IT |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2910592B2 (ja) * | 1994-12-13 | 1999-06-23 | 住友金属工業株式会社 | 熱間加工用潤滑剤組成物 |
| WO2005056740A1 (ja) * | 2003-12-10 | 2005-06-23 | Sumitomo Metal Industries, Ltd. | 熱間塑性加工用潤滑剤組成物 |
| JP2006188637A (ja) * | 2005-01-07 | 2006-07-20 | Topy Ind Ltd | 熱間塑性加工用潤滑剤 |
| CN101208160B (zh) * | 2005-03-31 | 2010-05-19 | 住友金属工业株式会社 | 无缝管的制造方法 |
| JP5392134B2 (ja) * | 2010-02-15 | 2014-01-22 | 新日鐵住金株式会社 | 熱間圧延工具用潤滑剤および熱間継目無管製造用マンドレルバーの表面処理方法 |
-
2014
- 2014-09-09 JP JP2014183306A patent/JP6287713B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016056273A (ja) | 2016-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101448923B (zh) | 热塑性加工用润滑剂组成物及使用其的热塑性加工方法 | |
| JP6287713B2 (ja) | 熱間製管用の潤滑組成物 | |
| JP4705096B2 (ja) | 継目無管の製造方法 | |
| JP4458167B2 (ja) | 熱間塑性加工用潤滑剤を用いる継目無管製造における外面潤滑方法 | |
| JP2910592B2 (ja) | 熱間加工用潤滑剤組成物 | |
| CN102814348A (zh) | 一种钛合金管材减壁拉拔用润滑剂及其使用方法 | |
| CN101573191A (zh) | 对芯棒涂布润滑剂的方法、对芯棒的润滑剂的膜厚控制的方法以及无缝钢管的制造方法 | |
| JP5392134B2 (ja) | 熱間圧延工具用潤滑剤および熱間継目無管製造用マンドレルバーの表面処理方法 | |
| JP5691937B2 (ja) | 継目無鋼管穿孔圧延用工具の使用方法 | |
| JP5799667B2 (ja) | 穿孔圧延用工具の表面保護剤 | |
| CN101405377B (zh) | 热塑性加工用润滑剂以及热加工粉末润滑剂组合物 | |
| JPH05171165A (ja) | 継目無金属管の熱間圧延用潤滑剤 | |
| CN104364413B (zh) | 穿轧用芯棒的制造方法 | |
| CN100575468C (zh) | 无缝钢管加工润滑剂组合物 | |
| JP5142232B2 (ja) | 継目無鋼管の製造方法 | |
| JP4789930B2 (ja) | 鋼の熱間塑性加工用焼付き防止剤 | |
| JPH10121088A (ja) | 金属の高温加工用潤滑剤組成物およびその使用方法 | |
| JPWO2012096149A1 (ja) | 継目無金属管の熱間圧延用潤滑剤 | |
| JP6241472B2 (ja) | 内面品質に優れた継目無鋼管の製造方法 | |
| JPH11166188A (ja) | 熱間金属加工用潤滑剤 | |
| JP5565533B1 (ja) | 粉体潤滑剤組成物、及び継目無鋼管の製造方法 | |
| WO2024116556A1 (ja) | 潤滑剤組成物、及び、これを用いた継目無金属管の製造方法 | |
| JP2002338984A (ja) | 熱間粉体潤滑剤組成物 | |
| JPS60108497A (ja) | 継目無鋼管製造用固体潤滑剤 | |
| JPS63119924A (ja) | 鋼材熱間加工時の焼付防止方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170510 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171024 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180122 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6287713 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |