JP6287929B2 - レーザ加工データ作成装置 - Google Patents
レーザ加工データ作成装置 Download PDFInfo
- Publication number
- JP6287929B2 JP6287929B2 JP2015069682A JP2015069682A JP6287929B2 JP 6287929 B2 JP6287929 B2 JP 6287929B2 JP 2015069682 A JP2015069682 A JP 2015069682A JP 2015069682 A JP2015069682 A JP 2015069682A JP 6287929 B2 JP6287929 B2 JP 6287929B2
- Authority
- JP
- Japan
- Prior art keywords
- laser
- information
- laser processing
- coating layer
- core wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000012545 processing Methods 0.000 title claims description 300
- 239000011247 coating layer Substances 0.000 claims description 195
- 239000000463 material Substances 0.000 claims description 101
- 230000008569 process Effects 0.000 claims description 65
- 238000000034 method Methods 0.000 claims description 62
- 239000004020 conductor Substances 0.000 claims description 61
- 238000003754 machining Methods 0.000 claims description 53
- 238000012937 correction Methods 0.000 claims description 26
- 239000000470 constituent Substances 0.000 claims description 25
- 238000009826 distribution Methods 0.000 claims description 14
- 230000001678 irradiating effect Effects 0.000 claims description 11
- 238000010521 absorption reaction Methods 0.000 claims description 7
- 230000007423 decrease Effects 0.000 claims description 2
- 239000011295 pitch Substances 0.000 claims 6
- 230000003247 decreasing effect Effects 0.000 claims 2
- 238000005086 pumping Methods 0.000 description 26
- 239000004065 semiconductor Substances 0.000 description 24
- 230000003287 optical effect Effects 0.000 description 23
- 239000010410 layer Substances 0.000 description 21
- 239000004973 liquid crystal related substance Substances 0.000 description 12
- 238000002844 melting Methods 0.000 description 11
- 230000008018 melting Effects 0.000 description 11
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 10
- 238000001816 cooling Methods 0.000 description 9
- 230000005284 excitation Effects 0.000 description 7
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 7
- 230000002093 peripheral effect Effects 0.000 description 7
- 239000013078 crystal Substances 0.000 description 6
- 239000013307 optical fiber Substances 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 230000010355 oscillation Effects 0.000 description 5
- 230000000704 physical effect Effects 0.000 description 4
- 230000004075 alteration Effects 0.000 description 3
- 230000001276 controlling effect Effects 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 229910019655 synthetic inorganic crystalline material Inorganic materials 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- 229910001218 Gallium arsenide Inorganic materials 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 229910009372 YVO4 Inorganic materials 0.000 description 1
- JNDMLEXHDPKVFC-UHFFFAOYSA-N aluminum;oxygen(2-);yttrium(3+) Chemical compound [O-2].[O-2].[O-2].[Al+3].[Y+3] JNDMLEXHDPKVFC-UHFFFAOYSA-N 0.000 description 1
- 230000007175 bidirectional communication Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000006854 communication Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- UIWYJDYFSGRHKR-UHFFFAOYSA-N gadolinium atom Chemical compound [Gd] UIWYJDYFSGRHKR-UHFFFAOYSA-N 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- QWVYNEUUYROOSZ-UHFFFAOYSA-N trioxido(oxo)vanadium;yttrium(3+) Chemical compound [Y+3].[O-][V]([O-])([O-])=O QWVYNEUUYROOSZ-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- LSGOVYNHVSXFFJ-UHFFFAOYSA-N vanadate(3-) Chemical compound [O-][V]([O-])([O-])=O LSGOVYNHVSXFFJ-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910019901 yttrium aluminum garnet Inorganic materials 0.000 description 1
Images











Landscapes
- Laser Beam Processing (AREA)
Description
当該レーザ加工データ作成装置によれば、レーザ加工装置に第1工程を実行させることで、導体における芯線と被覆層の間の界面を起点として、溶融や脆化等の変質を発生させ、被覆層を膨張させるなどして芯線表面から離間しやすくできる。更に、レーザ加工装置に第2工程を実行させることで、溶融や脆化の変質によって芯線表面から離間しやすくされた被覆層を、レーザ光の第2走査によって、効率よく飛散させることができ、もって、レーザ加工装置に、導線から被覆層を除去させることができる。そして、当該レーザ加工データ作成装置によれば、前記情報入力部によって受け付けられた前記導線に関する情報に基づいて、第1工程、第2工程の内容を決定して、レーザ加工データを作成することができる。従って、当該レーザ加工データ作成装置によれば、導線に関する情報に応じた第1工程及び第2工程を、レーザ加工装置に実行させることができ、もって、適切かつ効率の良い被覆層の除去に貢献し得る。
先ず、本実施形態に関するレーザ加工システム100の概略構成について、図1を参照しつつ詳細に説明する。レーザ加工システム100は、レーザ加工装置1と、本発明のレーザ加工データ作成装置に相当するデータ作成装置7を有しており、データ作成装置7によって作成された加工データに従って、レーザ加工装置1を制御することで、加工対象物の表面上に対して、パルスレーザLを2次元走査してマーキング加工を行うように構成されている。本実施形態に係るレーザ加工装置1においては、加工対象物としての導線Wに対して、パルスレーザLを照射して2次元走査することによって、導線Wの被覆層Eを芯線Cの周囲から除去するように構成されている。
次に、レーザ加工システム100を構成するレーザ加工装置1の概略構成について、図面を参照しつつ詳細に説明する。図1に示すように、本実施形態に関するレーザ加工装置1は、レーザ加工装置本体部2と、レーザコントローラ5と、電源ユニット6により構成されている。
次に、レーザ加工装置本体部2の概略構成について、図1、図2に基づいて説明する。尚、レーザ加工装置本体部2の説明において、図1の左方向、右方向、上方向、下方向が、それぞれレーザ加工装置本体部2の前方向、後方向、上方向、下方向である。従って、レーザ発振器21のパルスレーザLの出射方向が前方向である。本体ベース11及びパルスレーザLに対して垂直な方向が上下方向である。そして、レーザ加工装置本体部2の上下方向及び前後方向に直交する方向が、レーザ加工装置本体部2の左右方向である。
次に、レーザ加工装置1における電源ユニット6の概略構成について、図1を参照しつつ説明する。図1に示すように、電源ユニット6は、励起用半導体レーザ部40と、レーザドライバ51と、電源部52と、冷却ユニット53とを、ケーシング55内に有している。電源部52は、励起用半導体レーザ部40を駆動する駆動電流を、レーザドライバ51を介して励起用半導体レーザ部40に供給する。レーザドライバ51は、レーザコントローラ5から入力される駆動情報に基づいて、励起用半導体レーザ部40を直流でオンオフ駆動する。
次に、レーザ加工システム100を構成するレーザ加工装置1の制御系構成について、図面を参照しつつ説明する。図3に示すように、レーザ加工装置1は、レーザ加工装置1の全体を制御するレーザコントローラ5と、レーザドライバ51と、ガルバノコントローラ56と、ガルバノドライバ57と、可視光レーザドライバ58等を有して構成されている。レーザコントローラ5には、レーザドライバ51と、ガルバノコントローラ56と、光センサ18と、可視光レーザドライバ58等が電気的に接続されている。
続いて、レーザ加工システム100を構成するデータ作成装置7の制御系構成について、図面を参照しつつ説明する。図3に示すように、データ作成装置7は、データ作成装置7の全体を制御する制御部70と、マウスやキーボード等から構成される入力操作部76と、液晶ディスプレイ77と、CD−ROM79に対する各種データ、プログラム等の書き込み及び読み込みを行うためのCD−R/W78等から構成されている。
続いて、データ作成装置7において実行されるデータ作成処理プログラムの処理内容について、図4〜図12を参照しつつ詳細に説明する。当該データ作成処理プログラムは、パルスレーザLを照射することによって、後述する導線Wから被覆層Eを除去し、芯線Cを露出させる為の加工データを作成する為のアプリケーションプログラムであり、データ作成装置7のCPU71によって実行される。
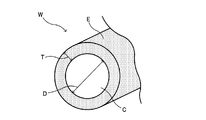
ここで、本実施形態に係るレーザ加工システム100において、加工対象物として用いられる導線Wの構成について、図5を参照しつつ説明する。当該導線Wは、電気を伝導する為の線であり、芯線Cと、被覆層Eとを有して構成されている。芯線Cは、電気伝導性を有する金属(例えば、銅、アルミ等)によって、芯線外径Dを有する線材として形成されている。被覆層Eは、絶縁性を有する樹脂材(例えば、ポリウレタン、ポリエステル等)によって、パルスレーザLを透過可能に構成されており、芯線Cを絶縁・保護する為に配設されている。当該被覆層Eは、所定の被覆層厚Tをもって、芯線Cの外周面を被覆している。
続いて、本実施形態に係るレーザ加工システム100において、データ作成装置7により作成された加工データに基づいて、導線Wに対して実行される被覆層Eの除去加工の内容について説明する。
次に、本実施形態に係るデータ作成装置7において、上述した第1工程及び第2工程を含む加工データを作成する際に実行される加工データ作成処理プログラムの処理内容について、図4を参照しつつ詳細に説明する。当該加工データ作成処理プログラムは、データ作成装置7のHDD75に格納されており、CPU71によって実行される。
ここで、液晶ディスプレイ77上に表示される導線情報設定ウィンドウ80について、図面を参照しつつ詳細に説明する。図6に示すように、導線情報設定ウィンドウ80は、被覆層材質設定部81と、芯線材質設定部82と、被覆層厚設定部83と、芯線外径設定部84と、加工所要時間設定部85と、決定ボタン86とを有している。
ここで、S3において、基礎入熱量を設定する際に参照される被覆層材質テーブルの内容について、図7を参照しつつ詳細に説明する。図7に示すように、被覆層材質テーブルは、被覆層Eの材質に対して、当該導線Wから被覆層Eを除去する際のパルスレーザLによる基礎入熱量を対応付けて構成されている。被覆層Eの材質は、被覆層Eの耐熱性に直接的に関連する。被覆層Eが耐熱性の高い材質で構成されている場合、パルスレーザLによって被覆層Eの溶融や脆化等を発生させる為には、より大きな入熱量を付与する必要が生じる。一方、被覆層Eが耐熱性の低い材質で構成されている場合、小さな入熱量を付与すれば、パルスレーザLによって被覆層Eの溶融や脆化等を発生させることができる。即ち、本実施形態に係る被覆層材質テーブルは、被覆層Eの材質ごとの耐熱性の高低に応じて、当該導線Wから被覆層Eを除去する際のパルスレーザLによる基礎入熱量を対応付けて構成されている。PEWに対応する入熱量は、例えば、スポット径内に入る見かけの投入エネルギーであり、3.3(mJ/PULSE)である。UEWに対応する入熱量は、例えば、スポット径内に入る見かけの投入エネルギーであり、2.8(mJ/PULSE)である。HMWに対応する入熱量は、例えば、スポット径内に入る見かけの投入エネルギーであり、4.7(mJ/PULSE)である。
次に、S5において、入熱量を補正する為の補正倍率を特定する際に参照される芯線材質テーブルの内容について、図8を参照しつつ詳細に説明する。図8に示すように、芯線材質テーブルは、芯線Cの材質に対して、S3で設定された基礎入熱量を補正する為の補正倍率を対応付けて構成されている。当該補正倍率は、芯線Cの材質に係る密度と、比熱と、吸収率に基づいて算出される。具体的には、各補正倍率は、芯線Cの材質に係る密度と、比熱と、吸収率を乗算した値の逆数を取り、銅を基準として規格化して特定される。
続いて、S7において、入熱量を補正する為の補正倍率を特定する際に参照される被覆層厚テーブルの内容について、図9を参照しつつ詳細に説明する。図9に示すように、被覆層厚テーブルは、被覆層厚Tに対して、S5で補正された入熱量を更に補正する為の補正倍率を対応付けて構成されている。被覆層厚Tは、被覆層Eにおける熱の伝導しやすさや、被覆層Eに発生した亀裂の進展しやすさに影響する為、被覆層厚Tに対して夫々補正倍率を対応付けることによって、被覆層厚Tに対応する入熱量をもって、被覆層Eの除去加工を行い得る。
ここで、加工パラメータ設定処理(S12)で実行される加工パラメータ設定処理プログラムの処理内容について、図11を参照しつつ詳細に説明する。加工パラメータ設定処理(S12)に移行すると、CPU71は、先ず、導線Wにおける被覆層Eの除去加工に関して、ユーザ所望の加工パラメータを設定する為のパラメータ設定ウィンドウ90を、液晶ディスプレイ77に表示する(S21)。パラメータ設定ウィンドウ90を、液晶ディスプレイ77に表示した後、CPU71は、S22に処理を移行する。
ここで、液晶ディスプレイ77上に表示されるパラメータ設定ウィンドウ90について、図面を参照しつつ詳細に説明する。図12に示すように、パラメータ設定ウィンドウ90は、走査パターン設定部91と、走査間隔設定部92と、走査速度設定部93と、反復回数設定部94と、レーザ強度設定部95と、設定完了ボタン96とを有している。
3 レーザヘッド部
5 レーザコントローラ
6 電源ユニット
7 データ作成装置
12 レーザ発振ユニット
19 ガルバノスキャナ
70 制御部
71 CPU
72 RAM
73 ROM
75 HDD
76 入力操作部
77 液晶ディスプレイ
80 導線情報設定ウィンドウ
90 パラメータ設定ウィンドウ
L パルスレーザ
W 導線
C 芯線
E 被覆層
Claims (12)
- レーザ加工装置のレーザ光を、導電性材料からなる芯線と、前記芯線を被覆すると共に前記レーザ光を透過可能に形成された被覆層とを有する導線に対して照射することによって、前記導線における前記被覆層を除去する為のレーザ加工データを作成するレーザ加工データ作成装置であって、
前記導線に関する情報の入力を受け付ける情報入力部と、
前記レーザ加工装置の前記レーザ光によって、前記導線に対して所定の第1入熱量を与えつつ、当該レーザ光を第1走査速度で第1方向へ走査させる第1走査を、前記第1方向に交差する方向に異なる位置で複数回走査させる第1工程と、前記第1工程終了後に、前記レーザ光によって、前記第1入熱量よりも小さな第2入熱量を与えつつ、当該レーザ光を、前記第1走査速度よりも高速な第2走査速度で、前記第1方向と交差する第2方向へ走査させる第2走査を、前記第2方向に交差する方向に異なる位置で複数回走査させる第2工程と、を前記レーザ加工装置に実行させる為の前記レーザ加工データの内容を、前記情報入力部によって受け付けられた前記導線に関する情報に基づいて決定する決定部と、
前記決定部によって決定された内容に従って、前記レーザ加工データを作成する作成部と、を有し、
前記情報入力部は、前記導線に関する情報として、前記被覆層の構成材料に関する情報の入力を受け付け、
前記決定部は、前記情報入力部によって受け付けられた前記被覆層の構成材料の耐熱性が高いほど、前記第1入熱量を大きな入熱量に決定する
ことを特徴とするレーザ加工データ作成装置。 - 前記情報入力部は、前記導線に関する情報として、前記芯線の構成材料に関する情報の入力を受け付け、
前記決定部は、前記情報入力部によって受け付けられた前記芯線の構成材料の吸収率が大きいほど、前記第1入熱量を補正する補正倍率を小さくし、前記第1入熱量を決定する
ことを特徴とする請求項1記載のレーザ加工データ作成装置。 - 前記情報入力部は、前記導線に関する情報として、前記芯線の構成材料に関する情報の入力を受け付け、
前記決定部は、前記情報入力部によって受け付けられた前記芯線の構成材料の吸収率と、密度と、比熱を乗算した値が大きいほど、前記第1入熱量を小さい入熱量に決定する
ことを特徴とする請求項1又は請求項2に記載のレーザ加工データ作成装置。 - 前記情報入力部は、前記導線に関する情報として、前記被覆層の厚さに関する情報の入力を受け付け、
前記決定部は、前記情報入力部によって受け付けられた前記被覆層の厚さが大きいほど、前記第1入熱量を大きい入熱量に決定する
ことを特徴とする請求項1乃至請求項3の何れかに記載のレーザ加工データ作成装置。 - 前記情報入力部は、前記芯線の径に関する情報の入力を受け付け、
前記決定部は、前記情報入力部によって受け付けられた前記芯線の径に関する情報に基づいて、前記第2工程における前記導線の径方向に関する前記レーザ光による入熱量の分布を、前記第2工程における第2走査のピッチが前記芯線の径方向外側に向かうにつれ小さくなるピッチとなる前記第2入熱量の分布に決定する
ことを特徴とする請求項1乃至請求項4の何れかに記載のレーザ加工データ作成装置。 - 前記情報入力部は、前記芯線の径の入力を受け付け、
前記決定部は、前記情報入力部に入力された前記芯線の径に基づいて、前記第2工程における第2走査のピッチを、前記芯線に対して、前記芯線の径方向へ異なる位置で2回の副走査を実行可能なピッチに決定する
ことを特徴とする請求項1乃至請求項4の何れかに記載のレーザ加工データ作成装置。 - 前記導線における前記被覆層の除去に関する加工条件の入力を受け付ける加工条件入力部を有し、
前記決定部は、前記加工条件入力部によって受け付けられた加工条件を、前記レーザ加工データに含めることを決定する
ことを特徴とする請求項1乃至請求項6の何れかに記載のレーザ加工データ作成装置。 - 前記加工条件入力部は、前記加工条件として、前記レーザ光を前記導線に対して走査させる際の走査パターンの種別の入力を受け付け、
前記決定部は、前記加工条件入力部に入力された前記走査パターンの種別が第1の種別である場合、前記レーザ加工データにおける走査パターンの内容を、第1走査を前記第1方向の一方側から他方側へ行った後、前記レーザ光の照射を継続して他方側から一方側へ戻りつつ前記第2方向へ異なる位置に移動させる走査パターンに決定し、
前記加工条件入力部に入力された前記走査パターンの種別が第2の種別である場合、前記レーザ加工データにおける走査パターンの内容を、第1走査を前記第1方向の一方側から他方側へ行った後、前記レーザ光の照射を停止して前記第2方向の異なる位置に移動させ、第1走査を前記第1方向の他方側から一方側へ行う走査パターンに決定する
ことを特徴とする請求項7記載のレーザ加工データ作成装置。 - 前記加工条件入力部は、前記加工条件として、前記第2工程における第2走査の走査回数の入力を受け付け、
前記決定部は、前記加工条件入力部に入力された前記走査回数を、前記レーザ加工データにおける前記第2工程での第2走査の走査回数に決定する
ことを特徴とする請求項7又は請求項8に記載のレーザ加工データ作成装置。 - レーザ加工装置のレーザ光を、導電性材料からなる芯線と、前記芯線を被覆すると共に前記レーザ光を透過可能に形成された被覆層とを有する導線に対して照射することによって、前記導線における前記被覆層を除去する為のレーザ加工データを作成するレーザ加工データ作成装置であって、
前記導線に関する情報の入力を受け付ける情報入力部と、
前記レーザ加工装置の前記レーザ光によって、前記導線に対して所定の第1入熱量を与えつつ、当該レーザ光を第1走査速度で第1方向へ走査させる第1走査を、前記第1方向に交差する方向に異なる位置で複数回走査させる第1工程と、前記第1工程終了後に、前記レーザ光によって、前記第1入熱量よりも小さな第2入熱量を与えつつ、当該レーザ光を、前記第1走査速度よりも高速な第2走査速度で、前記第1方向と交差する第2方向へ走査させる第2走査を、前記第2方向に交差する方向に異なる位置で複数回走査させる第2工程と、を前記レーザ加工装置に実行させる為の前記レーザ加工データの内容を、前記情報入力部によって受け付けられた前記導線に関する情報に基づいて決定する決定部と、
前記決定部によって決定された内容に従って、前記レーザ加工データを作成する作成部と、を有し、
前記情報入力部は、前記導線に関する情報として、前記芯線の構成材料に関する情報の入力を受け付け、
前記決定部は、前記情報入力部によって受け付けられた前記芯線の構成材料の吸収率が大きいほど、前記第1入熱量を補正する補正倍率を小さくし、前記第1入熱量を決定する
ことを特徴とするレーザ加工データ作成装置。 - レーザ加工装置のレーザ光を、導電性材料からなる芯線と、前記芯線を被覆すると共に前記レーザ光を透過可能に形成された被覆層とを有する導線に対して照射することによって、前記導線における前記被覆層を除去する為のレーザ加工データを作成するレーザ加工データ作成装置であって、
前記導線に関する情報の入力を受け付ける情報入力部と、
前記レーザ加工装置の前記レーザ光によって、前記導線に対して所定の第1入熱量を与えつつ、当該レーザ光を第1走査速度で第1方向へ走査させる第1走査を、前記第1方向に交差する方向に異なる位置で複数回走査させる第1工程と、前記第1工程終了後に、前記レーザ光によって、前記第1入熱量よりも小さな第2入熱量を与えつつ、当該レーザ光を、前記第1走査速度よりも高速な第2走査速度で、前記第1方向と交差する第2方向へ走査させる第2走査を、前記第2方向に交差する方向に異なる位置で複数回走査させる第2工程と、を前記レーザ加工装置に実行させる為の前記レーザ加工データの内容を、前記情報入力部によって受け付けられた前記導線に関する情報に基づいて決定する決定部と、
前記決定部によって決定された内容に従って、前記レーザ加工データを作成する作成部と、を有し、
前記情報入力部は、前記導線に関する情報として、前記芯線の構成材料に関する情報の入力を受け付け、
前記決定部は、前記情報入力部によって受け付けられた前記被覆層の厚さが大きいほど、前記第1入熱量を大きい入熱量に決定する
ことを特徴とするレーザ加工データ作成装置。 - レーザ加工装置のレーザ光を、導電性材料からなる芯線と、前記芯線を被覆すると共に前記レーザ光を透過可能に形成された被覆層とを有する導線に対して照射することによって、前記導線における前記被覆層を除去する為のレーザ加工データを作成するレーザ加工データ作成装置であって、
前記導線に関する情報の入力を受け付ける情報入力部と、
前記レーザ加工装置の前記レーザ光によって、前記導線に対して所定の第1入熱量を与えつつ、当該レーザ光を第1走査速度で第1方向へ走査させる第1走査を、前記第1方向に交差する方向に異なる位置で複数回走査させる第1工程と、前記第1工程終了後に、前記レーザ光によって、前記第1入熱量よりも小さな第2入熱量を与えつつ、当該レーザ光を、前記第1走査速度よりも高速な第2走査速度で、前記第1方向と交差する第2方向へ走査させる第2走査を、前記第2方向に交差する方向に異なる位置で複数回走査させる第2工程と、を前記レーザ加工装置に実行させる為の前記レーザ加工データの内容を、前記情報入力部によって受け付けられた前記導線に関する情報に基づいて決定する決定部と、
前記決定部によって決定された内容に従って、前記レーザ加工データを作成する作成部と、を有し、
前記情報入力部は、前記導線に関する情報として、前記芯線の構成材料に関する情報の入力を受け付け、
前記決定部は、前記情報入力部によって受け付けられた前記芯線の径に関する情報に基づいて、前記第2工程における前記導線の径方向に関する前記レーザ光による入熱量の分布を、前記第2工程における第2走査のピッチが前記芯線の径方向外側に向かうにつれ小さくなるピッチとなる前記第2入熱量の分布に決定する
ことを特徴とするレーザ加工データ作成装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015069682A JP6287929B2 (ja) | 2015-03-30 | 2015-03-30 | レーザ加工データ作成装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015069682A JP6287929B2 (ja) | 2015-03-30 | 2015-03-30 | レーザ加工データ作成装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016187831A JP2016187831A (ja) | 2016-11-04 |
| JP6287929B2 true JP6287929B2 (ja) | 2018-03-07 |
Family
ID=57239261
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015069682A Active JP6287929B2 (ja) | 2015-03-30 | 2015-03-30 | レーザ加工データ作成装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6287929B2 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08182142A (ja) * | 1994-12-26 | 1996-07-12 | Fujikura Ltd | レーザ加工方法 |
| JPH09174263A (ja) * | 1995-12-22 | 1997-07-08 | Miyachi Technos Corp | 被覆線の絶縁被膜除去方法及び装置 |
| JP3933398B2 (ja) * | 2001-01-19 | 2007-06-20 | リコーマイクロエレクトロニクス株式会社 | ビーム加工装置 |
| JP5074026B2 (ja) * | 2003-07-08 | 2012-11-14 | スペクトラム テクノロジーズ パブリック リミティド カンパニー | 担体から被覆層または塗装部をレーザにて除去する方法と装置 |
| JP5036355B2 (ja) * | 2007-03-15 | 2012-09-26 | 株式会社キーエンス | レーザマーカ |
-
2015
- 2015-03-30 JP JP2015069682A patent/JP6287929B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016187831A (ja) | 2016-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11097375B2 (en) | Laser processing apparatus and laser processing method | |
| JP2015196166A (ja) | レーザ加工装置、レーザ加工方法及びプログラム | |
| US10919110B2 (en) | Data generating device setting machining condition suitable for foil placed on workpiece to be machined by irradiating laser beam thereon | |
| JP5248205B2 (ja) | レーザマーキング装置 | |
| JP6217603B2 (ja) | レーザマーカデータ作成装置 | |
| US10773343B2 (en) | Laser machining apparatus that irradiates laser beam for machining surface of workpiece | |
| JP2010253492A (ja) | レーザー溶接装置 | |
| JP2017100138A (ja) | レーザ加工装置及びレーザ加工装置の制御方法 | |
| JP2011224618A (ja) | レーザ溶接方法 | |
| JP6604078B2 (ja) | レーザ加工装置 | |
| JP6287929B2 (ja) | レーザ加工データ作成装置 | |
| JP6287928B2 (ja) | レーザ加工装置 | |
| JP5897825B2 (ja) | レーザ照射装置及びレーザ照射方法 | |
| JPWO2019065533A1 (ja) | ガラス基板の切断装置、切断方法、プログラム、及び記憶媒体 | |
| JP2019118950A (ja) | レーザ加工装置およびレーザ加工方法 | |
| JP2017006977A (ja) | レーザ加工装置及びレーザ加工装置の制御方法 | |
| JP6269554B2 (ja) | ビーム加工装置 | |
| JP6981442B2 (ja) | レーザマーカ | |
| JP2008062259A (ja) | レーザ加工装置、レーザ加工方法及びレーザ加工プログラム | |
| JP6693449B2 (ja) | レーザ加工装置、加工データ生成装置 | |
| JP6287826B2 (ja) | レーザ加工装置及びレーザ加工装置の制御プログラム | |
| JP6107779B2 (ja) | レーザ加工装置 | |
| JP2025020718A (ja) | レーザ印字装置 | |
| JP7291527B2 (ja) | レーザ加工機及びレーザ加工方法 | |
| JP6547555B2 (ja) | 加工データ作成装置と、その制御プログラム及び加工データの作成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170808 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170809 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171006 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180122 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6287929 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |