JP6524780B2 - 電気配線部材の製造方法、電気配線部材形成用材料、電気配線部材、電気配線基板の製造方法、電気配線基板形成用材料、電気配線基板、振動子、電子機器および移動体 - Google Patents
電気配線部材の製造方法、電気配線部材形成用材料、電気配線部材、電気配線基板の製造方法、電気配線基板形成用材料、電気配線基板、振動子、電子機器および移動体 Download PDFInfo
- Publication number
- JP6524780B2 JP6524780B2 JP2015086199A JP2015086199A JP6524780B2 JP 6524780 B2 JP6524780 B2 JP 6524780B2 JP 2015086199 A JP2015086199 A JP 2015086199A JP 2015086199 A JP2015086199 A JP 2015086199A JP 6524780 B2 JP6524780 B2 JP 6524780B2
- Authority
- JP
- Japan
- Prior art keywords
- electrical wiring
- metal particles
- insulating layer
- wiring member
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
















Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/40—Forming printed elements for providing electric connections to or between printed circuits
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B19/00—Apparatus or processes specially adapted for manufacturing insulators or insulating bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/16—Metallic particles coated with a non-metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/20—Conductive material dispersed in non-conductive organic material
- H01B1/22—Conductive material dispersed in non-conductive organic material the conductive material comprising metals or alloys
-
- H—ELECTRICITY
- H03—ELECTRONIC CIRCUITRY
- H03H—IMPEDANCE NETWORKS, e.g. RESONANT CIRCUITS; RESONATORS
- H03H9/00—Networks comprising electromechanical or electro-acoustic elements; Electromechanical resonators
- H03H9/02—Details
- H03H9/05—Holders or supports
- H03H9/10—Mounting in enclosures
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0296—Conductive pattern lay-out details not covered by sub groups H05K1/02 - H05K1/0295
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0313—Organic insulating material
- H05K1/0353—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement
- H05K1/0373—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement containing additives, e.g. fillers
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/105—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern by conversion of non-conductive material on or in the support into conductive material, e.g. by using an energy beam
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/40—Forming printed elements for providing electric connections to or between printed circuits
- H05K3/4038—Through-connections; Vertical interconnect access [VIA] connections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
- B22F2009/0824—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid with a specific atomising fluid
- B22F2009/0828—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid with a specific atomising fluid with water
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/02—Fillers; Particles; Fibers; Reinforcement materials
- H05K2201/0203—Fillers and particles
- H05K2201/0206—Materials
- H05K2201/0224—Conductive particles having an insulating coating
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09009—Substrate related
- H05K2201/09118—Moulded substrate
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/02—Details related to mechanical or acoustic processing, e.g. drilling, punching, cutting, using ultrasound
- H05K2203/0278—Flat pressure, e.g. for connecting terminals with anisotropic conductive adhesive
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/10—Using electric, magnetic and electromagnetic fields; Using laser light
- H05K2203/107—Using laser light
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/11—Treatments characterised by their effect, e.g. heating, cooling, roughening
- H05K2203/1126—Firing, i.e. heating a powder or paste above the melting temperature of at least one of its constituents
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/11—Treatments characterised by their effect, e.g. heating, cooling, roughening
- H05K2203/1131—Sintering, i.e. fusing of metal particles to achieve or improve electrical conductivity
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/11—Treatments characterised by their effect, e.g. heating, cooling, roughening
- H05K2203/1136—Conversion of insulating material into conductive material, e.g. by pyrolysis
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/14—Related to the order of processing steps
- H05K2203/1461—Applying or finishing the circuit pattern after another process, e.g. after filling of vias with conductive paste, after making printed resistors
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/12—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns
- H05K3/1216—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns by screen printing or stencil printing
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Acoustics & Sound (AREA)
- Mechanical Engineering (AREA)
- Manufacturing Of Printed Wiring (AREA)
- Parts Printed On Printed Circuit Boards (AREA)
Description
本発明の電気配線部材の製造方法は、電気配線を含む電気配線部材を製造する方法であって、
導電性を有する金属粒子と、前記金属粒子の表面に位置しガラス材料を主材料とする表面絶縁層と、で構成された絶縁層付き金属粒子と、
樹脂材料と、
を含む混合物を加圧しつつ成形し、成形体を得る工程と、
前記成形体に対してエネルギー線を照射し、照射領域に前記電気配線を形成する工程と、
を有することを特徴とする。
樹脂材料と、
を含み、加圧されているとともに所定の形状に成形されている材料であって、
一部にエネルギー線が照射されることにより、照射領域に導電性が発現し、電気配線を形成し得ることを特徴とする。
導電性を有する金属粒子同士が結合している粒子結合体を含む電気配線と、
を有し、
前記絶縁領域と前記電気配線とが一体に形成されていることを特徴とする。
前記基板上において、導電性を有する金属粒子と前記金属粒子の表面に位置しガラス材料を主材料とする表面絶縁層とで構成された絶縁層付き金属粒子と、樹脂材料と、を含む組成物を加圧しつつ成形し、成形体を得る工程と、
前記成形体に対してエネルギー線を照射し、照射領域に前記電気配線を形成し、前記電気配線部材を得る工程と、
を有することを特徴とする。
前記基板の一方の面側に設けられ、導電性を有する金属粒子と前記金属粒子の表面に位置しガラス材料を主材料とする表面絶縁層とで構成された絶縁層付き金属粒子と、樹脂材料と、を含み、加圧されている成形体と、
を有し、
前記成形体の一部にエネルギー線が照射されることにより、照射領域に導電性が発現し、電気配線を形成し得る材料であることを特徴とする。
前記基板の一方の面側に設けられ、導電性を有する金属粒子と前記金属粒子の表面に位置しガラス材料を主材料とする表面絶縁層とで構成された絶縁層付き金属粒子と樹脂材料とを含み、加圧されている絶縁領域と、導電性を有する金属粒子同士が結合している粒子結合体を含む電気配線と、を含む電気配線部材と、
を有し、
前記電気配線部材において前記絶縁領域と前記電気配線とが一体に形成されていることを特徴とする。
前記パッケージ内に収納された振動片と、
を有することを特徴とする。
これにより、小型化および低コスト化が図られた振動子が得られる。
≪第1実施形態≫
まず、本発明の電気配線部材が適用されたデバイスの一例として振動子(本発明の振動子の第1実施形態)について説明するとともに、それに含まれる本発明の電気配線部材の第1実施形態について説明する。
図3(a)、(b)に示すように、振動片190は、平面視形状が長方形(矩形)の板状をなす圧電基板(振動基板)191と、圧電基板191の表面に形成された導電性を有する一対の電極層193、195と、を有している。なお、図3(a)は、振動片190の上面を上方から見た平面図であり、図3(b)は、振動片190の下面を上方から透視したときの透過図(平面図)である。
本実施形態では、圧電基板191としてATカットと呼ばれるカット角で切り出された水晶素板を用いている。なお、ATカットとは、水晶の結晶軸であるX軸とZ軸とを含む平面(Y面)をX軸回りにZ軸から反時計方向に約35度15分程度回転させて得られる主面(X軸とZ’軸とを含む主面)を有するように切り出されていることをいう。
また、圧電基板191は、その長手方向が水晶の結晶軸であるX軸と一致している。
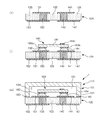
図1および図2に示すように、パッケージ110は、板状のベース120と、下方に開口する凹部131を有するリッド130(蓋体)と、を有している。このようなパッケージ110では、ベース120によって凹部131が塞がれており、これにより画成された凹部131の内側の空間が、前述した振動片190を収納する収納空間Sとして用いられる。なお、図1では、リッド130の一部を切り欠いて図示している。
なお、貫通電気配線143、153および絶縁領域125については、後に詳述する。
なお、この熱膨張係数は、温度30℃から300℃の範囲内におけるものである。
次に、本発明の振動子を製造する方法、および、それに含まれる本発明の電気配線部材の製造方法の実施形態について説明する。
[1−1]
まず、絶縁層付き金属粒子35の集合体(絶縁層付き金属粒子35の粉体)と、粒子間絶縁部34を形成するための絶縁材料と、を混合し、粉体4(組成物)を用意する。
次いで、用意した粉体4を加圧しつつ成形する。このような成形は、いかなる方法で行われてもよく、例えば、図6に示すようなプレス成形機5を用いて行われる。
[2−1]
次に、得られた圧粉成形層41のうち、貫通電気配線153を形成すべき領域421にエネルギー線Eを照射する(図7(d)参照)。これにより、圧粉成形層41の領域421にある金属粒子31同士が結合し、粒子結合体32が形成される。その結果、領域421の導電性が付与され、図7(e)に示す貫通電気配線153が形成される。
まず、図8(g)に示すように、圧粉成形層41の上面にマスク61を配置する。マスク61は、後述する工程において接続電極141、151を形成する領域に対応する窓部を有するステンシルマスクである。
次に、図9(j)に示すように、接続電極141、151上に導電性接着剤161、162を載置する。続いて、導電性接着剤161、162上に振動片190を載置する。
次に、本発明の電気配線部材の第2実施形態について説明する。
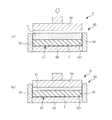
図10、11は、それぞれ本発明の電気配線部材の第2実施形態を示す斜視図である。
このような本実施形態においても、第1実施形態と同様の作用、効果が得られる。
次に、本発明の電気配線基板の実施形態について説明する。
図12、13は、それぞれ本発明の電気配線基板の実施形態を示す斜視図である。
また、ガラス材料としては、前述したものが用いられる。
次に、本発明の電気配線基板の製造方法の実施形態について説明する。
図14は、本発明の電気配線基板の製造方法の実施形態を示す断面図である。
次いで、本発明の電気配線部材を備える電子機器(本発明の電子機器)について、図15〜17に基づき、詳細に説明する。
次に、本発明の電気配線部材を備える移動体(本発明の移動体)について説明する。
1.サンプルの製造
(サンプル1)
[1]まず、水アトマイズ法により製造されたFe−3.5Si−4.5Cr系合金の金属粉末(金属粒子)を用意した。この金属粉末は、Crを4.5質量%、Siを3.5質量%の割合でそれぞれ含むFe基合金粉末である。なお、この金属粉末の平均粒径は10μmであった。
計算により求めた表面絶縁層の平均厚さは60nmであった。
混合物を乾燥させた後、解砕し、混合粉末を得た。
以上のようにして貫通電気配線を備えるサンプルを得た。
エポキシ樹脂の添加量を変えることにより、粒子間絶縁部における絶縁材料の対金属粉末の質量比を変えるようにした以外は、それぞれサンプル1と同様にして貫通電気配線を備えるサンプルを得た。
エポキシ樹脂に代えて、表1に示す質量比のシリコーン樹脂を用いるようにした以外は、それぞれサンプル1と同様にして貫通電気配線を備えるサンプルを得た。
第1ガラス材料をBi2O3−B2O3−ZnO系ガラスに変更した以外は、サンプル2と同様にして貫通電気配線を備えるサンプルを得た。
第1ガラス材料を水ガラス(Na2O−SiO2)に変更した以外は、サンプル2と同様にして貫通電気配線を備えるサンプルを得た。
第1ガラス材料を水ガラス(Na2O−SiO2)に変更した以外は、サンプル7と同様にして貫通電気配線を備えるサンプルを得た。
金属粒子の材質をCuに変更するとともに、第1ガラス材料をBi2O3−B2O3−ZnO系ガラスに変更した以外は、サンプル1と同様にして貫通電気配線を備えるサンプルを得た。なお、金属粒子の平均粒径は5.5μmであった。
エポキシ樹脂の添加量を変えることにより、粒子間絶縁部における絶縁材料の対金属粉末の質量比を変えるようにした以外は、それぞれサンプル11と同様にして貫通電気配線を備えるサンプルを得た。
エポキシ樹脂に代えて、表1に示す質量比のシリコーン樹脂を用いるようにした以外は、それぞれサンプル11と同様にして貫通電気配線を備えるサンプルを得た。
第1ガラス材料をSnO−P2O5−MgO系ガラスに変更した以外は、サンプル12と同様にして貫通電気配線を備えるサンプルを得た。
第1ガラス材料を水ガラス(Na2O−SiO2)に変更した以外は、サンプル12と同様にして貫通電気配線を備えるサンプルを得た。
第1ガラス材料を水ガラス(Na2O−SiO2)に変更した以外は、サンプル17と同様にして貫通電気配線を備えるサンプルを得た。
平均粒径8μmのCu粒子を用い、第1ガラス材料をSiO2−Al2O3−B2O3系ガラスに変更するとともに、粒子間絶縁部を、金属粉末100質量部に対して0.5質量部のエポキシ樹脂と、0.25質量部の第2ガラス粉末とで構成するようにした以外は、サンプル1と同様にして貫通電気配線を備えるサンプルを得た。
なお、第2ガラス粉末には、第1ガラス粉末と同種のものを用いた。
エポキシ樹脂の添加量を変えることにより、粒子間絶縁部における絶縁材料の対金属粉末の質量比を変えるようにした以外は、サンプル21と同様にして貫通電気配線を備えるサンプルを得た。
エポキシ樹脂の添加量を変えることにより、粒子間絶縁部における絶縁材料の対金属粉末の質量比を変えるとともに、第1ガラス粉末とは材質の異なる第2ガラス粉末を用いるようにした以外は、サンプル21と同様にして貫通電気配線を備えるサンプルを得た。
平均粒径12μmのCu粒子を用い、第1ガラス材料をSiO2−B2O3−ZnO系ガラスに変更するとともに、粒子間絶縁部を、金属粉末100質量部に対して8質量部のエポキシ樹脂と、0.25質量部の第2ガラス粉末とで構成するようにした以外は、サンプル1と同様にして貫通電気配線を備えるサンプルを得た。
なお、第2ガラス粉末には、第1ガラス粉末と同種のものを用いた。
第2ガラス粉末の添加量を表2に示すように変更した以外は、サンプル24と同様にして貫通電気配線を備えるサンプルを得た。
第2ガラス粉末を平均粒径3μmのSnO−P2O5−MgO系ガラスの粉末に変更した以外は、サンプル24と同様にして貫通電気配線を備えるサンプルを得た。
平均粒径10μmのCu粒子を用い、第1ガラス材料をSnO−P2O5−MgO系ガラスに変更するとともに、粒子間絶縁部を、金属粉末100質量部に対して15質量部のエポキシ樹脂と、0.25質量部の第2ガラス粉末とで構成するようにした以外は、サンプル1と同様にして貫通電気配線を備えるサンプルを得た。
なお、第2ガラス粉末には、第1ガラス粉末と同種のものを用いた。
第2ガラス粉末として平均粒径2μmのBi2O3−B2O3−ZnO系ガラスの粉末を用いるとともに、その添加量を表2に示すように変更した以外は、サンプル27と同様にして貫通電気配線を備えるサンプルを得た。
第1ガラス粉末に代えて、ポリプロピレン粒子を投入し、絶縁層付き金属粒子を得た。絶縁層の平均厚さは200nm、ポリプロピレンの軟化点は150℃であった。
次に、この絶縁層付き金属粒子をサンプル1と同様にプレス成形機により成形した。
なお、製造条件の詳細は、表2に示す通りである。
製造条件を表2に示すように変更した以外は、サンプル29と同様にして貫通電気配線を備えるサンプルを得た。
第1ガラス粉末に代えて、ポリプロピレン粒子を投入し、絶縁層付き金属粒子を得た。絶縁層の平均厚さは350nm、ポリプロピレンの軟化点は150℃であった。
なお、製造条件の詳細は、表2に示す通りである。
製造条件を表2に示すように変更した以外は、サンプル31と同様にして貫通電気配線を備えるサンプルを得た。
表面絶縁層の形成を省略するようにした以外は、サンプル2と同様にして貫通電気配線を備えるサンプルを得た。
表面絶縁層の形成を省略するようにした以外は、サンプル7と同様にして貫通電気配線を備えるサンプルを得た。

2.1 導電性の評価
まず、各実施例および各比較例で得られたサンプルについて、貫通電気配線の抵抗値を四端子法により測定した。そして、以下の評価基準にしたがって導電性を評価した。なお、測定には、デジタルマルチメーターを用い、印加電流は1mAとした。
A:抵抗値が非常に小さい(5mΩ未満)
B:抵抗値が小さい(5mΩ以上25mΩ未満)
C:抵抗値がやや小さい(25mΩ以上50mΩ未満)
D:抵抗値がやや大きい(50mΩ以上75mΩ未満)
E:抵抗値が大きい(75mΩ以上100mΩ未満)
F:抵抗値が非常に大きい(100mΩ以上)
次に、各実施例および各比較例で得られたサンプルについて、貫通電気配線にPb−Sn共晶はんだ(融点:186℃)を用いたはんだ付け作業を行った。そして、作業後の貫通電気配線の近傍に対し、テスターにより絶縁領域の絶縁抵抗を測定した。そして、以下の評価基準にしたがって絶縁性を評価した。
A:抵抗値が非常に大きい(1×1013Ω以上)
B:抵抗値が大きい(1×1012Ω以上1×1013Ω未満)
C:抵抗値がやや大きい(1×1011Ω以上1×1012Ω未満)
D:抵抗値がやや小さい(1×1010Ω以上1×1011Ω未満)
E:抵抗値が小さい(1×109Ω以上1×1010Ω未満)
F:抵抗値が非常に小さい(1×109Ω未満)
次に、各実施例および各比較例で得られたサンプルについて、JIS C 5016に規定された試験方法に準拠して耐折強さを測定した。そして、サンプル29の耐折強さを1とし、各サンプルの耐折強さの相対値を求め、以下の評価基準にしたがって評価した。
A:耐折強さの相対値が5以上
B:耐折強さの相対値が4以上5未満
C:耐折強さの相対値が3以上4未満
D:耐折強さの相対値が2以上3未満
E:耐折強さの相対値が1超2未満
F:耐折強さの相対値が1以下
以上の評価結果を表3、4に示す。
10 電気配線基板
11 電気配線部材
100 表示部
110 パッケージ
120 ベース
121、122、123 電気配線
125 絶縁領域
130 リッド
131 凹部
133 基部
134 側壁
141 接続電極
142 外部実装電極
143 貫通電気配線
1431 貫通部
1432 非貫通部
151 接続電極
152 外部実装電極
153 貫通電気配線
161 導電性接着剤
162 導電性接着剤
163 貫通電気配線
180 ろう材
190 振動片
191 圧電基板
193 電極層
193a 励振電極
193b ボンディングパッド
193c 配線
195 電極層
195a 励振電極
195b ボンディングパッド
195c 配線
31 金属粒子
32 粒子結合体
33 表面絶縁層
34 粒子間絶縁部
35 絶縁層付き金属粒子
4 粉体
41 圧粉成形層
421 領域
422 領域
5 プレス成形機
50 成形型
51 キャビティー
52 ダイ
521 貫通孔
53 下パンチ
54 上パンチ
61 マスク
62 導電ペースト
63 スキージー
64 マスク
7 絶縁性基板
71 貫通電気配線
1100 パーソナルコンピューター
1102 キーボード
1104 本体部
1106 表示ユニット
1200 携帯電話機
1202 操作ボタン
1204 受話口
1206 送話口
1300 ディジタルスチルカメラ
1302 ケース
1304 受光ユニット
1306 シャッターボタン
1308 メモリー
1312 ビデオ信号出力端子
1314 入出力端子
1430 テレビモニター
1440 パーソナルコンピューター
1500 自動車
E エネルギー線
S 収納空間
Claims (12)
- 電気配線を含む電気配線部材を製造する方法であって、
導電性を有する金属粒子と、前記金属粒子の表面に位置しガラス材料を主材料とする表面絶縁層と、で構成された絶縁層付き金属粒子と、
樹脂材料と、
を含む混合物を加圧しつつ成形し、成形体を得る工程と、
前記成形体に対してエネルギー線を照射し、照射領域に前記電気配線を形成する工程と、
を有することを特徴とする電気配線部材の製造方法。 - 前記絶縁層付き金属粒子は、前記金属粒子の表面に前記ガラス材料を固着させることにより製造されたものである請求項1に記載の電気配線部材の製造方法。
- 前記金属粒子は、水アトマイズ法または高速回転水流アトマイズ法により製造されたものである請求項1または2に記載の電気配線部材の製造方法。
- 前記樹脂材料は、エポキシ系樹脂を含む請求項1ないし3のいずれか1項に記載の電気配線部材の製造方法。
- 導電性を有する金属粒子と、前記金属粒子の表面に位置しガラス材料を主材料とする表面絶縁層と、で構成された絶縁層付き金属粒子と、
樹脂材料と、
を含み、加圧されているとともに所定の形状に成形されている材料であって、
一部にエネルギー線が照射されることにより、照射領域に導電性が発現し、電気配線を形成し得ることを特徴とする電気配線部材形成用材料。 - 導電性を有する金属粒子と前記金属粒子の表面に位置しガラス材料を主材料とする表面絶縁層とで構成された絶縁層付き金属粒子と、樹脂材料と、を含み、加圧されている絶縁領域と、
導電性を有する金属粒子同士が結合している粒子結合体を含む電気配線と、
を有し、
前記絶縁領域と前記電気配線とが一体に形成されていることを特徴とする電気配線部材。 - 基板と、前記基板の一方の面側に設けられた電気配線を含む電気配線部材と、を有する電気配線基板を製造する方法であって、
前記基板上において、導電性を有する金属粒子と前記金属粒子の表面に位置しガラス材料を主材料とする表面絶縁層とで構成された絶縁層付き金属粒子と、樹脂材料と、を含む組成物を加圧しつつ成形し、成形体を得る工程と、
前記成形体に対してエネルギー線を照射し、照射領域に前記電気配線を形成し、前記電気配線部材を得る工程と、
を有することを特徴とする電気配線基板の製造方法。 - 基板と、
前記基板の一方の面側に設けられ、導電性を有する金属粒子と前記金属粒子の表面に位置しガラス材料を主材料とする表面絶縁層とで構成された絶縁層付き金属粒子と、樹脂材料と、を含み、加圧されている成形体と、
を有し、
前記成形体の一部にエネルギー線が照射されることにより、照射領域に導電性が発現し、電気配線を形成し得る材料であることを特徴とする電気配線基板形成用材料。 - 基板と、
前記基板の一方の面側に設けられ、導電性を有する金属粒子と前記金属粒子の表面に位置しガラス材料を主材料とする表面絶縁層とで構成された絶縁層付き金属粒子と樹脂材料とを含み、加圧されている絶縁領域と、導電性を有する金属粒子同士が結合している粒子結合体を含む電気配線と、を含む電気配線部材と、
を有し、
前記電気配線部材において前記絶縁領域と前記電気配線とが一体に形成されていることを特徴とする電気配線基板。 - 請求項6に記載の電気配線部材または請求項9に記載の電気配線基板と、前記電気配線部材または前記電気配線基板に接合された蓋部材と、を備えるパッケージと、
前記パッケージ内に収納された振動片と、
を有することを特徴とする振動子。 - 請求項6に記載の電気配線部材または請求項9に記載の電気配線基板を備えることを特徴とする電子機器。
- 請求項6に記載の電気配線部材または請求項9に記載の電気配線基板を備えることを特徴とする移動体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015086199A JP6524780B2 (ja) | 2015-04-20 | 2015-04-20 | 電気配線部材の製造方法、電気配線部材形成用材料、電気配線部材、電気配線基板の製造方法、電気配線基板形成用材料、電気配線基板、振動子、電子機器および移動体 |
| CN201610228827.7A CN106068064B (zh) | 2015-04-20 | 2016-04-13 | 电气配线部件的制造方法及电气配线部件形成用材料 |
| US15/098,679 US10299376B2 (en) | 2015-04-20 | 2016-04-14 | Electrical wiring member production method, electrical wiring member forming material, electrical wiring member, electrical wiring board production method, electrical wiring board forming material, electrical wiring board, vibrator, electronic apparatus, and moving object |
| EP16165747.3A EP3086629B1 (en) | 2015-04-20 | 2016-04-18 | Electrical wiring member production method, electrical wiring member, electrical wiring board production method, electrical wiring board, vibrator, electronic apparatus, and moving object |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015086199A JP6524780B2 (ja) | 2015-04-20 | 2015-04-20 | 電気配線部材の製造方法、電気配線部材形成用材料、電気配線部材、電気配線基板の製造方法、電気配線基板形成用材料、電気配線基板、振動子、電子機器および移動体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016207787A JP2016207787A (ja) | 2016-12-08 |
| JP6524780B2 true JP6524780B2 (ja) | 2019-06-05 |
Family
ID=55755515
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015086199A Expired - Fee Related JP6524780B2 (ja) | 2015-04-20 | 2015-04-20 | 電気配線部材の製造方法、電気配線部材形成用材料、電気配線部材、電気配線基板の製造方法、電気配線基板形成用材料、電気配線基板、振動子、電子機器および移動体 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10299376B2 (ja) |
| EP (1) | EP3086629B1 (ja) |
| JP (1) | JP6524780B2 (ja) |
| CN (1) | CN106068064B (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6682235B2 (ja) * | 2014-12-24 | 2020-04-15 | 日東電工株式会社 | 加熱接合用シート、及び、ダイシングテープ付き加熱接合用シート |
| JP7142642B2 (ja) * | 2017-03-21 | 2022-09-27 | エフ ホフマン-ラ ロッシュ アクチェン ゲゼルシャフト | 医療装置、および医療装置を製造するための方法 |
| US11444049B2 (en) * | 2017-08-14 | 2022-09-13 | Sony Corporation | Electronic component module, method for producing the same, endoscopic apparatus, and mobile camera |
| US11508641B2 (en) * | 2019-02-01 | 2022-11-22 | Toyota Motor Engineering & Manufacturing North America, Inc. | Thermally conductive and electrically insulative material |
| JP7078016B2 (ja) * | 2019-06-17 | 2022-05-31 | 株式会社村田製作所 | インダクタ部品 |
| KR102335425B1 (ko) * | 2020-01-09 | 2021-12-06 | 삼성전기주식회사 | 자성 분말 및 자성 분말을 포함하는 코일 부품 |
| AU2021329906A1 (en) | 2020-08-18 | 2023-04-27 | Enviro Metals, LLC | Metal refinement |
| KR20240104602A (ko) | 2022-12-28 | 2024-07-05 | 삼성전기주식회사 | 복합 전자 부품 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3715337B2 (ja) * | 1994-11-17 | 2005-11-09 | シャープ株式会社 | 電気回路の作成方法 |
| JPH10303061A (ja) | 1997-04-25 | 1998-11-13 | Matsushita Electric Ind Co Ltd | 加熱導電性絶縁材料およびその加熱方法 |
| JP2000207936A (ja) * | 1999-01-20 | 2000-07-28 | Hitachi Chem Co Ltd | 樹脂組成物、これを用いた樹脂組成物積層体、配線回路の製造方法、多層配線回路の製造方法、配線回路及び多層配線回路 |
| KR100533097B1 (ko) * | 2000-04-27 | 2005-12-02 | 티디케이가부시기가이샤 | 복합자성재료와 이것을 이용한 자성성형재료, 압분 자성분말성형재료, 자성도료, 복합 유전체재료와 이것을이용한 성형재료, 압분성형 분말재료, 도료, 프리프레그및 기판, 전자부품 |
| JP4310904B2 (ja) * | 2000-08-21 | 2009-08-12 | 株式会社村田製作所 | Ni金属粉末の製造方法、並びに導電性ペーストおよびセラミック電子部品 |
| JP2003017862A (ja) * | 2001-07-02 | 2003-01-17 | Nitto Denko Corp | 多層配線基板の製造方法 |
| JP4128424B2 (ja) * | 2002-10-28 | 2008-07-30 | Dowaエレクトロニクス株式会社 | 耐酸化性および焼結性に優れた導電ペースト用銅粉の製造法 |
| EP1594679B1 (de) * | 2003-02-18 | 2010-04-14 | Daimler AG | Beschichtete pulverpartikel für die herstellung von dreidimensionalen körpern mittels schichtaufbauender verfahren |
| JP4583063B2 (ja) * | 2004-04-14 | 2010-11-17 | 三井金属鉱業株式会社 | 銀化合物被覆銀粉及びその製造方法 |
| JP5535451B2 (ja) | 2008-06-03 | 2014-07-02 | 日鉄住金エレクトロデバイス株式会社 | セラミック配線基板およびその製造方法 |
| JP2012049203A (ja) * | 2010-08-24 | 2012-03-08 | Toyota Central R&D Labs Inc | 圧粉磁心、磁心用粉末およびそれらの製造方法 |
| JP5887086B2 (ja) | 2011-08-11 | 2016-03-16 | 株式会社タムラ製作所 | 導電性材料 |
| JP2012054569A (ja) * | 2011-09-30 | 2012-03-15 | Seiko Epson Corp | 軟磁性粉末、軟磁性粉末の製造方法、圧粉磁心および磁性素子 |
| JP5615401B1 (ja) | 2013-05-14 | 2014-10-29 | 石原ケミカル株式会社 | 銅微粒子分散液、導電膜形成方法及び回路基板 |
| WO2014189028A1 (ja) * | 2013-05-23 | 2014-11-27 | 積水化学工業株式会社 | 導電材料及び接続構造体 |
| JP2015056501A (ja) * | 2013-09-11 | 2015-03-23 | セイコーエプソン株式会社 | 回路基板、回路基板の製造方法、電子デバイス、電子機器および移動体 |
| JP6347104B2 (ja) * | 2013-12-27 | 2018-06-27 | セイコーエプソン株式会社 | 電気配線層の製造方法、電気配線層形成用部材、電気配線層、電気配線基板の製造方法、電気配線基板形成用部材、電気配線基板、振動子、電子機器および移動体 |
-
2015
- 2015-04-20 JP JP2015086199A patent/JP6524780B2/ja not_active Expired - Fee Related
-
2016
- 2016-04-13 CN CN201610228827.7A patent/CN106068064B/zh not_active Expired - Fee Related
- 2016-04-14 US US15/098,679 patent/US10299376B2/en active Active
- 2016-04-18 EP EP16165747.3A patent/EP3086629B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| CN106068064B (zh) | 2020-12-04 |
| US10299376B2 (en) | 2019-05-21 |
| EP3086629A1 (en) | 2016-10-26 |
| JP2016207787A (ja) | 2016-12-08 |
| US20160309585A1 (en) | 2016-10-20 |
| CN106068064A (zh) | 2016-11-02 |
| EP3086629B1 (en) | 2021-03-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6524780B2 (ja) | 電気配線部材の製造方法、電気配線部材形成用材料、電気配線部材、電気配線基板の製造方法、電気配線基板形成用材料、電気配線基板、振動子、電子機器および移動体 | |
| CN104754876B (zh) | 电气配线层、电气配线基板的制造方法和形成用部件 | |
| CN113363043B (zh) | 绝缘物包覆软磁性粉末、压粉磁芯、磁性元件及电子设备 | |
| JP6365111B2 (ja) | 配線基板の製造方法、配線基板、素子収納用パッケージ、電子デバイス、電子機器および移動体 | |
| JP6003194B2 (ja) | ベース基板、電子デバイスおよびベース基板の製造方法 | |
| KR100930144B1 (ko) | 수정 디바이스 및 그 시일링 방법 | |
| CN110415910B (zh) | 绝缘物包覆软磁性粉末、压粉磁芯、磁性元件、电子设备 | |
| CN110211760B (zh) | 绝缘物包覆软磁性粉末及其制造方法、压粉磁芯 | |
| CN103081095B (zh) | 电子装置 | |
| JP2006339057A (ja) | 樹脂金属複合導電材料、その製造方法およびそれを用いた電子デバイス | |
| US9549481B2 (en) | Method for producing base substrate, method for producing electronic device, base substrate, and electronic apparatus | |
| CN103368517A (zh) | 电子器件、电子设备以及电子器件的制造方法 | |
| US6249049B1 (en) | Ceramic package type electronic part which is high in connection strength to electrode | |
| US20200231505A1 (en) | Ceramic member | |
| JP6008088B2 (ja) | 電子デバイス、電子デバイスの製造方法および電子機器 | |
| JP5066830B2 (ja) | セラミック多層基板 | |
| JP2004296572A (ja) | 電子部品収納用容器 | |
| JP4467413B2 (ja) | 電子装置 | |
| JP2015056577A (ja) | 回路基板の製造方法、回路基板、電子デバイス、電子機器および移動体 | |
| JPH11274344A (ja) | 電子素子封止用パッケージ及び電子素子封止構体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180309 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190409 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190422 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6524780 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |