JP6625873B2 - 多孔質成形体の製造方法、成形用型、成形用型の製造方法及び多孔質部材を含む積層体 - Google Patents
多孔質成形体の製造方法、成形用型、成形用型の製造方法及び多孔質部材を含む積層体 Download PDFInfo
- Publication number
- JP6625873B2 JP6625873B2 JP2015229640A JP2015229640A JP6625873B2 JP 6625873 B2 JP6625873 B2 JP 6625873B2 JP 2015229640 A JP2015229640 A JP 2015229640A JP 2015229640 A JP2015229640 A JP 2015229640A JP 6625873 B2 JP6625873 B2 JP 6625873B2
- Authority
- JP
- Japan
- Prior art keywords
- spacer
- porous member
- molding base
- porous
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Filtering Materials (AREA)
- Wire Processing (AREA)
- Porous Artificial Stone Or Porous Ceramic Products (AREA)
Description
特許文献1には、耐熱性、耐薬品性に優れたセラミックス製多孔質体の製造方法が記載されている。特許文献1においては、微細な原料粉末を充填した焼結型を焼結炉内に投入して焼結し、得られた多孔質体を焼結型から離型することで、目的のセラミックス製多孔質体を得る。焼結型から多孔質体を容易に離型するため、原料粉末と接触する焼結型の内面には、原料粉末の充填前に離型用のカーボンシートを設置する。
特許文献1のように焼結型の内部に多孔質体が形成される場合は、外側に位置する焼結型を分解することで焼結型から多孔質体を取り出すことができる。しかし、型の外部に多孔質体が形成される場合のように型の分解が困難な場合は、型に密着した多孔質体をどのようにして型から取り外すかが問題となる。
本発明は上述の事情に鑑みてなされたものであり、製造工程数及び製造時間を短縮することが可能な多孔質成形体の製造方法を提供することを目的とする。
請求項2に記載の発明は、前記離型用空間を形成する工程は、表面に前記多孔質部材が形成された前記成形用型を、前記スペーサを溶解させる溶媒に浸漬させる工程を含むことを特徴とする。
請求項3に記載の発明は、前記多孔質部材を形成する工程は、前記成形用型の外周部に金属線材を螺旋状、且つ多層状に巻付ける工程を含むことを特徴とする。
請求項4に記載の発明は、前記多孔質部材を焼結して前記多孔質成形体を得る工程を含むことを特徴とする。
本発明に係る多孔質成形体の製造方法は、所定形状の成形ベースに対してスペーサと多孔質部材とを積層し、所定の方法にてスペーサを消失させることにより成形ベースと多孔質部材との間に離型用空間(クリアランス)を形成して、多孔質部材を成形ベースから容易に離型できるようにした点に特徴がある。
以下、多孔質成形体として、円筒状の芯金に金属線材を多層状に巻付けることにより形成される中空筒状フィルタの例により本発明を説明する。
図1は、本発明の実施形態に係る多孔質成形体の製造工程の概要を示したフローチャートである。
多孔質成形体の製造工程は、成形ベースの表面にスペーサ層を形成する工程(ステップS1)と、スペーサ層の表面に多孔質部材を形成する工程(ステップS2)と、スペーサ層を除去して多孔質部材を成形ベースから分離する工程(ステップS3)と、多孔質部材を焼結して最終生産物である多孔質成形体を得る工程(ステップS4)と、を含む。
以下、各工程について詳細に説明する。
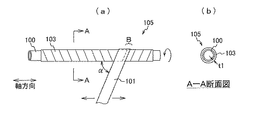
図2(a)は、スペーサ層形成工程の一例を示す模式図であり、(b)は本工程にて作製される成形用型のA−A断面図である。
第一の実施形態に係るスペーサ層形成工程においては、ステンレス製の円筒状の芯金100(成形ベース)の外周に帯状のPVA(ポリビニルアルコール)テープ101(スペーサ材料)を巻付けることにより、芯金100の外周に所定厚のスペーサ層103を形成した成形用型105を作製する。
本工程では、芯金100を軸周りに一定方向に回転させながら、芯金100の周囲にPVAテープ101を所定のピッチ及び角度にて螺旋状に巻付けていく。PVAテープ101は、芯金100の軸方向に対して角度αだけ傾斜させた状態に保持し、芯金100の軸方向に往復移動させながら多層状に巻付ける。図では、軸方向に隣接するPVAテープ101の一部Bを重ね合わせた状態としているが、軸方向に隣接するPVAテープ101同士が重ならないようにしながら巻付けてもよい。
スペーサ層103の厚さt1は図2(b)に示すように、PVAテープ101の厚さ及び巻付け回数によって所望の厚さに調整できる。用いるPVAテープ101自体の厚さにも因るが、スペーサ層103の厚さt1は1/100mm単位で自在に調整することも可能である。このように、芯金100の外径とスペーサ層103の厚さに応じて、最終生産物である多孔質成形体の内径を高精度に調整可能である。
本実施形態では、テープ状のPVAを用いてスペーサ層を形成するため、粉体の飛散による作業環境の汚染の虞はなく、スペーサ材料の取り扱いは容易であり、作業自体もシンプルである。
図3(a)は、多孔質部材形成工程の一例を示す模式図であり、(b)は本工程にて作製される中間生成物のC−C断面図である。
第一の実施形態に係る本工程においては、前段のスペーサ層形成工程にて作製された成形用型105の外周部にステンレス製の金属線材107を巻付けて多孔質部材109の層を形成した中間生成物である多孔質部材を含む積層体111を作製する。
本工程では、スペーサ層形成工程と同様に、成形用型105を軸周りに一定方向に回転させながら、成形用型105の周囲に金属線材107を螺旋状且つ多層状に所定のピッチで巻付けていく。金属線材107は、テンションユニット201から所定の張力を加えられた状態にて順次繰り出されると共に、成形用型105の軸方向に対して所定の角度βだけ傾斜させた状態に維持される。金属線材107は、テンションユニット201を成形用型105の軸方向に往復移動させることで成形用型105の外周部に複数回巻付けられる。また、巻付けられた金属線材107の端部は、多孔質部材109から解けないように抵抗溶接等により金属線材107の適所に接合される。
金属線材107には、例えば線径が0.05mm以上0.2mm以下の断面形状が円形の丸線を用いることができる。また、金属線材107には、丸線を必要に応じて平板帯状、その他の形状に圧延加工したものを用いることができる。
本実施形態では、成形用型に対して金属線材を螺旋状、且つ多層状に所定のピッチで巻付けることにより多孔質部材を形成したが、金属繊維からなる多孔質性の不織布、又は多数の孔が形成された金属製のシート等を成形用型に1回以上巻付けることにより、所定厚の多孔質部材を成形用型の表面に層状に形成してもよい。
本工程は、図3に示した多孔質部材を含む積層体111からスペーサ層103を除去して芯金100と多孔質部材109との間に離型用の隙間を形成し、多孔質部材109を芯金100から分離する工程である。本工程においては、芯金100及び多孔質部材109を残存させた状態にてスペーサ層103のみを消失させる。本工程ではスペーサ層103のみを除去するため、スペーサ層、芯金、及び多孔質部材を構成する各材料に応じて適した方法が採用される。
本実施形態においてスペーサ層103を形成するPVAは水に溶解する性質を持つ。従って、多孔質部材を含む積層体111を水中に浸漬させることでPVAのみを溶解させて多孔質部材を除去し、芯金100と多孔質部材109との間に離型用の隙間を形成することができる。PVAを溶解させる水は常温でもよいが、溶解速度を上げて作業時間を短縮するためには、少なくとも80度以上の温水を用いることが望ましい。
以上のようにして芯金100と多孔質部材109との間に離型用の隙間を形成することにより、多孔質部材109を容易に芯金100から取り外すことができる。
本工程は、スペーサ層除去工程にて得られた多孔質部材に焼結処理を実施して、最終生産物である多孔質成形体を得る工程である。
図7(a)には、本実施形態により作製される多孔質成形体113aが示されている。焼結工程を経ることにより、耐衝撃性、及び目開きの安定性に優れた多孔質部材を得ることができる。また、このようにして得られた多孔質部材は、自動車に装備されるエアバッグのインフレータ用フィルタや、濾過や異物の除去を行う各種のフィルタとして使用することができる。
また、ステップS3のスペーサ層除去工程にて用いられるスペーサ層の除去方法や多孔質部材の保形性の程度に応じて、スペーサ層除去工程と焼結工程の順序を適宜入れ替えて実施することも可能である。
従来のように離型材としてアルミナを用いる場合、芯金に塗装するアルミナ塗装液の調整時にアルミナ粉末を取り扱うことから、粉末の飛散による作業スペースの汚染が問題となっていた。また、多孔質部材を形成する前には、塗装したアルミナを乾燥させる時間が必要である。更に、離型時にはアルミナ部分にせん断力を加えて物理的に破壊していたことから、破砕物が生じていた。その結果、製造工程としては乾燥、アルミナの破壊、破壊により生じた破砕物の除去といった多くの工程が必要となり、製造工程及び製造時間の増大を招いていた。
本実施形態によれば、テープ状、シート状、又はフィルム状のPVAを芯金に巻付けることによって離型材の層であるスペーサ層を形成するので、作業環境の清浄性を保持することができる。また、離型材の乾燥や破壊、破壊に伴って発生する破砕物の除去といった工程が不要となるので、製造工程の削減及び簡素化、並びに製造時間の大幅な短縮を図ることができる。
なお、芯金に対してテープ状、シート状、又はフィルム状のPVAを貼り付けることによってスペーサ層を形成してもよい。この場合、芯金に対して貼付されるシート状等のPVAの枚数に制限はない。例えば芯金の表面領域を複数の領域に分割し、分割された各領域をPVAシート等によって夫々被覆する構成としてよい。このとき、隣接するシート状等のPVAが互いに重なるようにしても、重ならないようにしてもよい。また、複数枚のシート状等のPVAを層状に重ねることによってスペーサ層を形成してもよく、更に下層のシート状等のPVAと、その上に重なる上層のシート状等のPVAとを互い違いに配置してもよい。
本実施形態ではスペーサ材料としてテープ状、シート状又はフィルム状のPVAを用いるので、材料の保管が容易である。また、PVAを液化しないことから、作業に必要なスペースも作業に必要な設備の規模も過大にならず、小ロットからの製造が可能であり、また製造する多孔質成形体が少数であっても安価に製造することができる。
成形ベース及び多孔質部材の構成材料には、上記溶剤のいずれかによって冒されることのない材料であればステンレスの他にも、ジルコニア、鉄、ハステロイ(登録商標)等、種々の材料を用いることができる。溶剤は、少なくとも多孔質成形体となる多孔質部材部分を冒さない材料から選定すればよいが、上記溶剤によって冒されることのない材料から形成された成形ベースを用いた場合には、成形ベースを繰り返し使用することができて好適である。
本発明の第二の実施形態に係る多孔質成形体の製造方法について説明する。以下、第一の実施形態と異なるスペーサ層形成工程についてのみ説明する。
第二の実施形態に係るスペーサ層形成工程においては、図2(b)に示すステンレス製の円筒状の芯金100(成形ベース)の外周に、PVAをコーティングして所定厚の膜状のスペーサ層103を形成する。
図5は、第二の実施形態に係るスペーサ層形成工程の一例を示す模式図である。
本実施形態におけるスペーサ層形成工程は、図5に示すようにスペーサの材料であるPVAを溶解させた溶液120中に芯金100を浸漬させる(ディッピングする)浸漬工程と、芯金100に付着したPVAを乾燥・固化させる乾燥工程とを含む。浸漬工程と乾燥工程は、必要な厚さのスペーサ層103が形成されるまで、交互に複数回実施してもよい。
浸漬工程及び乾燥工程においては、図5に示すように、芯金100の軸方向が鉛直方向となるように芯金100を吊り下げた状態にて作業することで、芯金100の周囲に均一な厚さのPVA膜を形成することができ、且つ芯金100を保持する装置をシンプルにすることができる。
以降は第一の実施形態と同様に、多孔質部材形成工程、スペーサ層除去工程、及び任意で焼結工程を経て、最終完成品である多孔質成形体を得る。
以上のように、本実施形態においては、芯金を、スペーサ材料を含む液体中に浸漬して膜状のスペーサ層を形成するので、スペーサ層の厚さを均一にできる。なお、膜状のスペーサ層を形成する方法としては、ディッピング以外にも、スペーサの材料を含む液体を芯金の表面に塗布、又は吹付塗装し、乾燥・固化させる方法を採用してもよい。
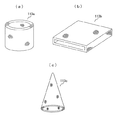
図7(a)〜(c)は、本発明の実施形態により作製可能な多孔質成形体の形状例を示す図である。
図7(a)は、成形ベースとして円筒状(又は円柱状)の芯金100を用いることにより作成された円筒状の多孔質成形体113aを示している。なお、多角筒状(多角柱状)の成形ベースを用いることにより、多角筒状の多孔質成形体を作成することも可能である。図7(b)は、平板状の成形ベースを用いることにより作成された多孔質成形体113bを示し、図7(c)は円錐状の成形ベースを用いることにより作成された多孔質成形体113cを示している。このように、種々の形状の成形ベースを用いることにより、成形ベースに応じた形状の多孔質成形体を作製することが可能である。
スペーサ層除去工程では、成形ベースにスペーサ層と多孔質部材が積層された多孔質部材を含む積層体からスペーサ層のみを除去するため、各層の構成材料に応じてスペーサ層の除去に適した溶剤を選定する必要がある。
例えばスペーサ材料にアクリル樹脂を用いる場合、スペーサ層の形成には、成形ベースに対するフィルム状のアクリル樹脂の巻付け、液状アクリル樹脂の塗布、又は浸漬による成膜を採用できる。
また、成形ベース及び多孔質成形体(又は多孔質部材)の構成材料には、上記溶剤のいずれかによって冒されることのない材料であれば、任意の材料を用いることができる。具体的にはSUS、チタン、ポリ塩化ビニル、フッ素樹脂等を用いることができる。

なお、スペーサ層を燃焼又は熱分解により消失させる場合には、少なくとも多孔質成形体(又は多孔質部材)は、スペーサを燃焼又は熱分解させる温度においてもその形状を維持し、多孔質性を失わない材料から形成することが必要である。
<第一の実施態様>
本態様に係る多孔質成形体113の製造方法は、所定形状の成形ベース(芯金100)の表面の少なくとも一部をスペーサ(スペーサ層103)にて被覆した成形用型105を作製する工程(スペーサ層形成工程)と、スペーサの外周部に多孔質部材109を形成する工程(多孔質部材形成工程)と、スペーサを溶解、燃焼、又は熱分解により消失させて、成形ベースと多孔質部材との間に離型用空間を形成する工程(スペーサ層除去工程)と、含むことを特徴とする。
本態様において成形ベースは、最終生産物である多孔質成形体の形状に応じて柱状、平板状、錘状等、種々の形状のものが用いられる。多孔質部材は、スペーサの消失後にその形状を維持していることが必要であり、多孔質部材の材料はスペーサを消失せる方法に応じて最適なものが選定される。例えば、PVAからなるスペーサを水により溶解させる場合には、多孔質部材としてステンレス材料を用いることができる。
本態様によれば、スペーサを消失させて成形ベースと多孔質部材との間に離型用空間を形成するので、離型時にスペーサの破壊に基づく破砕物が生じることはなく、スペーサの破壊や破砕物の除去工程が不要となり、製造工程数及び製造時間を短縮することが可能となる。
本態様に係る多孔質成形体113の製造方法において、離型用空間を形成する工程(スペーサ層除去工程)は、表面に多孔質部材109が形成された成形用型105を、スペーサ(スペーサ層103)を溶解させる溶媒に浸漬させる工程を含むことを特徴とする。
多孔質部材は流体の通過を許容する性質を有する。このため、中間生成物である多孔質部材109を含む積層体111を溶媒に浸漬させると、溶媒は最外周部に位置する多孔質部材を通過してスペーサに到達する。
本態様によれば、多孔質部材よりも内側に位置するスペーサを溶解させることができる。
本態様に係る多孔質成形体113の製造方法において、成形用型105を作製する工程(スペーサ層形成工程)は、スペーサ(スペーサ層103)を形成するテープ状、シート状、又はフィルム状のスペーサ材料(PVAテープ101)を成形ベース(芯金100)に巻付ける工程を含むことを特徴とする。
本実施態様によれば、テープ状、シート状、又はフィルム状のスペーサ材料を成形ベースに巻付けることによってスペーサを形成するので、作業環境の清浄性を保持することができる。また、スペーサ材料としてテープ状、シート状又はフィルム状のものを用いるので、材料の保管が容易である。また、スペーサ材料が液体状ではないため、作業に必要なスペースも作業に必要な設備の規模も過大にならず、小ロットからの製造が可能であり、また製造する多孔質成形体が少数であっても安価に製造することができる。
本態様に係る多孔質成形体113の製造方法において、多孔質部材109を形成する工程(多孔質部材形成工程)は、成形用型105の外周部に金属線材107を螺旋状、且つ多層状に巻付ける工程を含むことを特徴とする。
本態様によれば、簡易且つ安価な方法にて、多孔質部材を形成することができる。
本態様に係る多孔質成形体113の製造方法は、多孔質部材109を焼結して多孔質成形体を得る工程を含むことを特徴とする。
本態様によれば、多孔質部材を構成する金属線材を焼結するので、耐衝撃性、及び目開きの安定性に優れた多孔質成形体を提供することができる。
本態様に係る成形用型105は、所定形状の成形ベース(芯金100)と、成形ベースの表面の少なくとも一部を被覆するスペーサ(スペーサ層103)と、を備え、スペーサは、成形ベースを残存させた状態にて、溶解、燃焼、又は熱分解により消失可能な材料から構成されていることを特徴とする。
スペーサは溶解、燃焼、又は熱分解により消失するので、成形用型を用いて作製される最終生産物である多孔質成形体103への残留は殆ど認められない。従って、本態様に係る成形用型は、医療用途をはじめ、フィルタリングされる物質に対する他の物質の混合濃度や残留物質の量が厳格に管理されるようなフィルタの製造に適している。
本態様に係る成形用型105において、スペーサ(スペーサ層103)は、成形ベース(芯金100)に巻付けられたテープ状、シート状、又はフィルム状のスペーサ材料(PVAテープ101)から構成されていることを特徴とする。
本実施態様によれば、テープ状、シート状、又はフィルム状のスペーサ材料を成形ベースに巻付けることによってスペーサを形成するので、作業環境の清浄性を保持することができる。また、スペーサ材料としてテープ状、シート状又はフィルム状のものを用いるので、材料の保管が容易である。また、スペーサ材料が液体状ではないため、作業に必要なスペースも作業に必要な設備の規模も過大にならない。
本態様は、所定形状の成形ベース(芯金100)と、成形ベースの表面の少なくとも一部を被覆するスペーサ(スペーサ層103)と、を備えた成形用型105の製造方法であって、溶解、燃焼、又は熱分解により、成形ベースを残存させた状態にて消失可能なテープ状、シート状、又はフィルム状のスペーサ材料(PVAテープ101)を成形ベースに対して巻付ける工程を含むことを特徴とする。
本実施態様によれば、テープ状、シート状、又はフィルム状のスペーサ材料を成形ベースに巻付けることによってスペーサを形成するので、作業環境の清浄性を保持することができる。また、スペーサ材料としてテープ状、シート状又はフィルム状のものを用いるので、材料の保管が容易である。また、スペーサ材料が液体状ではないため、作業に必要なスペースも作業に必要な設備の規模も過大にならない。
本態様に係る多孔質部材を含む積層体111は、所定形状の成形ベース(芯金100)と、成形ベースの表面の少なくとも一部を被覆するスペーサ(スペーサ層103)と、スペーサの外周部に積層された多孔質部材109と、を備え、スペーサは、溶解、燃焼、又は熱分解により、成形ベース及び多孔質部材を残存させた状態にて消失可能な材料から構成されていることを特徴とする。
本態様によれば、スペーサを消失させて成形ベースと多孔質部材との間に離型用空間を形成するので、離型時にスペーサの破壊に基づく破砕物が生じることはなく、スペーサの破壊や破砕物の除去工程が不要となり、製造工程数及び製造時間を短縮することが可能となる。
Claims (7)
- 所定形状の成形ベースの表面の少なくとも一部をスペーサにて被覆した成形用型を作製する工程と、
前記スペーサの外周部に多孔質部材を形成する工程と、
前記スペーサを溶解、燃焼、又は熱分解により消失させて、前記成形ベースと前記多孔質部材との間に離型用空間を形成する工程と、
を含み、
前記スペーサを形成するスペーサ材料は、所定厚さを有するテープ状、シート状、又はフィルム状であり、
前記スペーサの厚さは、前記成形用型を作製する工程において、前記成形ベースに対する前記スペーサ材料の巻き付け回数によって調整されることを特徴とする多孔質成形体の製造方法。 - 前記離型用空間を形成する工程は、表面に前記多孔質部材が形成された前記成形用型を、前記スペーサを溶解させる溶媒に浸漬させる工程を含むことを特徴とする請求項1に記載の多孔質成形体の製造方法。
- 前記多孔質部材を形成する工程は、前記成形用型の外周部に金属線材を螺旋状、且つ多層状に巻付ける工程を含むことを特徴とする請求項1又は2に記載の多孔質成形体の製造方法。
- 前記多孔質部材を焼結して前記多孔質成形体を得る工程を含むことを特徴とする請求項3に記載の多孔質成形体の製造方法。
- 所定形状の成形ベースと、
前記成形ベースの表面の少なくとも一部を被覆するスペーサと、を備え、
前記スペーサは、前記成形ベースを残存させた状態にて、溶解、燃焼、又は熱分解により消失可能な材料から構成されており、
前記スペーサを形成するスペーサ材料は、所定厚さを有するテープ状、シート状、又はフィルム状であり、前記スペーサの厚さは、前記スペーサ材料の巻き付け回数によって調整されていることを特徴とする成形用型。 - 所定形状の成形ベースと、前記成形ベースの表面の少なくとも一部を被覆するスペーサと、を備えた成形用型の製造方法であって、
溶解、燃焼、又は熱分解により、前記成形ベースを残存させた状態にて消失可能なテープ状、シート状、又はフィルム状の、所定厚さを有するスペーサ材料を前記成形ベースに対して巻付ける工程を含み、
前記スペーサの厚さは、前記成形ベースに対する前記スペーサ材料の巻き付け回数によって調整されることを特徴とする成形用型の製造方法。 - 所定形状の成形ベースと、
前記成形ベースの表面の少なくとも一部を被覆するスペーサと、
前記スペーサの外周部に積層された多孔質部材と、を備え、
前記スペーサは、溶解、燃焼、又は熱分解により、前記成形ベース及び前記多孔質部材を残存させた状態にて消失可能な材料から構成されており、
前記スペーサを形成するスペーサ材料は、所定厚さを有するテープ状、シート状、又はフィルム状であり、前記スペーサの厚さは、前記成形ベースに対する前記スペーサ材料の巻き付け回数によって調整されていることを特徴とする多孔質部材を含む積層体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015229640A JP6625873B2 (ja) | 2015-11-25 | 2015-11-25 | 多孔質成形体の製造方法、成形用型、成形用型の製造方法及び多孔質部材を含む積層体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015229640A JP6625873B2 (ja) | 2015-11-25 | 2015-11-25 | 多孔質成形体の製造方法、成形用型、成形用型の製造方法及び多孔質部材を含む積層体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017094363A JP2017094363A (ja) | 2017-06-01 |
| JP6625873B2 true JP6625873B2 (ja) | 2019-12-25 |
Family
ID=58804301
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015229640A Active JP6625873B2 (ja) | 2015-11-25 | 2015-11-25 | 多孔質成形体の製造方法、成形用型、成形用型の製造方法及び多孔質部材を含む積層体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6625873B2 (ja) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02139010A (ja) * | 1988-11-18 | 1990-05-29 | Konan Tokushu Sangyo Kk | 濾過装置及び該装置に使用する濾材の製造方法 |
| JPH07186117A (ja) * | 1993-12-27 | 1995-07-25 | Akurosu:Kk | 炭素/炭素複合材の製造方法 |
| BE1011244A3 (nl) * | 1997-06-30 | 1999-06-01 | Bekaert Sa Nv | Gelaagde buisvormige metaalstructuur. |
| US6277166B2 (en) * | 1999-03-31 | 2001-08-21 | Acs Industries Inc. | Filter with stiffening ribs |
| US20100146922A1 (en) * | 2006-04-15 | 2010-06-17 | Acs Industries, Inc. | Wound Wire Filter Elements |
| WO2008143606A1 (en) * | 2006-04-15 | 2008-11-27 | Acs Industries | Wound wire filter elements |
| JP2009203093A (ja) * | 2008-02-26 | 2009-09-10 | Ibiden Co Ltd | ルツボ保持部材 |
-
2015
- 2015-11-25 JP JP2015229640A patent/JP6625873B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017094363A (ja) | 2017-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6839169B2 (ja) | セラミックフィルタおよびその形成方法 | |
| US20090173439A1 (en) | Composite structure and process for producing the same | |
| JP5784458B2 (ja) | エアフィルタ濾材 | |
| TW201936296A (zh) | 用於將3d列印部件脫膠之幾何結構 | |
| JP2024125290A (ja) | 多孔質焼結金属体及び多孔質焼結金属体の調製方法 | |
| JP6625873B2 (ja) | 多孔質成形体の製造方法、成形用型、成形用型の製造方法及び多孔質部材を含む積層体 | |
| MXPA00009683A (es) | Articulo ceramico resistente al choque termico. | |
| WO2020091858A1 (en) | Additively manufactured articles with lattice supports and methods and systems for production thereof | |
| JP6185391B2 (ja) | 多孔質焼結体及び多孔質焼結体の製造方法 | |
| KR102214735B1 (ko) | 필터 여과재 | |
| JP4514560B2 (ja) | 筒状セラミック多孔質体及びその製造方法ならびにこれを用いたセラミックフィルター | |
| CN102059024A (zh) | 一种带强化相的非对称结构粉末烧结过滤片的生产方法 | |
| JP2008272692A (ja) | フィルタ及びその製造方法 | |
| CN110691641B (zh) | 中空纤维膜及中空纤维膜的制造方法 | |
| JP6022275B2 (ja) | 筒形フィルターの製造方法及び筒形フィルター | |
| CN113631246A (zh) | 透气孔用构件、具有透气孔用构件的电子器件的制造方法以及构件供给用带 | |
| CN205516897U (zh) | 一种S-Zorb装置用高强度、抗断裂的滤芯 | |
| TWI824353B (zh) | 具有不同層厚度之多層複合物及相關方法 | |
| JP6279045B2 (ja) | 筒形フィルターの製造方法及び筒形フィルター | |
| EP3127595A1 (en) | Self-support electrostatic filter and a filtering device thereof | |
| JPH0788043B2 (ja) | 多孔質ポリテトラフルオロエチレンチューブ、およびその製造方法 | |
| EP2951338B1 (en) | Quench tube for polymer fiber extrusion | |
| JPH02289306A (ja) | セラミック製管状体の製造方法 | |
| EP4506051A1 (en) | Tubular filter with nonwoven media and method | |
| JPWO2015005208A1 (ja) | 高温装置の保護構造及び金属元素の回収方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190830 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190917 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191126 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191128 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6625873 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |