図面を参照して説明する。なお、複数の実施形態において、共通乃至関連する要素には同一の符号を付与するものとする。
(第1実施形態)
先ず、図1〜図4に基づき、電子装置100概略構成について説明する。
電子装置100は、図1及び図2に示すように、回路基板10と、回路基板10の一面S1に実装された回路素子としての発熱素子21と、回路基板10の一面S1に設けられて発熱素子21を封止しているモールド樹脂40と、を備えて構成されている。本実施形態では、一例として、車両のエンジンルーム内に搭載されてなる車載電子装置に電子装置100を適用した例を採用する。さらに、電子装置100は、車載電子装置の一例として、インバータ装置に適用できる。しかしながら、電子装置100は、車載電子装置とは異なる装置に適用することもできる。
また、図2に示すように、回路基板10の一面S1には、発熱素子21に加えて、はんだ32及びはんだ33を介してモールド内素子22,23が実装されていてもよい。モールド内素子22,23は、モールド樹脂40で封止されている。モールド内素子22,23は、例えばチップコンデンサやダイオードなどの回路素子である。
回路基板10は、絶縁性の樹脂基材に導電性部材からなる配線13が形成されたものである。回路基板10としては、例えば、コア層と、コア層に積層されたビルドアップ層と、を含む所謂ビルドアップ基板を採用できる。また、回路基板10としては、コア層が設けられておらず、複数のビルドアップ層が積層された所謂エニーレイヤー基板であっても採用できる。回路基板10は、発熱素子21やモールド内素子22,23などを実装するためのランドを有している。このランドは、一面S1に形成され、配線13と電気的に接続されている。回路基板10は、プリント基板と言い換えることができる。樹脂基材は、例えば、エポキシ樹脂を主成分とした部材である。
また、回路基板10は、例えば直方体形状を有している。つまり、回路基板10は、一面S1、一面S1と反対の裏面S2、及び、一面S1と裏面S2とを繋ぐ4つの側面12を有している。
回路基板10には、板厚方向に貫通した基板貫通穴11が形成されている。以下、回路基板10の板厚方向を単に板厚方向と記載する。基板貫通穴11は、一面S1から裏面S2に達する穴である。詳述すると、樹脂基材には、板厚方向に貫通した貫通穴が設けられている。そして図3に示すように、樹脂基材の貫通穴の内壁面には、金属材料を主成分とする壁面部14aが設けられている。また、樹脂基材の貫通穴における一面S1側の開口の周縁には、金属材料を主成分とする一面部14bが設けられている。さらに、樹脂基材の貫通穴における裏面S2側の開口の周縁には、金属材料を主成分とする裏面部14cが設けられている。
壁面部14a、一面部14b、及び、裏面部14cは、互いに連結されている。以下においては、壁面部14a、一面部14b、及び、裏面部14cを纏めて金属部14と記載することもある。一面部14b及び裏面部14cの平面形状は、円環形状をなしている。壁面部14aは、両端が開口する円筒形状をなしている。
一面S1における基板貫通穴11の開口の周囲には、ソルダレジスト15が形成されている。ソルダレジスト15は、一面部14bに形成されている。すなわち、ソルダレジスト15と樹脂基材との間には、一面部14bが設けられている。言い換えると、ソルダレジスト15と樹脂基材との間には、金属部14の一部が設けられている。
ソルダレジスト15は、特許請求の範囲に記載の弾性部材に相当する。ソルダレジスト15は、樹脂基材よりも弾性率が低くされている。言い換えると、ソルダレジスト15は、樹脂基材よりも柔軟性に優れている。ソルダレジスト15の弾性率は、例えば4GPa程度である。これに対し、樹脂基材の弾性率は、例えば27GPa程度である。なお、金属部14の弾性率は、例えば110GPa程度である。
ソルダレジスト15は、一面S1において環状をなしている。詳述すると、ソルダレジスト15の平面形状は、円環形状をなしている。言い換えると、ソルダレジスト15は、円盤形状をなしている。ソルダレジスト15は、基板貫通穴11の内壁面の一部をなしている。すなわちソルダレジスト15に形成された貫通穴における樹脂基材と反対側の開口端15aは、基板貫通穴11における一面S1側の開口端をなしている。基板貫通穴11は、壁面部14a及びソルダレジスト15に囲まれた空間と言うこともできる。
ソルダレジスト15には、基板貫通穴11の開口面積が開口端15aから一面部14b側にいくにつれて狭くなるように傾斜した形状のレジスト傾斜部15bが形成されている。よって、基板貫通穴11の一部は、裏面S2側から一面S1側に向かうにつれて広がっている構造である。このように、レジスト傾斜部15bは、ソルダレジスト15の一部である。レジスト傾斜部15bは、ソルダレジスト15において、可動ピン460によって変形された部位である。
回路基板10には、一面S1において、ソルダレジスト15の形成箇所と異なる位置にソルダレジスト16が形成されている。ソルダレジスト16は、後程説明する第2上昇工程でクランプ型420に押し当てられて、クランプ型420と回路基板10との間に隙間が形成されるのを抑制するものである。クランプ型420の押圧によって、ソルダレジスト16におけるモールド樹脂40と接触しない部分が凹んでいる。ソルダレジスト16は、板厚方向の投影視において、モールド樹脂40の側面42と重なる位置に形成されている。なお、ソルダレジスト16では、ソルダレジスト15と異なり、傾斜部が形成されていない。
ソルダレジスト16は、回路基板10を製造する工程のうちのソルダレジスト15の形成工程と同じ工程で形成される。ソルダレジスト15及びソルダレジスト16を形成する方法としては、スクリーン印刷やスプレー法を採用することができる。本実施形態において、ソルダレジスト15及びソルダレジスト16の夫々は、1層とされている。すなわち、ソルダレジスト15及びソルダレジスト16の夫々は、1回の工程で形成されたものである。ソルダレジスト15及びソルダレジスト16の夫々の厚さは、例えば30〜50μm程度とされている。ソルダレジスト15及びソルダレジスト16は、例えば、アクリル樹脂を主成分とした部材である。
基板貫通穴11は、ねじ300が挿入される穴である。回路基板10には、板厚方向と直交する平面における四隅に基板貫通穴11が形成されている。なお、ねじ300は、図2に示すように、モールド樹脂40と接触するねじ頭310を有している。ねじ300には、ねじ頭310から突出して設けられた部位の先端側にねじ溝部320が形成されている。
発熱素子21は、回路基板10の一面S1に実装されている回路素子であり、動作することで熱を発するものである。発熱素子21としては、例えば、MOSFETやIGBTなどを採用できる。また、電子装置100がインバータ装置に適用された場合、発熱素子21は、インバータの一部として設けられたスイッチング素子などである。なお、発熱素子21は、パワー素子と言い換えることもできる。
また、発熱素子21は、例えば、両面に電極が形成されたベアチップ状態の半導体素子である。発熱素子21は、実装面が回路基板10の一面S1と対向した状態ではんだ31を介して回路基板10に実装されている。つまり、発熱素子21は、実装面側の電極がはんだ31と電気的及び機械的に接続されて、回路基板10に実装されている。すなわち、発熱素子21は、はんだ31を介して、回路基板10の一面S1に設けられたランドに実装されている。なお、発熱素子21は、はんだ31とは異なる導電性の接着剤を介して回路基板10に実装されていてもよい。
さらに、発熱素子21には、回路基板10への実装面の反対面である非実装面にクリップ35が機械的及び電気的に接続されている。クリップ35は、例えば銅などの金属を主成分とした部材である。クリップ35は、発熱素子21の非実装面に対向する素子側部位と、回路基板10の一面S1に対向する基板側部位と、素子側部位と基板側部位とを連結している連結部位と、が一体的に設けられた部材である。素子側部位は、発熱素子21における非実装面側の電極に電気的及び機械的に接続されている。基板側部位は、回路基板10のランドに電気的及び機械的に接続されている。例えば、クリップ35は、はんだなどの導電性接続部材を介して、発熱素子21及び回路基板10と電気的及び機械的に接続されている。
クリップ35は、発熱素子21と回路基板10とを電気的に接続するためのターミナルとしての機能に加えて、発熱素子21から発せられた熱を放熱するためのヒートシンクとしての機能を有している。上記のように、発熱素子21の非実装面には、クリップ35が電気的及び機械的に接続されている。このため、発熱素子21の熱は、発熱素子21の非実装面からクリップ35の素子側部位に伝達される。
なお、クリップ35は、素子側部位が発熱素子21における非実装面の全域と対向しつつ、非実装面側の電極と電気的及び機械的に接続されている。このようにすることで、クリップ35は、素子側部位が非実装面の一部のみに対向している場合よりも放熱性を向上できる。しかしながら、クリップ35は、素子側部位が非実装面の一部のみに対向しつつ、非実装面側の電極と電気的及び機械的に接続されていてもよい。また、電子装置100では、クリップ35が設けられていない例を採用することもできる。
モールド樹脂40は、例えば、エポキシ系などの樹脂にAL2O3などのフィラーが混ぜられたものなどからなる。モールド樹脂40は、一面S1に設けられ、一面S1ごと発熱素子21を封止している。モールド樹脂40は、特許請求の範囲に記載の封止樹脂体に相当する。
モールド樹脂40は、発熱素子21に加えて、発熱素子21と回路基板10との接続部位、すなわちランドやはんだ31を一体的に封止している。また、モールド樹脂40は、発熱素子21とともに、クリップ35、クリップ35と発熱素子21との接続部位、及び、クリップ35と回路基板10との接続部位を一体的に封止している。なお、本実施形態のモールド樹脂40は、発熱素子21とともに、モールド内素子22,23、及び、モールド内素子22,23と回路基板10との接続部位、すなわちランドやはんだ32,33を一体的に封止している。
モールド樹脂40は、回路基板10における一面S1の少なくとも一部に密着しつつ、発熱素子21などを封止していると言うことができる。本実施形態において一面S1は、モールド樹脂40と接触する部分と、モールド樹脂40と接触しない部分と、を有している。一面S1においてモールド樹脂40と接触する部分は、矩形状をなしている。一面S1においてモールド樹脂40と接触しない部分は、モールド樹脂40と接触する部分を囲む環状に形成され、一面S1の外周部分をなしている。
なお、モールド樹脂40は、クリップ35の素子側部位上にも設けられている。つまり、モールド樹脂40は、クリップ35に対して発熱素子21と反対側にも設けられている。この部分に設けられているモールド樹脂40の厚さは、クリップ35に対して絶縁性を確保でき、且つ、できるだけ薄い方が好ましい。これは、クリップ35及びモールド樹脂40を介して、発熱素子21から発せられた熱を放熱するためである。
電子装置100では、発熱素子21やモールド内素子22,23をモールド樹脂40で封止しているので、これらの素子に埃などが付着するのを抑制できる。また、電子装置100では、発熱素子21と回路基板10との接続部位やモールド内素子22,23と回路基板10との接続部位などを封止しているので、発熱素子21やモールド内素子22,23などと回路基板10との接続信頼性を確保できる。
このように、電子装置100では、回路基板10の一面S1側だけがモールド樹脂40で封止されている。よって、電子装置100は、ハーフモールドパッケージと言うこともできる。モールド樹脂40は、コンプレッション成形によって形成することができる。
モールド樹脂40は、板厚方向に沿う側面42を有している。そして、モールド樹脂40では、一面S1に接した面の反対面が平坦に設けられている。なお、以下においては、モールド樹脂40における一面S1に接した面の反対面を、モールド反対面と記載する。
なお、モールド樹脂40には、一面S1における回路素子の実装部分とは別の位置に開口するように、板厚方向に貫通したモールド貫通穴41が形成されている。モールド貫通穴41は、基板貫通穴11と連通している。よって、電子装置100には裏面S2からモールド反対面に亘って貫通した貫通穴が設けられている、と言うことができる。モールド貫通穴41は、モールド樹脂40の壁面で囲まれた空間と言うこともできる。なお、この壁面は、モールド樹脂40の内壁面と言うこともできる。以下においては、基板貫通穴11及びモールド貫通穴41からなる貫通穴を装置貫通穴とも記載する。
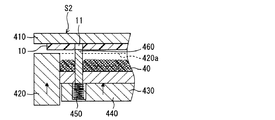
モールド樹脂40は、モールド貫通穴41の開口面積が回路基板10側の開口端からモールド反対面側に行くにつれて広くなるように傾斜した形状のモールド傾斜部41aが形成されている。よって、モールド貫通穴41の一部は、回路基板10側からモールド反対面側に向かうにつれ広がっている構造である。モールド傾斜部41aの表面は、レジスト傾斜部15bの表面と面一に形成されている。モールド傾斜部41aは、モールド貫通穴41における回路基板10側の開口から所定範囲にのみ形成されている。すなわち、モールド傾斜部41aはモールド反対面まで達しておらず、モールド傾斜部41aのモールド反対面側には傾斜していない部分が形成されている。
図4に示すように、電子装置100を図3のIV矢印方向から見た場合、モールド傾斜部41aとレジスト傾斜部15bとが見える。ソルダレジスト15は、外表面として、モールド樹脂40に封止された封止部と、モールド樹脂40から露出する露出部と、を有している。ソルダレジスト15の外表面の露出部が、レジスト傾斜部15bである。レジスト傾斜部15bは、一面S1において環状をなしている。レジスト傾斜部15bの外周端は、ソルダレジスト15の外表面における封止部と連なっている。
モールド貫通穴41は、モールド樹脂40の成形時に可動ピン460が配置されていた部位である。レジスト傾斜部15b及びモールド傾斜部41aは、モールド樹脂40の成形時に可動ピン460のテーパ部462が接触していた部位である。この可動ピン460に関しては、後程説明する。
図1及び図2に示すように、電子装置100は金属ベース200に搭載される。電子装置100は、回路基板10の裏面S2が金属ベース200に熱的に接続された状態で、金属ベース200に搭載されてなるものである。よって、電子装置100は、金属ベース200に放熱することができる。なお本実施形態では、裏面S2に回路素子が実装されていない。
金属ベース200は、アルミニウムや銅などの金属を主成分とした部材である。金属ベース200は、例えば、電子装置100を収容するためのケースの一部や、電子装置100が搭載される搭載機器の一部などである。なお、搭載機器としては、車両の走行用モータやエンジンなどを採用できる。
装置貫通穴にねじ300が挿入されて、ねじ溝部320が金属ベース200のねじ穴に締結されることで、電子装置100が金属ベース200に固定される。つまり、電子装置100は、ねじ300によって金属ベース200にねじ止めされる。
電子装置100は、ねじ300によって金属ベース200に固定されているため、振動などによって金属ベース200から外れたりするのを抑制できる。同様に、電子装置100は、裏面S2が金属ベース200から浮いたりするのを抑制できる。
車両は、走行している道路状況によっては大きく振動することがあったり、振動が継続したりすることがある。しかしながら、このように場合であっても、電子装置100が金属ベース200から外れたり、裏面S2が金属ベース200から浮いたりすることを抑制できる。このため、電子装置100は、金属ベース200から外れて放熱性が低下することを抑制できる。言い換えると、電子装置100は、振動などによって金属ベース200との接触面積が小さくなるのを抑制できるため、放熱性が低下するのを抑制できる。なお、電子装置100がねじ300とは異なる手段で金属ベース200に固定されてもよい。
金属ベース200は、電子装置100が搭載されるものであるため、被搭載部材と称することもできる。なお、回路基板10と金属ベース200との間に放熱グリスが配置されていてもよい。
次に、図5〜図15に基づき電子装置100の製造方法について説明する。本実施形態では、一例として、図5などに示すように、上型410、クランプ型420、第1下型430、第2下型440、ばね450、及び、可動ピン460を備えるコンプレッション成形機を用いて電子装置100を製造する。
上型410は、回路基板10が搭載される搭載面411を有している。上型410は、特許請求の範囲に記載の第1金型に相当する。本実施形態では、搭載面411が平坦面とされている。
上型410は、例えば、搭載面411が地面に対して平行となるように配置されている。そして、地面側に搭載面411が設けられるように、上型410が配置されている。裏面S2が搭載面411と接触する状態で、回路基板10が上型410に固定される。回路基板10は、例えば、真空クランプや、メカクランプなどによって上型410に固定される。しかしながら、回路基板10を上型410に固定する方法は、特に限定されない。なお、以下においては、重力方向を下、重力方向の反対方向を上とする。
クランプ型420、第1下型430、第2下型440、ばね450、及び、可動ピン460は、特許請求の範囲に記載の第2金型に相当する。以下においては、クランプ型420、第1下型430、第2下型440、ばね450、及び、可動ピン460を纏めて下型と記載することもある。また、クランプ型420、第1下型430、第2下型440を纏めて本体部と記載することもある。下型は、上型との対向面側に凹状のキャビティを有している。
下型と上型410とは、一対の金型である。下型と上型410とは、例えば下型が上昇したり下降したりすることで、相対的に近づいたり遠ざかったりすることができる。なお、下型に対して上型を動かす構成としてもよい。下型は、上型410と対向した状態で、上型410の下側に配置される。
クランプ型420には、筒状の壁面で囲まれた穴が設けられている。図5などにおける符号420aは、この壁面の先端面を示している。モールド樹脂40を成形する際、クランプ型420はソルダレジスト16に密着する。
クランプ型420の穴内には、上方向及び下方向に移動できるように第1下型430及び第2下型440が配置されている。第1下型430と第2下型440は、一体となって、最下位置と最上位置との範囲内で上方向及び下方向に移動できるように構成されている。
クランプ型420の壁面と、第1下型430の上面と、によって、モールド樹脂40の構成材料が配置される凹状のキャビティが形成されている。つまり、第1下型430の上面は、キャビティの底面である。
第1下型430と第2下型440とは、互いに固定されている。第1下型430は、上面が回路基板10と対向する面であり、下面が第2下型440に固定されている面である。第1下型430には、可動ピン460が挿通する貫通穴が形成されている。一方、第2下型440には、可動ピン460に対して上方向の力を印加するばね450が配置された凹部が形成されている。
可動ピン460は、図5などに示すように、キャビティの底面から突出し、回路基板10を押圧する部材である。可動ピン460は、第1下型430及び第2下型440に対して上下方向に動けるように、ばね450を介して第2下型440に固定されている。可動ピン460は、特許請求の範囲に記載のピンに相当する。
図12に示すように、可動ピン460は、キャビティの底面から突出した定径部461と、定径部461においてキャビティの底面とは反対側の先端に連なるテーパ部462と、を有している。定径部461は、突出方向において径がほぼ一定とされている。テーパ部462は、キャビティの底部から遠ざかるにつれて径が小さくなる形状を有している。
本実施形態では、円柱形状の定径部461と、円錐台形状のテーパ部462と、を有する可動ピン460を採用している。テーパ部462の一部は、基板貫通穴11を塞ぎ、且つ、ソルダレジスト15を変形させてレジスト傾斜部15bを形成するための部分である。また、テーパ部462のその他部分は、モールド樹脂40の構成材料と接触してモールド傾斜部41aを形成するための部分である。
このようなコンプレッション成形機を用いて、回路基板10にモールド樹脂40を設ける。図5〜図11に示すように、モールド樹脂40を設けるための工程として、固定工程、樹脂撒き工程、第1上昇工程、第2上昇工程、保圧工程、第1離型工程、及び、第2離型工程をこの順番で行う。
固定工程では、図5に示すように、上型410に回路基板10を固定する。固定工程では、裏面S2を搭載面411に接触させた状態で回路基板10を上型410に固定する。このとき、回路基板10には、基板貫通穴11が形成されており、発熱素子21やクリップ35などが実装されている状態である。また、回路基板10は、金属部14、ソルダレジスト15、及び、ソルダレジスト16を有する状態である。しかしながら、ソルダレジスト15には、レジスト傾斜部15bが形成されていない。そして当然ながら、一面S1にはモールド樹脂40が設けられていない。
さらに、固定工程時では、クランプ型420が回路基板10と接しておらず、第1下型430と第2下型440とが最下位置に配置されている。また、可動ピン460は、基板貫通穴11に対向する位置で、回路基板10と接触しない位置に配置されている。可動ピン460は、第1下型430と第2下型440とが最下位置に配置されている状態で先端面420aよりも突出して設けられている。
樹脂撒き工程では、図6に示すように、キャビティ内にモールド樹脂40の構成材料を入れる。言い換えると、樹脂撒き工程では、顆粒状であるモールド樹脂40の構成材料をキャビティ内へ撒布する。なお、図面においては、便宜上、構成材料にもモールド樹脂40と同じ符号40を付与している。
第1上昇工程では、図7に示すように、下型を上昇させる。図7の上矢印方向は、下型の移動方向を示している。第1上昇工程は、図13も参照しつつ説明する。図13は、第1上昇工程時における、ソルダレジスト15付近の拡大図面である。
第1上昇工程では、下型の本体部とともに可動ピン460が上昇する。そして、可動ピン460は、先端面420aよりも突出しているため、先端面420aよりも先に回路基板10に接触する。第1上昇工程では、可動ピン460が上昇することで、ソルダレジスト15に対して一面S1側から可動ピン460を接触させる。しかしながら、ソルダレジスト15には、可動ピン460が接触しているものの、レジスト傾斜部15bが形成されるほどの応力は加えられていない。つまり、可動ピン460からソルダレジスト15への応力は、ソルダレジスト15が変形してレジスト傾斜部15bが形成されるほどの大きさではない。なお第1上昇工程では、先端面420aをソルダレジスト16に接触させていない。
第2上昇工程では、図8に示すように、下型を第1上昇工程の状態からさらに上昇させる。図8の上矢印方向は、下型の移動方向を示している。第2上昇工程では、図14も参照しつつ説明する。図14は、第2上昇工程時における、ソルダレジスト15付近の拡大図面である。
この第2上昇工程では、下型を上昇させることで、可動ピン460によりソルダレジスト15を変形させ、且つ、クランプ型420をソルダレジスト16に接触させてソルダレジスト16を変形させる。つまり、第2上昇工程では、ソルダレジスト15が変形する程度の押圧力で可動ピン460を回路基板10に押し当てる。
可動ピン460には、ばね450から、ばね反力が作用する。可動ピン460は、ばね反力が作用することで、ソルダレジスト15を変形させつつ上方向に移動し、金属部14と接触する。このとき、ソルダレジスト15における樹脂基材との反対面の一部分に可動ピン460を押し当ててソルダレジスト15を変形させる。第2上昇工程において可動ピン460は、回路基板10から、図8の下矢印方向に反力を受ける。なお、金属部14は、可動ピン460の押圧力が作用しても変形しない。
第2上昇工程では、図14に示すように、基板貫通穴11の開口面積が開口端15aから金属部14側にいくにつれて狭くなるように傾斜した形状にソルダレジスト15を変形させる。つまり、この第2上昇工程では、回路基板10にレジスト傾斜部15bを形成する。言い換えると、第2上昇工程では、テーパ部462でソルダレジスト15の一部を潰して、レジスト傾斜部15bを形成する。
第2上昇工程では、可動ピン460でソルダレジスト15を変形させた状態で、基板貫通穴11の開口を塞いでいる。すなわち、第2上昇工程では、可動ピン460でソルダレジスト15を変形させた状態で、回路基板10と可動ピン460との間をシールしている。このとき、図14に示すように、テーパ部462の一部のみがソルダレジスト15と接触している。そして、テーパ部462における残りの部位は、ソルダレジスト15と接触せず、基板貫通穴11の外部に配置されている。
また、第2上昇工程では、下型の上昇により、先端面420aがソルダレジスト16に接触する。そして、先端面420aがソルダレジスト16と接触した状態で、下型をさらに上昇させて、クランプ型420によりソルダレジスト16を変形させる。このソルダレジスト16の変形によって、回路基板10とクランプ型420との間をシールしている。なお、ソルダレジスト16には、傾斜部を形成しない。
以上により、第2上昇工程では、クランプ型420、第1下型430、可動ピン460、及び、回路基板10によって、密閉空間が形成される。つまり、キャビティは、密閉された状態となる。
保圧工程では、図9に示すように、構成材料に成形圧力を加えるために、クランプ型420の穴内において、第1下型430と第2下型440とを上昇させる。なお、保圧工程では、ばね450が可動ピン460によって完全に縮められた状態で下型を上昇させることで、可動ピン460を回路基板10に押し当てる。また、保圧工程では、第1下型430と第2下型440とが最上位置まで上昇させる。
このとき、先端面420aと回路基板10との間に隙間ができて構成材料が漏れ出さないように、クランプ型420によって図9の矢印で示す上方向にソルダレジスト16を押圧している。つまり、先端面420aは、一面S1に密着している。言い換えると、保圧工程では、下型の本体部が回路基板10に固定されている状態である。なお、クランプ型420の先端面420aが、上型410に密着する例を採用することもできる。
また、可動ピン460は、回路基板10との間に隙間ができて構成材料が漏れ出さないように回路基板10を押圧している。詳述すると、可動ピン460は、ソルダレジスト15を潰してレジスト傾斜部15bを形成させた状態で基板貫通穴11を塞いでおり、基板貫通穴11内に構成材料が漏れ出すのを抑制している。レジスト傾斜部15bの表面は、構成材料が漏れ出さないように、可動ピン460が密着しているので、基板貫通穴11を塞ぐシール面と言うことができる。このように、基板貫通穴11は、可動ピン460によって塞がれている状態である。
保圧工程では、可動ピン460と回路基板10との間をシールし、且つ、キャビティが密閉された状態で、モールド樹脂40を成形する。つまり、保圧工程では、キャビティ内の構成材料で一面S1及び発熱素子21などを覆いつつ、構成材料を固めることでモールド樹脂40を成形する。詳述すると、保圧工程では、構成材料に熱を印加しつつ、第1下型430で構成材料に成形圧力を印加することでモールド樹脂40を成形する。これによって、回路基板10は、一面S1にモールド樹脂40が形成される。このとき、図9に示すように、モールド樹脂40は、可動ピン460が挿入されている状態である。
第1離型工程では、図10に示すように、モールド樹脂40が成形された後、クランプ型420の穴内において、第1下型430と第2下型440とを下降させる。このとき、可動ピン460は、ばね450からのばね反力が上方向に加えられつつ、第1下型430及び第2下型440とともに下降する。
第2離型工程では、図11に示すように、下型を下降させる。第2離型工程では、図15も参照しつつ説明する。図15は、第2離型工程時における、ソルダレジスト15付近の拡大図面である。
この第2離型工程では、下型を下降させることで、モールド樹脂40から可動ピン460を抜き出す。図11及び図15に示すように、可動ピン460が抜き出されることで、モールド樹脂40にモールド貫通穴41が形成される。つまり、モールド樹脂40のうちの保圧工程で可動ピン460が挿入されていた領域がモールド貫通穴41となる。また、可動ピン460が抜き出されることで、図15に示すように、モールド樹脂40にモールド傾斜部41aが形成される。
第1離型工程及び第2離型工程では、下型を下降させることで、モールド樹脂40と、クランプ型420及び可動ピン460と、の間で摩擦力が生じる。可動ピン460は、モールド樹脂40で囲まれているため、可動ピン460との間に生じる摩擦力が大きくなり易い。
次に、上記した電子装置100の製造方法の効果について説明する。
本実施形態では、可動ピン460の押圧によって、樹脂基材ではなく、樹脂基材よりも弾性率が低くされたソルダレジスト15を変形させている。これによれば、可動ピン460と回路基板10との間をシールするにあたり、可動ピン460の押圧によってソルダレジスト15が変形し易い。そのため、ソルダレジスト15に大きな力を作用させることなく、可動ピン460と回路基板10との間に隙間が生じるのを抑制できる。よって、モールド樹脂40を成形するにあたり、モールド樹脂40の構成材料が可動ピン460と回路基板10との間の隙間に入り難い。以上によれば、回路基板10に大きな力を作用させることなく、樹脂ばりを抑制できる。
また本実施形態では、樹脂基材を変形させる方法に較べて、小さな力で回路基板10を変形させることができる。これによれば、回路基板10に作用させる応力を大きくするために、コンプレッション成形機を特別な構成とする必要がない。すなわち、可動ピン460と回路基板10との間をシールするにあたり、一般的なコンプレッション成形機を用いて回路基板10の一部を変形させることができる。
ところで、可動ピン460を抜き出す際、モールド樹脂40には、可動ピン460が動く方向に摩擦力が作用する。これにより、モールド樹脂40と接続された回路基板10にも可動ピン460が動く方向に応力が作用し、回路基板10が上型410から離れてしまう虞がある。これに対して本実施形態では、可動ピン460のテーパ部462によって、モールド樹脂40にモールド傾斜部41aを形成している。モールド傾斜部41aの表面は、可動ピン460が動く方向に対して傾斜している。これによれば、モールド傾斜部41aでは、可動ピン460から摩擦力が作用し難い。すなわち、可動ピン460の抜け性を向上できる。したがって本実施形態では、可動ピン460を抜き出す際に回路基板10が上型410から離れるのを抑制できる。
また本実施形態では、樹脂基材とソルダレジスト15との間には、金属を主成分とする一面部14bが設けられている。これによれば、樹脂基材にソルダレジスト15が直接形成された構成に較べて、回路基板10において可動ピン460が押し当たる部分の強度を向上することができる。よって、回路基板10にクラックが生じるのを効果的に抑制できる。
(第2実施形態)
本実施形態において、第1実施形態に示した電子装置100の製造方法と共通する部分についての説明は割愛する。
図16に示すように、裏面部14cにはソルダレジスト17が形成されている。言い換えると、裏面S2にはソルダレジスト17が形成されている。板厚方向の投影視において、ソルダレジスト17は、ソルダレジスト15と重なる位置に形成されている。すなわち、ソルダレジスト17は、裏面S2において基板貫通穴11における裏面S2側の開口端の周縁に形成されている。ソルダレジスト17の厚さは、例えば30〜50μm程度とされている。
本実施形態において、ソルダレジスト17の平面形状は、ソルダレジスト15と同様の円環形状をなしている。ソルダレジスト17は、基板貫通穴11の内壁面の一部をなしている。すなわちソルダレジスト17に形成された貫通穴における樹脂基材と反対側の開口端17aは、基板貫通穴11における裏面S2側の開口端をなしている。本実施形態において基板貫通穴11は、壁面部14a、ソルダレジスト15、及び、ソルダレジスト17に囲まれた空間と言うこともできる。
裏面S2において、ソルダレジスト17の形成箇所は、他の箇所に対して突出している。すなわち、ソルダレジスト17は、裏面S2から突出して設けられている、と言い換えることもできる。ソルダレジスト17は、特許請求の範囲に記載の裏面側突起部に相当する。
図17に示すように、固定工程を行う前に、裏面部14cにソルダレジスト17を形成する。そして、固定工程では、第1実施形態と同様に、回路基板10の裏面S2が上型410の搭載面411と接触するように、回路基板10を上型410に固定する。なお本実施形態では、第1実施形態と同様に、搭載面411が平坦面である。
このとき、ソルダレジスト17は、搭載面411と接触して、上型410に押し当てられる。裏面S2においてソルダレジスト17の形成箇所は、他の箇所に対して突出しているため、他の箇所に較べて上型410から大きな応力が作用する。そして、ソルダレジスト17を介して金属部14及びソルダレジスト15には、裏面S2から一面S1へ向かう方向に応力が作用する。
第2上昇工程では、第1実施形態と同様に、可動ピン460をソルダレジスト15に押し当てる。このとき、ソルダレジスト17が形成されていることで、回路基板10と可動ピン460との間に作用する応力が大きくなる。詳述すると、金属部14及びソルダレジスト15と、可動ピン460と、の間に作用する応力が大きくなる。これにより、回路基板10と可動ピン460との間に隙間が形成されるのを効果的に抑制できる。よって、樹脂ばりを効果的に抑制できる。
なお、本実施形態では、搭載面411が平坦面である例を示したが、これに限定するものではない。図18の第1変形例に示すように、上型410は、搭載面411から突出する搭載面側突起部412を有していてもよい。搭載面側突起部412は、固定工程において裏面部14cと対向するように形成されている。固定工程では、搭載面側突起部412の突出先端面413が裏面S2と接触するように、回路基板10を上型410に固定する。第1変形例の電子装置100では、第2実施形態の電子装置100と同等の効果を奏することができる。なお第1変形例では、回路基板10がソルダレジスト17を有していてもよく、有していなくてもよい。
また、本実施形態では、裏面S2から突出する部分としてソルダレジスト17が形成された例を示したが、これに限定するものではない。裏面S2のうちの板厚方向の投影視でソルダレジスト15と重なる位置から突出する部分を回路基板10が有していればよい。例えば、ソルダレジスト17に代えて、シルク印刷により形成した印刷層を採用することもできる。
(第3実施形態)
本実施形態において、第1実施形態に示した電子装置100の製造方法と共通する部分についての説明は割愛する。
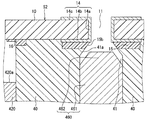
図19に示すように、一面部14bには、ソルダレジスト15の形成箇所と異なる箇所に複数のソルダレジスト18a,18bが形成されている。ソルダレジスト18a,18bは、一面S1の一部をなしている。言い換えると、一面S1には、ソルダレジスト18a,18bが形成されている。
一面S1において、ソルダレジスト18a,18bが形成された箇所は、ソルダレジスト15の形成箇所以外の部分に対して突出している。すなわち、ソルダレジスト18a,18bは、一面S1から突出して設けられている、と言い換えることもできる。ソルダレジスト18a,18bは、特許請求の範囲に記載の一面側突起部に相当する。
図20に示すように、一面S1において、ソルダレジスト18a,18bは、ソルダレジスト15を囲む環状に形成されている。すなわち、一面S1において、ソルダレジスト18a,18bは、基板貫通穴11における一面S1側の開口端を囲む環状に形成されている。詳述すると、ソルダレジスト18aは、一面S1において、ソルダレジスト15を囲むとともに、ソルダレジスト18bによって囲まれている。そして、ソルダレジスト18bは、一面S1において、ソルダレジスト18a及びソルダレジスト15の両方を囲んでいる。
図20では、モールド樹脂40が形成される前の回路基板10について示している。また図20では、ソルダレジスト15及びソルダレジスト18a,18bの平面形状を明確にするために、ソルダレジスト15及びソルダレジスト18a,18bにハッチングを施している。
ソルダレジスト18a,18bの厚さは、可動ピン460に押圧された状態のソルダレジスト15の厚さと異なっている。また、ソルダレジスト18aの厚さは、ソルダレジスト18bの厚さと異なっている。これにより、板厚方向において、ソルダレジスト18a,18bにおける一面部14bとの反対面は、ソルダレジスト15の開口端15aと異なる位置に形成されている。よって、互いに厚さの異なるソルダレジスト15及びソルダレジスト18a,18bによって、一面S1に凹凸が形成されている。
本実施形態において、可動ピン460に押圧された状態のソルダレジスト15は、ソルダレジスト18a,18bよりも厚くされている。また、ソルダレジスト18bは、ソルダレジスト18aよりも厚くされている。すなわち、板厚方向の厚さが薄い順に、ソルダレジスト18a、ソルダレジスト18b、可動ピン460に押圧された状態のソルダレジスト15となっている。
固定工程を行う前には、図21に示すように、互い厚さの異なるソルダレジスト15及びソルダレジスト18a,18bを一面部14bに形成する。第2上昇工程では、可動ピン460のテーパ部462によってレジスト傾斜部15bをソルダレジスト15に形成するとともに、定径部461の一部をソルダレジスト15と接触させている。すなわち図19に示すように、ソルダレジスト15において基板貫通穴11の内壁面をなす一部分には、レジスト傾斜部15bを形成していない。よって、ソルダレジスト15は、基板貫通穴11の内壁面をなす部分として、レジスト傾斜部15bとレジスト非傾斜部15cとを有している。
レジスト非傾斜部15cの表面は、板厚方向に沿っている。レジスト非傾斜部15cは、レジスト傾斜部15bに対して一面部14bと反対側で、レジスト傾斜部15bと連なっている。レジスト非傾斜部15cにおいてレジスト傾斜部15bと連なっている一端と反対の他端は、ソルダレジスト15の開口端15aをなしている。なお、ソルダレジスト18a,18bには可動ピン460を接触させない。
保圧工程では、モールド樹脂40の構成材料でソルダレジスト18a,18bを覆う。ところで保圧工程では、金型からの熱によりモールド樹脂40の構成材料を固めている。そのため、モールド樹脂40の構成材料において金型に近い部分ほど早く固まる。これに対し、構成材料において金型から遠くて固まっていない中心付近は流動し易い。これによれば、モールド樹脂40の構成材料において、中心付近の部分が、可動ピン460からの熱によって固まっているソルダレジスト15付近へ流れて、キャビティから漏れ出すことが考えられる。
これに対して本実施形態では、一面S1においてソルダレジスト15を囲むソルダレジスト18a,18bが形成されている。これによれば、モールド樹脂40の構成材料の固まっていない部分がソルダレジスト15付近へ流れる場合に、ソルダレジスト18a,18bによって構成材料の流れを抑制できる。すなわち、ソルダレジスト18a,18bによって、モールド樹脂40の構成材料の流れをせき止めることができ、キャビティからモールド樹脂40の構成材料が漏れだすのを効果的に抑制できる。したがって、樹脂ばりが形成されるのを効果的に抑制できる。
また、本実施形態では、ソルダレジスト15、及び、ソルダレジスト18a,18bにより、一面S1に凹凸が形成されている。これによれば、流動するモールド樹脂40の構成材料は、ソルダレジスト15及びソルダレジスト18a,18bの厚さが互いに同じとされた場合に較べて、板厚方向に流れが変化し易い。そのため、構成材料の流れにおいて開口端15aまで到達する経路が長くなり易く、構成材料の流れが抑制され易い。言い換えると、ソルダレジスト15、及び、ソルダレジスト18a,18bによって形成された凹凸から流動する構成材料へ抵抗力が作用し、構成材料の流れが抑制され易い。よって、樹脂ばりが形成されるのを効果的に抑制できる。
なお、本実施形態では、ソルダレジスト18a,18bがソルダレジスト15よりも薄くされてた例を示したが、これに限定するものではない。ソルダレジスト18a,18bがソルダレジスト15以上の厚さとされた例を採用することもできる。
また、本実施形態では、2つのソルダレジスト18a,18bが一面S1に形成された例を示したが、これに限定するものではない。3つ以上のソルダレジストがソルダレジスト15を囲むように形成された例を採用することもできる。
また、本実施形態では、一面S1から突出してソルダレジスト15を囲む部分として、ソルダレジスト18a,18bが形成された例を示したが、これに限定するものではない。一面S1から突出してソルダレジスト15を囲む部分が回路基板10に形成されていればよい。例えば、ソルダレジスト18a,18bに代えて、シルク印刷により形成した印刷層を採用することもできる。
(第4実施形態)
本実施形態において、第1実施形態に示した電子装置100の製造方法と共通する部分についての説明は割愛する。
図22に示すように、複数層のソルダレジスト15が一面S1に積層されている。本実施形態では、2層のソルダレジスト15が一面S1に積層されている。すなわち、ソルダレジスト15は、2回の工程で形成されている。これにより、ソルダレジスト15が1層とされた構成に較べて、本実施形態ではソルダレジスト15全体が厚くされている。なお、ソルダレジスト16は1層とされている。
第2実施形態と同様に、ソルダレジスト15は、モールド貫通穴41の内壁面をなす部分として、レジスト傾斜部15bと、レジスト非傾斜部15cと、を有している。しかしながら、ソルダレジスト15にレジスト傾斜部15bのみが形成され、レジスト非傾斜部15cが形成されていない例を採用することもできる。
本実施形態では、ソルダレジスト15が2層になっているため、ソルダレジスト15全体が厚くなっている。これによれば、第2上昇工程で回路基板10と可動ピン460との間に作用する応力が大きくなる。すなわち、回路基板10と可動ピン460との間に隙間が形成されるのを効果的に抑制できる。したがって、樹脂ばりを効果的に抑制できる。
なお本実施形態では、2層のソルダレジスト15が積層された例を示したが、これに限定するものではない。3層以上のソルダレジスト15が積層された例を採用することもできる。
(第5実施形態)
本実施形態において、第1実施形態に示した電子装置100の製造方法と共通する部分についての説明は割愛する。
図23に示すように、モールド貫通穴41内には、一面S1に実装され、モールド樹脂40によって封止されないモールド外素子51が配置されている。モールド外素子51は、モールド樹脂40と接触していない。モールド外素子51としては、例えば、樹脂封止による応力に弱い部品を採用することができる。
本実施形態において、回路基板10には、基板貫通穴11が形成されていない。回路基板10の一面S1には、金属材料を主成分とする一面部14dが形成されている。一面部14dは、樹脂基材及びソルダレジスト15の間に設けられている。一面部14dにソルダレジスト15が形成されている、と言い換えることもできる。一面部14dは、特許請求の範囲に記載の金属部に相当する。一面部14d及びソルダレジスト15の平面形状は、円環形状をなしている。
一面S1においてソルダレジスト15に囲まれる領域には、モールド外素子51を実装するためのランド19が形成されている。すなわち、ランド19は、一面S1において一面部14dに囲まれる領域に形成されている。ランド19は、回路基板10の配線13と電気的に接続されている。モールド外素子51は、はんだ34を介してランド19に接合されている。
図24に示すように、第2上昇工程では、一面部14d及びランド19に可動ピン460を押し当てて、ソルダレジスト15を変形させる。第2上昇工程では、樹脂基材、一面部14d、可動ピン460、及び、ソルダレジスト15によってランド19を囲む空間を形成することで、回路基板10及び可動ピン460の間をシールしている。
そして保圧工程、第1離型工程、及び、第2離型工程を行うことで、モールド樹脂40を形成する。第2離型工程を行った後において、ランド19はモールド樹脂40と接触していない。第2離型工程を行った後、はんだ34を介してモールド外素子51をランド19に接合する接合工程を行う。これにより、モールド外素子51をモールド貫通穴41内に配置することができる。
(第6実施形態)
本実施形態において、第1実施形態に示した電子装置100の製造方法と共通する部分についての説明は割愛する。
電子装置100は、図25に示すように、回路素子としてのモールド外素子52,53が回路基板10の裏面S2に実装されている。このモールド外素子52,53は、はんだなどの導電性接続部材を介して、回路基板10のランドに電気的及び機械的に接続されている。また、モールド外素子52,53は、導電性接続部材及びランドを介して配線13と電気的に接続されている。
このように、回路基板10には、両面S1,S2に回路素子が実装されている。回路基板10の両面S1,S2に回路素子が実装されているため、回路基板10の片面にのみ回路素子が実装されている場合よりも、電子装置100の体格を小型化することができる。ここでの体格とは、板厚方向と直交する平面方向の大きさである。
電子装置100は、モールド樹脂40が金属ベース200に対向した状態で金属ベース200に取り付けられている。詳述すると、電子装置100は、モールド樹脂40が金属ベース200に接触した状態で金属ベース200に取り付けられている。このようにすることで、裏面S2にモールド外素子52,53が実装されていても、金属ベース200に対して電子装置100を容易に取り付けることができる。なお、モールド樹脂40と金属ベース200との間に、放熱グリスなどの熱伝導性部材を配置してもよい。
以上、本発明の好ましい実施形態について説明したが、本発明は上記実施形態になんら制限されることなく、本発明の主旨を逸脱しない範囲において、種々変形して実施することが可能である。
上記実施形態では、ソルダレジスト15と樹脂材料との間に、金属材料を主成分とする一面部14b,14dが形成された例を示したが、これに限定されるものではない。図26の第2変形例に示すように、回路基板10の樹脂基材にソルダレジスト15が直接形成された例を採用することもできる。この例では、ソルダレジスト15と樹脂基材との間に一面部14b,14dが形成されていない。
また上記実施形態では、可動ピン460と回路基板10との間をシールするにあたり、可動ピン460をソルダレジスト15に押し当てて、ソルダレジスト15を変形させる例を示したが、これに限定するものではない。ソルダレジスト15に代えて、シルク印刷により形成した印刷層によって、可動ピン460と回路基板10との間をシールしてもよい。この例では、可動ピン460と回路基板10との間をシールするにあたり、可動ピン460を印刷層に押し当てて、印刷層を変形させる。この印刷層としては、樹脂基材よりも弾性率の低いものを用いる。この例では、印刷層が特許請求の範囲に記載の弾性部材に相当する。例えば、回路基板10の一面S1にアドレスなどを印字する工程で、印刷層を形成する。
また可動ピン460と回路基板10との間をシールするにあたり、回路基板10の構成要素とは異なる部材を回路基板10と可動ピン460との間に配置してもよい。回路基板10と可動ピン460との間に配置する部材としては、例えば、Oリングを採用することができる。この例では、可動ピン460によりOリングを介して回路基板10を押圧する。この例においてOリングは、回路基板10の樹脂基材よりも弾性率が低くされており、特許請求の範囲に記載の弾性部材に相当する。
また上記実施形態では、可動ピン460と回路基板10との間をシールするにあたり、可動ピン460のテーパ部462をソルダレジスト15に押し当てて、レジスト傾斜部15bを形成する例を示したが、これに限定するものではない。ソルダレジスト15にレジスト傾斜部15bを形成しない例を採用することもできる。同様に、モールド樹脂40にモールド傾斜部41aを形成しない例を採用することもできる。これら例では、可動ピン460が、定径部461のみを有し、テーパ部462を有していない。
また上記実施形態では、ソルダレジスト16に傾斜部を形成しない例を示したが、これに限定するものではない。ソルダレジスト15と同様に、ソルダレジスト16に傾斜部を形成してもよい。この例では、クランプ型420においてソルダレジスト16と接触する部分にテーパ部を形成しておく。
また上記実施形態では、ソルダレジスト15における一面部14bとの反対面の一部分に可動ピン460を押し当てる例を示したが、これに限定するものではない。ソルダレジスト15における一面部14bとの反対面の全体に可動ピン460を押し当てる例を採用することもできる。なお、この例においても、ソルダレジスト15の外表面の少なくとも一部は、モールド樹脂40に封止されている。
また上記実施形態では、樹脂撒き工程を行った後に第1上昇工程を行ったが、これに限定するものではない。第1上昇工程を行った後に樹脂撒き工程を行ってもよい。すなわち、回路基板10と可動ピン460との間をシールした後に、キャビティにモールド樹脂40の構成材料を入れてもよい。
また上記実施形態では、ばね450を介して可動ピン460が下型の本体部に固定された例を示したが、これに限定するものではない。モータ等により可動ピン460がキャビティの底面から突出自在に設けられた例を採用することもできる。例えば、回路基板10と可動ピン460との間をシールする際や、可動ピン460をモールド樹脂40から抜く際に、モータを動作させて可動ピン460を動かしてもよい。