JP6703117B2 - 高い平滑性を有する炭素繊維強化プラスチック材料 - Google Patents
高い平滑性を有する炭素繊維強化プラスチック材料 Download PDFInfo
- Publication number
- JP6703117B2 JP6703117B2 JP2018535147A JP2018535147A JP6703117B2 JP 6703117 B2 JP6703117 B2 JP 6703117B2 JP 2018535147 A JP2018535147 A JP 2018535147A JP 2018535147 A JP2018535147 A JP 2018535147A JP 6703117 B2 JP6703117 B2 JP 6703117B2
- Authority
- JP
- Japan
- Prior art keywords
- plastic material
- reinforced plastic
- fiber reinforced
- fiber
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 title claims description 104
- 239000004918 carbon fiber reinforced polymer Substances 0.000 title description 12
- 229920002430 Fibre-reinforced plastic Polymers 0.000 claims description 66
- 239000011151 fibre-reinforced plastic Substances 0.000 claims description 66
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 59
- 239000004917 carbon fiber Substances 0.000 claims description 59
- 229920005989 resin Polymers 0.000 claims description 54
- 239000011347 resin Substances 0.000 claims description 54
- 238000000034 method Methods 0.000 claims description 38
- 238000000465 moulding Methods 0.000 claims description 35
- 238000000748 compression moulding Methods 0.000 claims description 30
- 239000000945 filler Substances 0.000 claims description 29
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 19
- 238000001816 cooling Methods 0.000 claims description 17
- 239000000835 fiber Substances 0.000 claims description 15
- 229920001567 vinyl ester resin Polymers 0.000 claims description 15
- 230000006835 compression Effects 0.000 claims description 13
- 238000007906 compression Methods 0.000 claims description 13
- 230000003746 surface roughness Effects 0.000 claims description 12
- 239000002245 particle Substances 0.000 claims description 11
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical group O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 10
- 239000005350 fused silica glass Substances 0.000 claims description 10
- 239000003973 paint Substances 0.000 claims description 7
- 239000010433 feldspar Substances 0.000 claims description 6
- 229920006337 unsaturated polyester resin Polymers 0.000 claims description 4
- 229920001225 polyester resin Polymers 0.000 claims 2
- 239000004645 polyester resin Substances 0.000 claims 2
- 229920006395 saturated elastomer Polymers 0.000 claims 2
- 230000000052 comparative effect Effects 0.000 description 12
- 229910000831 Steel Inorganic materials 0.000 description 11
- 239000010959 steel Substances 0.000 description 11
- 238000005259 measurement Methods 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 5
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 5
- 229920002554 vinyl polymer Polymers 0.000 description 5
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 229920001187 thermosetting polymer Polymers 0.000 description 4
- 229920001684 low density polyethylene Polymers 0.000 description 3
- 239000004702 low-density polyethylene Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000011282 treatment Methods 0.000 description 3
- 239000002131 composite material Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 238000010422 painting Methods 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- BRQMAAFGEXNUOL-UHFFFAOYSA-N 2-ethylhexyl (2-methylpropan-2-yl)oxy carbonate Chemical compound CCCCC(CC)COC(=O)OOC(C)(C)C BRQMAAFGEXNUOL-UHFFFAOYSA-N 0.000 description 1
- 239000003677 Sheet moulding compound Substances 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/06—Elements
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/003—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/52—Heating or cooling
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/06—Reinforcing macromolecular compounds with loose or coherent fibrous material using pretreated fibrous materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/56—Compression moulding under special conditions, e.g. vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/06—Unsaturated polyesters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
- C08J2363/02—Polyglycidyl ethers of bis-phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/06—Unsaturated polyesters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/005—Additives being defined by their particle size in general
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Reinforced Plastic Materials (AREA)
- Moulding By Coating Moulds (AREA)
Description
炭素繊維強化プラスチック材料の30体積%の割合で存在する炭素繊維を有する、パネルと呼ぶ従来の材料レイアップ。
この参考例では、最初に、比較例1で行ったのと同様に、パネル、すなわち、炭素繊維強化プラスチック材料の30体積%の割合で存在する炭素繊維を有する、パネルと呼ぶ従来の材料レイアップを作製した。
この実施例では、再び、比較例1で行ったのと同様に、パネル、すなわち、炭素繊維強化プラスチック材料の30体積%の割合で存在する炭素繊維を有する、パネルと呼ぶ従来の材料レイアップを作製した。
この実施例では、再び、比較例1で行ったのと同様に、パネル、すなわち、炭素繊維強化プラスチック材料の30体積%の割合で存在する炭素繊維を有する、パネルと呼ぶ従来の材料レイアップを作製した。
この実施例では、再び、比較例1で行ったのと同様に、パネル、すなわち、炭素繊維強化プラスチック材料の30体積%の割合で存在する炭素繊維を有する、パネルと呼ぶ従来の材料レイアップを作製した。
この実施例では、再び、比較例1で行ったのと同様に、パネル、すなわち、炭素繊維強化プラスチック材料の30体積%の割合で存在する炭素繊維を有する、パネルと呼ぶ従来の材料レイアップを作製した。
表2は、6つの例についての結果と、スチールパネルについての参考情報を示す。
本発明に関連する発明の実施態様の一部を以下に示す。
[態様1]
複数の炭素繊維;及び
少なくとも1種の低線熱膨張係数(CLTE)フィラーを含有するビニルエステル樹脂又は不飽和ポリエステル樹脂、
を含む、繊維強化プラスチック材料。
[態様2]
前記少なくとも1つの低CLTEフィラーが、溶融シリカ及び長石から選択される、態様1に記載の繊維強化プラスチック材料。
[態様3]
前記炭素繊維が、チョップド炭素繊維であり、好ましくはランダムに分散されている、態様1又は2に記載の繊維強化プラスチック材料。
[態様4]
前記フィラーが、前記繊維強化プラスチック材料の10〜40体積%の範囲内で前記樹脂中に存在する、態様1〜3のいずれか一つに記載の繊維強化プラスチック材料。
[態様5]
前記複数の炭素繊維が、前記繊維強化プラスチック材料の15〜60体積%の範囲内で存在する、態様1〜4のいずれか一つに記載の繊維強化プラスチック材料。
[態様6]
前記複数の繊維が、前記樹脂によって含浸されている、態様1〜5のいずれか一つに記載の繊維強化プラスチック材料。
[態様7]
前記複数の炭素繊維が50mm以下、好ましくは25mm以下の最大長さを有する、態様1〜6のいずれか一つに記載の繊維強化プラスチック材料。
[態様8]
前記繊維強化プラスチック材料の少なくとも1つの表面が、0.38μm未満、好ましくは0.20μm未満の表面粗さを有し、表面粗さが、プロフィロメーター、例えばミツトヨSV−3000CNCによって測定される、態様7に記載の繊維強化プラスチック材料。
[態様9]
さらに、仕上げ層を含む、態様1〜8のいずれか一つに記載の繊維強化プラスチック材料。
[態様10]
前記仕上げ層がペイントを含む、態様9に記載の繊維強化プラスチック材料。
[態様11]
前記フィラーの粒子が1〜4μm、好ましくは2〜3μmの平均粒径を有する、態様1〜10のいずれか一つに記載の繊維強化プラスチック材料。
[態様12]
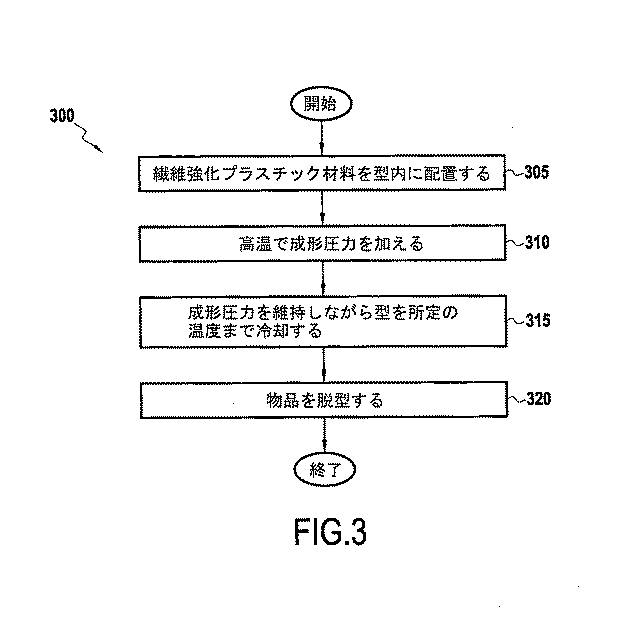
繊維強化プラスチック材料を成形する方法であって、
態様1〜11のいずれか一つに記載の繊維強化プラスチック材料を、前記繊維強化プラスチック材料にツール圧力を加えるように構成された圧縮成形ツールに供給する工程と、
前記圧縮成形ツール内で前記繊維強化プラスチック材料を第1の成形ツール温度で圧縮成形する工程と、
前記繊維強化プラスチック材料に対するツール圧力を維持又は増加しながら、圧縮成形された前記繊維強化プラスチック材料を第2の成形ツール温度まで冷却する工程と、
を含む方法。
[態様13]
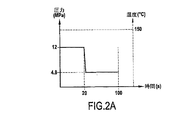
前記圧縮成形工程の間、ツール圧力が2〜15MPaに及び、第1の成形ツール温度が130℃〜160℃に及ぶ、態様12に記載の方法。
[態様14]
前記ツール圧力が、20秒間の第1の時間にわたって、9〜14MPa、好ましくは12MPaの第1の圧力に維持される、態様12又は13に記載の方法。
[態様15]
前記ツール圧力が、前記第1の時間の後に前記第2の圧力まで増加され、第2の時間にわたって、好ましくは前記成形ツールが第2の温度に達するまで、前記第2の圧力に維持されることを特徴とする、態様14に記載の方法。
[態様16]
前記第2の成形ツール温度が40〜60℃、好ましくは50℃である、態様12〜15のいずれか一つに記載の方法。
[態様17]
前記冷却工程の間に、前記成形ツールが周囲条件に基づいて冷却される、態様12〜16のいずれか一つに記載の方法。
[態様18]
前記成形ツール温度が前記第2の成形ツール温度に達したときに、前記圧縮成形ツールから前記繊維強化プラスチック材料を除去する工程を含む、態様12〜17のいずれか一つに記載の方法。
[態様19]
前記冷却工程の後に、前記繊維強化プラスチック材料に仕上げ層を適用する工程を含む、態様12〜18のいずれか一つに記載の方法。
[態様20]
前記仕上げ層がペイントを含む、態様19に記載の方法。
[態様21]
さらに、前記仕上げ層を硬化させることを含む、請求項19〜20のいずれか一つに記載の方法。
Claims (24)
- 複数の炭素繊維;及び
0.5〜4.5×10−6/℃の範囲内の線熱膨張係数を有する少なくとも1種の低線熱膨張係数(CLTE)フィラーを含有するビニルエステル樹脂又は不飽和ポリエステル樹脂、
を含む、繊維強化プラスチック材料であって、
前記複数の炭素繊維が50mm以下の最大長さを有し、
前記繊維強化プラスチック材料の少なくとも1つの表面が、2.5mmのフィルターカットオフ値でプロフィロメーターミツトヨSV−3000CNCによって測定した場合に0.38μm未満の表面粗さRaを有する、
繊維強化プラスチック材料。 - 前記少なくとも1つの低CLTEフィラーが、溶融シリカ及び長石から選択される、請求項1に記載の繊維強化プラスチック材料。
- 前記炭素繊維が、チョップド炭素繊維である、請求項1又は2に記載の繊維強化プラスチック材料。
- 前記炭素繊維が、前記ビニルエステル樹脂又は不飽和ポリエステル樹脂中にランダムに分散されたチョップド炭素繊維である、請求項1又は2に記載の繊維強化プラスチック材料。
- 前記フィラーが、前記繊維強化プラスチック材料の10〜40体積%の範囲内で前記樹脂中に存在する、請求項1〜4のいずれか一項に記載の繊維強化プラスチック材料。
- 前記複数の炭素繊維が、前記繊維強化プラスチック材料の15〜60体積%の範囲内で存在する、請求項1〜5のいずれか一項に記載の繊維強化プラスチック材料。
- 前記複数の繊維が、前記樹脂によって含浸されている、請求項1〜6のいずれか一項に記載の繊維強化プラスチック材料。
- 前記複数の炭素繊維が25mm以下の最大長さを有する、請求項1〜7のいずれか一項に記載の繊維強化プラスチック材料。
- 前記繊維強化プラスチック材料の少なくとも1つの表面が、2.5mmのフィルターカットオフ値でプロフィロメーターミツトヨSV−3000CNCによって測定した場合に0.25μm以下の表面粗さRaを有する、請求項1〜8のいずれか一項に記載の繊維強化プラスチック材料。
- 前記繊維強化プラスチック材料の少なくとも1つの表面が、0.8mmのフィルターカットオフ値でプロフィロメーターミツトヨSV−3000CNCによって測定した場合に0.15μm以下の表面粗さRaを有する、請求項1〜9のいずれか一項に記載の繊維強化プラスチック材料。
- さらに、仕上げ層を含む、請求項1〜10のいずれか一項に記載の繊維強化プラスチック材料。
- 前記仕上げ層がペイントを含む、請求項11に記載の繊維強化プラスチック材料。
- 前記フィラーの粒子が1〜4μmの平均粒径を有する、請求項1〜12のいずれか一項に記載の繊維強化プラスチック材料。
- 繊維強化プラスチック材料を成形する方法であって、
複数の炭素繊維と、0.5〜4.5×10−6/℃の範囲内の線熱膨張係数を有する少なくとも1種の低線熱膨張係数(CLTE)フィラーを含有するビニルエステル樹脂又は不飽和ポリエステル樹脂とを含む繊維強化プラスチック材料を、前記繊維強化プラスチック材料にツール圧力を加えるように構成された圧縮成形ツールに供給する工程と、
前記圧縮成形ツール内で前記繊維強化プラスチック材料を第1の成形ツール温度で圧縮成形する工程と、
前記繊維強化プラスチック材料に対するツール圧力を維持又は増加しながら、圧縮成形された前記繊維強化プラスチック材料を第2の成形ツール温度まで冷却する工程と、
を含む方法。 - 前記圧縮成形工程の間、ツール圧力が2〜15MPaに及び、第1の成形ツール温度が130℃〜160℃に及ぶ、請求項14に記載の方法。
- 前記ツール圧力が、20秒間の第1の時間にわたって、9〜14MPaの第1の圧力に維持される、請求項14又は15に記載の方法。
- 前記ツール圧力が、前記第1の時間の後に前記第2の圧力まで増加され、第2の時間にわたって前記第2の圧力に維持されることを特徴とする、請求項16に記載の方法。
- 前記ツール圧力が、前記第1の時間の後に前記第2の圧力まで増加され、前記成形ツールが第2の温度に達するまでの第2の時間にわたって前記第2の圧力に維持されることを特徴とする、請求項16に記載の方法。
- 前記第2の成形ツール温度が40〜60℃である、請求項14〜18のいずれか一項に記載の方法。
- 前記冷却工程の間に、前記成形ツールが放冷される、請求項14〜19いずれか一項に記載の方法。
- 前記成形ツール温度が前記第2の成形ツール温度に達したときに、前記圧縮成形ツールから前記繊維強化プラスチック材料を除去する工程を含む、請求項14〜20のいずれか一項に記載の方法。
- 前記冷却工程の後に、前記繊維強化プラスチック材料に仕上げ層を適用する工程を含む、請求項14〜21のいずれか一項に記載の方法。
- 前記仕上げ層がペイントを含む、請求項22に記載の方法。
- さらに、前記仕上げ層を硬化させることを含む、請求項22又は23に記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EP2016/050093 WO2017118476A1 (en) | 2016-01-05 | 2016-01-05 | Carbon fiber reinforced plastic material having high smoothness |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019506484A JP2019506484A (ja) | 2019-03-07 |
| JP6703117B2 true JP6703117B2 (ja) | 2020-06-03 |
Family
ID=55229647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018535147A Active JP6703117B2 (ja) | 2016-01-05 | 2016-01-05 | 高い平滑性を有する炭素繊維強化プラスチック材料 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10961361B2 (ja) |
| EP (1) | EP3400257B1 (ja) |
| JP (1) | JP6703117B2 (ja) |
| CN (1) | CN108291034A (ja) |
| WO (1) | WO2017118476A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12522702B2 (en) * | 2020-04-28 | 2026-01-13 | Japan Composite Co., Ltd. | Thin plate molding material and molded article |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61213225A (ja) * | 1985-03-18 | 1986-09-22 | Adachi Shin Sangyo Kk | 熱硬化性樹脂成形材料 |
| JPH0739146B2 (ja) * | 1988-02-26 | 1995-05-01 | 安達新産業株式会社 | 樹脂成形用材料 |
| JP3032582B2 (ja) | 1990-12-26 | 2000-04-17 | 三菱化学株式会社 | 繊維強化熱可塑性樹脂成形品の外観改良方法 |
| US5604266A (en) * | 1992-10-15 | 1997-02-18 | Ecomat, Inc. | Cured unsaturated polyest-polyurethane highly filled resin materials and process for preparing them |
| NL1012103C2 (nl) * | 1999-05-19 | 2000-11-21 | Dsm Nv | Velvormig voortbrengsel van een thermohardbaar harsmengsel en koolstofvezels. |
| JP2001139831A (ja) * | 1999-11-15 | 2001-05-22 | Toray Ind Inc | 炭素繊維系バルクモールディングコンパウンド材料および成形体 |
| JP3844283B2 (ja) * | 2001-08-07 | 2006-11-08 | 東海興業株式会社 | 複合樹脂製品 |
| JP2007131697A (ja) | 2005-11-09 | 2007-05-31 | Toho Tenax Co Ltd | 繊維強化熱可塑性樹脂スタンパブルシート及び繊維強化熱可塑性樹脂成型物 |
| US20070173584A1 (en) * | 2006-01-23 | 2007-07-26 | Ashland Licensing And Intellectual Property Llc | Composite polymers |
| JP4955294B2 (ja) * | 2006-04-04 | 2012-06-20 | 本田技研工業株式会社 | 自動車部品用炭素繊維強化プラスチック成形材料及び自動車部品用炭素繊維強化プラスチック成形体 |
| US20070235698A1 (en) * | 2006-04-05 | 2007-10-11 | General Electric Company | vehicular body part |
| JP5232496B2 (ja) * | 2008-02-21 | 2013-07-10 | ジャパンコンポジット株式会社 | 不飽和ポリエステル樹脂組成物、これを含有する成形材料及び成形品 |
| JP2011056798A (ja) * | 2009-09-10 | 2011-03-24 | Mitsubishi Rayon Co Ltd | 繊維強化複合材料成形品の製造方法 |
| CN102632622B (zh) * | 2012-05-03 | 2015-01-07 | 湖南欧亚碳纤维复合材料有限公司 | 纤维增强树脂基复合家具材料制成的碳纤维桌脚的制备方法 |
| CN103059532B (zh) * | 2012-12-29 | 2015-06-03 | 昆明普尔顿环保科技股份有限公司 | 一种团状模塑料加工的塑料管 |
| CN104419206A (zh) * | 2013-08-24 | 2015-03-18 | 黑龙江鑫达企业集团有限公司 | 一种高性能纤维增强聚苯硫醚复合材料的制备方法 |
| EP3092122B8 (en) * | 2014-01-09 | 2022-06-15 | Toyota Motor Europe | Reinforced plastic material having high smoothness |
-
2016
- 2016-01-05 JP JP2018535147A patent/JP6703117B2/ja active Active
- 2016-01-05 US US15/779,588 patent/US10961361B2/en active Active
- 2016-01-05 CN CN201680069315.9A patent/CN108291034A/zh active Pending
- 2016-01-05 WO PCT/EP2016/050093 patent/WO2017118476A1/en not_active Ceased
- 2016-01-05 EP EP16701419.0A patent/EP3400257B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| US10961361B2 (en) | 2021-03-30 |
| CN108291034A (zh) | 2018-07-17 |
| EP3400257A1 (en) | 2018-11-14 |
| WO2017118476A1 (en) | 2017-07-13 |
| JP2019506484A (ja) | 2019-03-07 |
| EP3400257B1 (en) | 2020-10-21 |
| US20200299470A1 (en) | 2020-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7208390B2 (ja) | 熱放出性の低い高強度の複合材 | |
| EP3092122B1 (en) | Reinforced plastic material having high smoothness | |
| CN110831746A (zh) | 拉挤浸渍纤维及其用途 | |
| CN106626662A (zh) | 夹层结构复合材料及其制备方法 | |
| WO2019031111A1 (ja) | プリプレグ積層体、プリプレグ積層体を用いた繊維強化プラスチックの製造方法及び繊維強化プラスチック | |
| WO2019189384A1 (ja) | 成形品の製造方法 | |
| JP6703117B2 (ja) | 高い平滑性を有する炭素繊維強化プラスチック材料 | |
| EP0296611B1 (en) | Stamping-moldable material | |
| KR100249575B1 (ko) | 성형에 의한 복합 생성물의 제조방법 | |
| US12515417B2 (en) | Hybrid fiber based molding thermoplastic article and process of forming same | |
| EP3524413B1 (en) | Resin-based composite structure and method for forming the same | |
| Beng et al. | Effect of ply lay-up and curing pressure on void content in GFRP laminates of unsaturated polyester resin-reinforced woven E-glass fibers | |
| JP2579568B2 (ja) | ガラス繊維強化シートの製造方法 | |
| US20130153121A1 (en) | Methods, apparatus and systems for reducing warpage in polymers with continuous fibers | |
| EP3442795B1 (en) | Vehicle components formed with epoxidized chopped glass bonded to a thermoset matrix | |
| JP2006001021A (ja) | 外観部品とその製造方法 | |
| JP2747869B2 (ja) | ガラス繊維強化シートの製造方法 | |
| KR102174303B1 (ko) | 저비중 smc 복합시트 | |
| WO2024203468A1 (ja) | 樹脂成形体及びその製造方法 | |
| JPH0516225A (ja) | 加工用ポリプロピレンフイルム | |
| HK1008431B (en) | Stamping-moldable material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180705 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190702 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190628 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191002 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200330 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200407 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200507 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6703117 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |