JP6710593B2 - 押出成形用金型 - Google Patents
押出成形用金型 Download PDFInfo
- Publication number
- JP6710593B2 JP6710593B2 JP2016125209A JP2016125209A JP6710593B2 JP 6710593 B2 JP6710593 B2 JP 6710593B2 JP 2016125209 A JP2016125209 A JP 2016125209A JP 2016125209 A JP2016125209 A JP 2016125209A JP 6710593 B2 JP6710593 B2 JP 6710593B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- mold
- die
- resin member
- brake pin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
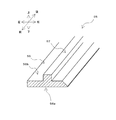
図2は、長尺状樹脂部材55の断面斜視図である。本実施形態に係る押出成形用金型1では、前後方向に細長い長尺状樹脂部材55が形成される。長尺状樹脂部材55は、図2に示すように、長手方向に垂直な断面が略T字状となるように形成された、いわゆる異形押出成形品である。長尺状樹脂部材55は、下面56aが平坦状に形成された前後方向に延びる第1部分56と、該第1部分56の上面56bにおける左右方向中央部を前後方向に延びる第2部分57とを有し、これらが一体に形成されている。
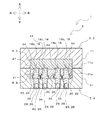
図3は、押出成形用金型1を上方から視た図である。また、図4は、押出成形用金型1を下方から視た図である。また、図5は、図3のV-V線における断面図であり、図6は、図3のVI-VI線における断面図である。
上型3は、図5及び図6を参照して、上外型5及び上中型6を有している。
下型4は、図5及び図6を参照して、下外型7及び下中型8を有している。下型4は、詳しくは後述する押圧部としての棒状部26が設けられる押圧部側金型として設けられている。
押出成形用金型1のPL面(具体的には上型3の下面及び下型4の上面)には、図5等を参照して、樹脂通路18が形成されている。樹脂通路18は、上外型5及び下外型7のそれぞれに形成された溝状の部分により構成された上流側樹脂通路18aと、上中型6に形成された溝状の部分と下中型8の上面とにより構成された下流側樹脂通路18b(図5及び図6参照)と、を有している。なお、図5は、押出成形用金型の所定位置における縦断面図であるため、上流側樹脂通路18aが押出機50側と連通していないようにも見えるが、実際には上流側樹脂通路18aは、押出機50側の樹脂通路と連通している。
型締めボルト27は、押出成形用金型1の型締めを行うためのボルトである。押出成形用金型1では、下型4に上型3が重ねられ、各型締めボルト用ネジ孔及び型締めボルト用貫通孔が上下方向に重なった状態で、型締めボルト27が螺合される。これにより、押出成形用金型1の型締めが行われる。
図1から図6を参照して、本実施形態に係る押出成形用金型1では、型締めボルト27による上型3及び下型4の型締め、面圧調整ボルト28による上中型6と下中型8との間の面圧調整、押しボルト29の締め込み量(すなわち、樹脂通路18を通過する長尺状樹脂部材55に対する押しボルト29の押圧力)、その他の成形条件(金型温度等)が適切に設定された後、押出機50による樹脂材料Mの押し出しが行われる。ピストン51によって押し出された樹脂材料Mは、加熱されて溶融されつつ、上流側樹脂通路18a(すなわち、押出機側樹脂通路及び分岐路)を通過し、各分岐路の下流端から各下流側樹脂通路18bへ流れ込む。
ところで、本実施形態に係る押出成形用金型1で生成される長尺状樹脂部材55は、いわゆる異形押出成形品であり、丸棒状或いは板状の押出成形品と比べて形状が複雑であるため、押出成形後の後加工が非常に困難である。すなわち、異形押出成形品では、押出成形された寸法及び外観性状が、そのまま製品の寸法及び外観性状となる。
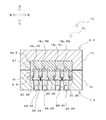
次に、本発明の実施例に係る押出成形用金型について説明する。図7は、実施例に係る押出成形用金型1aの断面図であって、図6に対応させて示す図である。
可塑化シリンダーが約160度、金型の加熱領域が約140度の押出成形機にて、溶融した樹脂を4つの通路PA〜PDのそれぞれに通過させ、冷却水によって冷却して固化させた。これにより、幅が12mm、厚さが3mmの成形品SA〜SDを同時に成形した。
図8は、ブレーキピン30の押圧量を条件1から条件4の間で変化させた場合の、各成形品SA〜SDの単位時間当たりの長さを示す表である。図8における条件1では、ブレーキピン30による成形品SA〜SDの押圧は行っていない。条件2では、通路PB,PCのブレーキピン30のみを押圧した。条件3では、条件2に対して、通路PB,PCのブレーキピン30の押圧量をやや低減し且つ通路PA,PDのブレーキピン30を押圧した。条件4では、条件3に対して、通路PB,PCのブレーキピン30の押圧量を更に低減し且つ通路PA,PDのブレーキピン30の押圧量を更に大きくした。
以上説明したように、上記実施形態に係る押出成形用金型1では、押出機50によって押し出された溶融樹脂が樹脂通路18を通過しつつ、該樹脂通路18の下流側に設けられた冷却領域CZによって冷却されて固化されることにより、長尺状樹脂部材55が形成される。このようにして形成された長尺状樹脂部材55は、樹脂通路出口19から順次流出され、所望の長さに切断されることにより、押出成形品が生成される。
3 上型
4 下型
18 樹脂通路
19 樹脂通路出口
26 棒状部(押圧部)
50 押出機
55 長尺状樹脂部材
CZ 冷却領域
HZ 加熱領域
Claims (6)
- 上型及び下型を備え、前記上型及び前記下型が互いに型締めされた状態で押出機によって押し出された溶融樹脂が通過する樹脂通路が形成され、当該溶融樹脂が冷却されて前記樹脂通路の下流端に形成された樹脂通路出口から外部へ流出することにより長尺状樹脂部材が形成される押出成形用金型であって、
前記上型及び前記下型は、前記押出機によって押し出された前記溶融樹脂が加熱される領域である加熱領域と、前記加熱領域を通過した後の前記溶融樹脂が冷却される冷却領域と、を含み、
前記樹脂通路における前記樹脂通路出口側の部分において、前記上型及び前記下型のうちの一方の金型に対して進退可能に設けられ、前記樹脂通路における前記樹脂通路出口側の部分を通過する前記長尺状樹脂部材を、該長尺状樹脂部材の進行方向に交わる方向に向かって押圧する押圧部、を更に備えており、
前記一方の金型としての押圧部側金型には、貫通孔が形成され、
前記押圧部は、前記貫通孔に挿入される棒状部であり、
前記棒状部は、
先端部分が前記長尺状樹脂部材を押圧可能なように、前記貫通孔に対して進退するブレーキピンと、
前記貫通孔に形成された雌ネジ部に螺合する雄ネジ部が形成され、先端部分で前記ブレーキピンを前記長尺用樹脂部材側へ押圧する押しボルトと、
を有しており、
前記ブレーキピンは、その先端部分が、前記樹脂通路に露出して、前記樹脂通路を通過する前記長尺状樹脂部材に接触して当該長尺状樹脂部材を直接に押圧可能であることを特徴とする、押出成形用金型。 - 請求項1に記載の押出成形用金型において、
前記貫通孔には、前記押しボルトが螺合する押しボルト用ネジ孔と、前記押しボルト用ネジ孔に連通した状態で形成されて前記ブレーキピンが挿通されるブレーキピン用挿通孔とが設けられ、前記押しボルト用ネジ孔と前記ブレーキピン用挿通孔とが、上下方向において重なる位置に設けられていることを特徴とする、押出成形用金型。 - 請求項2に記載の押出成形用金型において、
前記ブレーキピン用貫通孔に挿通された前記ブレーキピンは、その先端部分と反対側の部分が前記押しボルトの先端部分によって支持されていることを特徴とする、押出成形用金型。 - 請求項1から請求項3のいずれか1項に記載の押出成形用金型において、
前記棒状部は、前記長尺状樹脂部材の進行方向に対して垂直な方向に沿って進退可能に設けられていることを特徴とする、押出成形用金型。 - 請求項1から請求項4のいずれか1項に記載の押出成形用金型において、
前記押圧部における前記長尺状樹脂部材を押圧する部分は、前記長尺状樹脂部材における平坦状の部分を押圧することを特長とする、押出成形用金型。 - 請求項1から請求項5のいずれか1項に記載の押出成形用金型において、
複数の前記樹脂通路が形成され、
それぞれが、複数の前記樹脂通路のそれぞれに対応して設けられる複数の前記押圧部を更に備えていることを特徴とする、押出成形用金型。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015130188 | 2015-06-29 | ||
| JP2015130188 | 2015-06-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017013501A JP2017013501A (ja) | 2017-01-19 |
| JP6710593B2 true JP6710593B2 (ja) | 2020-06-17 |
Family
ID=57827620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016125209A Active JP6710593B2 (ja) | 2015-06-29 | 2016-06-24 | 押出成形用金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6710593B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7130585B2 (ja) * | 2018-03-27 | 2022-09-05 | 三ツ星ベルト株式会社 | 押出成形用金型 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5295768A (en) * | 1976-02-09 | 1977-08-11 | Mitsubishi Plastics Ind | Method of extrusion molding thermoplastic synthetic resin film |
| JPS5490358A (en) * | 1977-12-28 | 1979-07-18 | Unitika Ltd | Production of polyvinyl alcohol film for simultaneously biaxially oriented film with improved thickness precision |
| JPH045017A (ja) * | 1990-04-24 | 1992-01-09 | Mitsubishi Plastics Ind Ltd | 固化押出成形装置 |
| JPH04126733A (ja) * | 1990-09-17 | 1992-04-27 | Furukawa Electric Co Ltd:The | 架橋発泡体の製造方法 |
| JP2968576B2 (ja) * | 1990-11-14 | 1999-10-25 | 三菱樹脂株式会社 | 固化押出成形装置 |
| MX2009000810A (es) * | 2006-07-21 | 2009-02-03 | Quadrant Epp Ag | Produccion de paneles uhmwpe. |
| US7758796B2 (en) * | 2006-07-21 | 2010-07-20 | Quadrant Epp Ag | Production of UHMWPE sheet materials |
-
2016
- 2016-06-24 JP JP2016125209A patent/JP6710593B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017013501A (ja) | 2017-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5841246B2 (ja) | 低一定圧力射出成型装置のための代替的圧力制御 | |
| JP5824143B2 (ja) | 低一定圧力での射出成形のための装置 | |
| US3680997A (en) | Extrusion strip die for thermoplastic sheet | |
| US7861757B2 (en) | Flashless welding method and apparatus | |
| JPH0679826B2 (ja) | 押出物の連続成形のための方法および装置に関する改良 | |
| CA2385564C (en) | Improved mixer apparatus and method for injection molding machines | |
| JP6710593B2 (ja) | 押出成形用金型 | |
| KR20190125490A (ko) | 구성요소들 또는 프로파일들을 생성하기 위한 방법 및 장치 | |
| CN102292205A (zh) | 带有调节背压的制动装置的挤压设备 | |
| JP6489691B2 (ja) | 押出成形用金型 | |
| US3212132A (en) | Apparatus for extrusion molding of thermoplastic rods | |
| AT412771B (de) | Extrusionswerkzeug für eine kunststoffschmelze | |
| CN205058487U (zh) | 一种斜三通注塑模具 | |
| JP7130585B2 (ja) | 押出成形用金型 | |
| JP5913075B2 (ja) | 可塑化装置、射出成形装置および射出成形方法 | |
| JP2013103451A (ja) | 熱可塑性樹脂成形体の製造方法 | |
| US6607688B1 (en) | Lattice gate for drop gate injection molding | |
| CN108115914A (zh) | 挤出机的口模及挤出机 | |
| PT91033A (pt) | Dispositivo para a producao de uma construcao de grade e construcao de grade fabricada com o mesmo | |
| WO2017082934A1 (en) | Impingement surfaces | |
| KR20190002474U (ko) | 폴리에틸렌 시트 제조장치 | |
| JP2013082205A (ja) | 熱可塑性樹脂成形体の製造方法 | |
| JP2020138470A (ja) | 中空体の成形方法および中空体の成形装置 | |
| US20040166191A1 (en) | Reservoir reducing screw tip | |
| KR200352652Y1 (ko) | 압출성형용 금형부재 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181213 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20191107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191126 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200526 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200527 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6710593 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |