JP6729202B2 - レベル計測方法及びレベル計測装置 - Google Patents
レベル計測方法及びレベル計測装置 Download PDFInfo
- Publication number
- JP6729202B2 JP6729202B2 JP2016171945A JP2016171945A JP6729202B2 JP 6729202 B2 JP6729202 B2 JP 6729202B2 JP 2016171945 A JP2016171945 A JP 2016171945A JP 2016171945 A JP2016171945 A JP 2016171945A JP 6729202 B2 JP6729202 B2 JP 6729202B2
- Authority
- JP
- Japan
- Prior art keywords
- level
- microwave
- slag
- slag surface
- sweep
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- LGSGIWBAKCYGBB-UHFFFAOYSA-N CC1C(C2)C2CCC1 Chemical compound CC1C(C2)C2CCC1 LGSGIWBAKCYGBB-UHFFFAOYSA-N 0.000 description 2
Images







Landscapes
- Measurement Of Levels Of Liquids Or Fluent Solid Materials (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
- Carbon Steel Or Casting Steel Manufacturing (AREA)
Description
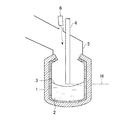
図1は、転炉製鋼プロセスで用いる転炉1の構成を示した概略図である。転炉製鋼プロセスでは、転炉1内(以下、単に炉内とも呼ぶ)に溶銑2を装入し、かかる溶銑2に対してランス4から酸素等のガスを吹き込むことによって、溶銑2の成分調整を行って溶鋼を生成する。かかる溶融物の表面には、処理の進行に伴ってスラグが生成される。本発明によるレベル計測方法は、このように炉内に形成されるスラグ面3のレベルをリアルタイムで計測し得るようになされている。本発明において、「スラグ面」とは、炉内で外部に露出した、溶融状態のスラグの表面をいう。スラグ面3の「レベル」とは、炉内底部や所定基準位置から見た、炉内におけるスラグ面3の高さをいう。
ここでは先ず始めに、マイクロ波を利用したFM−CW方式のレベル計測方法について説明する。図2Aに示すように、マイクロ波を生成する際、周波数掃引器によって制御される発振器の周波数変調の幅がF(Hz)に設定され、掃引周期がT(秒)に設定されたものとする。炉内に向けて照射されるマイクロ波(以下、単に送信波とも呼ぶ)の周波数は、時間の経過とともに連続的かつ直線的に変化する。

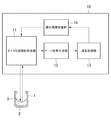
次に、上述した「本発明のレベル計測方法の概要」に従って信号処理を実行するレベル計測装置について以下説明する。図5に示すように、レベル計測装置10は、アンテナ6(図1)や、発振器、周波数掃引器等を備えたマイクロ波照射受信部11を有しており、マイクロ波照射受信部11のアンテナ6から転炉1内のスラグ面3までの離隔距離Dを計測し、当該離隔距離Dからスラグ面3のレベルを特定し得る。
上述した実施の形態においては、転炉製鋼プロセスに用いる転炉1を適用した場合ついて説明したが、本発明はこれに限定されず、例えば溶融還元炉の他、非鉄金属精錬プロセスに用いる炉等その他種々の炉にも適用することができる。非鉄金属精錬プロセスとしては例えば銅溶錬プロセスが挙げられる。
また、上述した実施の形態においては、図6に示したように、スラグ面3のレベルをマイクロ波により計測し、計測したスラグ面3のレベルに応じてマイクロ波の掃引周期Tを変更する場合について述べたが、本発明はこれに限らず、時間の経過によりスラグ面3のレベルを推測し、所定時間経過時にスラグ面3のレベルが所定レベルになったとして、マイクロ波の掃引周期Tを変更してもよい。
3 スラグ面
10 レベル計測装置
11 マイクロ波照射受信部
12 ビート信号生成部
13 演算処理部
14 掃引周期切替部
Claims (6)
- マイクロ波を用いて炉内のスラグ面のレベルを計測するレベル計測方法であって、
ランスを用いて、ガスを前記スラグ面に吹き付ける吹き付け工程と、
前記スラグ面に向けて前記マイクロ波を照射し、前記スラグ面からの反射マイクロ波を受信するマイクロ波照射受信工程と、
前記スラグ面に向けて照射した前記マイクロ波と前記反射マイクロ波とによりビート信号を生成した後、前記ビート信号に基づいてフーリエ変換処理を実行することにより周波数スペクトル信号を生成し、前記周波数スペクトル信号から前記スラグ面のレベルを特定する演算処理工程と、
を備え、
前記マイクロ波照射受信工程は、
前記スラグ面のレベルが、前記ランス先端がスラグ内に浸漬するレベル未満のとき、第1掃引周期のマイクロ波を前記スラグ面に向けて照射し、前記スラグ面のレベルが、前記ランス先端がスラグ内に浸漬するレベル以上になったときに、前記第1掃引周期よりも長い第2掃引周期のマイクロ波に切り替えて、前記第2掃引周期のマイクロ波を前記スラグ面に向けて照射する、レベル計測方法。 - 前記マイクロ波照射受信工程は、
前記第1掃引周期をT1、前記第2掃引周期をT2、前記マイクロ波の波長をλ、前記スラグ面のレベルが、前記ランス先端がスラグ内に浸漬するレベル未満のときの前記スラグ面の変動速度をv1、前記スラグ面のレベルが、前記ランス先端がスラグ内に浸漬するレベル以上のときの前記スラグ面の変動速度をv2(v2<v1)としたとき、
前記スラグ面のレベルが、前記ランス先端がスラグ内に浸漬するレベル未満のとき、T1≦λ/v1の条件を満たし、
前記スラグ面のレベルが、前記ランス先端がスラグ内に浸漬するレベル以上のとき、T2≦λ/v2の条件を満たす
マイクロ波を照射する、請求項1に記載のレベル計測方法。 - 前記マイクロ波照射受信工程は、
前記マイクロ波に基づいて計測された前記スラグ面のレベルに基づいて、前記ランス先端がスラグ内に浸漬するレベルになったと判断して、前記第1掃引周期のマイクロ波から前記第2掃引周期のマイクロ波に切り替える、請求項1または2に記載のレベル計測方法。 - 前記マイクロ波照射受信工程は、
予め設定した所定時間経過時に、前記スラグ面のレベルが、前記ランス先端がスラグ内に浸漬するレベルになったと判断して、前記第1掃引周期のマイクロ波から前記第2掃引周期のマイクロ波に切り替える、請求項1または2に記載のレベル計測方法。 - マイクロ波を用いて炉内のスラグ面のレベルを計測するレベル計測装置であって、
ガスを前記スラグ面に吹き付けるランスと、
前記スラグ面に向けて前記マイクロ波を照射し、前記スラグ面からの反射マイクロ波を受信するマイクロ波照射受信部と、
前記スラグ面に向けて照射された前記マイクロ波と前記反射マイクロ波とによりビート信号を生成するビート信号生成部と、
前記ビート信号に基づいてフーリエ変換処理を実行することにより周波数スペクトル信号を生成し、前記周波数スペクトル信号から前記スラグ面のレベルを特定する演算処理部と、
を備え、
前記マイクロ波照射受信部は、
前記スラグ面のレベルが、前記ランス先端がスラグ内に浸漬するレベル未満のとき、第1掃引周期のマイクロ波を前記スラグ面に向けて照射し、前記スラグ面のレベルが、前記ランス先端がスラグ内に浸漬するレベル以上になったときに、前記第1掃引周期よりも長い第2掃引周期のマイクロ波に切り替えて、前記第2掃引周期のマイクロ波を前記スラグ面に向けて照射する、レベル計測装置。 - 前記マイクロ波照射受信部は、
前記第1掃引周期をT1、前記第2掃引周期をT2、前記マイクロ波の波長をλ、前記スラグ面のレベルが、前記ランス先端がスラグ内に浸漬するレベル未満のときの前記スラグ面の変動速度をv1、前記スラグ面のレベルが、前記ランス先端がスラグ内に浸漬するレベル以上のときの前記スラグ面の変動速度をv2(v2<v1)としたとき、
前記スラグ面のレベルが、前記ランス先端がスラグ内に浸漬するレベル未満のとき、T1≦λ/v1の条件を満たし、
前記スラグ面のレベルが、前記ランス先端がスラグ内に浸漬するレベル以上のとき、T2≦λ/v2の条件を満たす
マイクロ波を照射する、請求項5に記載のレベル計測装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016171945A JP6729202B2 (ja) | 2016-09-02 | 2016-09-02 | レベル計測方法及びレベル計測装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016171945A JP6729202B2 (ja) | 2016-09-02 | 2016-09-02 | レベル計測方法及びレベル計測装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018036224A JP2018036224A (ja) | 2018-03-08 |
| JP6729202B2 true JP6729202B2 (ja) | 2020-07-22 |
Family
ID=61564786
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016171945A Active JP6729202B2 (ja) | 2016-09-02 | 2016-09-02 | レベル計測方法及びレベル計測装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6729202B2 (ja) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5828654A (ja) * | 1981-07-14 | 1983-02-19 | Sumitomo Metal Ind Ltd | スロツピング予知方法 |
| JPH1164501A (ja) * | 1997-08-22 | 1999-03-05 | Japan Radio Co Ltd | サーボスロープ式fm−cwレーダ装置における目標再捕捉方法 |
| JP2003344142A (ja) * | 2002-05-24 | 2003-12-03 | Jfe Steel Kk | マイクロ波レベル計による溶融金属レベル及びスラグ層厚の測定方法及び装置 |
| JP3894100B2 (ja) * | 2002-10-31 | 2007-03-14 | 株式会社デンソー | Fmcwレーダ装置 |
| WO2014115526A1 (ja) * | 2013-01-24 | 2014-07-31 | Jfeスチール株式会社 | 溶銑の予備処理方法 |
| US9024808B2 (en) * | 2013-03-07 | 2015-05-05 | Rosemount Tank Radar Ab | Filling level determination using transmit signals with different frequency steps |
| JP6221708B2 (ja) * | 2013-12-06 | 2017-11-01 | 新日鐵住金株式会社 | レベル計及びレベル計測方法 |
-
2016
- 2016-09-02 JP JP2016171945A patent/JP6729202B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018036224A (ja) | 2018-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4111667B2 (ja) | Fm−cwレーダ装置 | |
| US7737886B2 (en) | Doppler radar systems | |
| US8232914B2 (en) | Radar apparatus | |
| JP6252531B2 (ja) | スラグ高さ測定装置、スラグ高さ測定方法および溶銑の予備処理方法 | |
| CN104955965A (zh) | 铁水的预处理方法 | |
| JP6729202B2 (ja) | レベル計測方法及びレベル計測装置 | |
| JP6221708B2 (ja) | レベル計及びレベル計測方法 | |
| JP6620581B2 (ja) | レベル計及びレベル計測方法 | |
| Tax et al. | Experimental study of the start-up scenario of a 1.5-MW, 110-GHz gyrotron | |
| CN109068432B (zh) | 微波处理方法及装置 | |
| JP5773951B2 (ja) | 液位測定装置およびそのvcoプリディストーション方法 | |
| JP5759429B2 (ja) | 比誘電率算定装置および比誘電率算定プログラム | |
| RU2410650C2 (ru) | Способ измерения уровня материала в резервуаре | |
| JP2019112675A (ja) | レベル計測方法およびレベル計測装置 | |
| JP6201121B2 (ja) | 角度測定装置、角度測定方法及びプログラム | |
| CN111386446B (zh) | 水平计测装置 | |
| JP7381872B2 (ja) | レベル計測装置及びレベル計測方法 | |
| Abuhdima et al. | Simulation of the scattered EM fields from a rotating conducting cylinder | |
| JP6583204B2 (ja) | スラグ高さ測定装置、スラグ高さ測定方法および溶銑の予備処理方法 | |
| CN105403881A (zh) | 基于大面元模型的引信多普勒频率获取方法 | |
| JP5162384B2 (ja) | レーダ装置 | |
| JP2017025387A (ja) | レベル計測方法 | |
| JP2005326345A (ja) | 距離測定装置、距離測定方法および距離測定プログラム | |
| JP2015184200A (ja) | レーダ装置 | |
| Delgado Rajó et al. | Low‐cost resolution improvement technique for short distance measurement systems |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190415 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200225 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200330 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200615 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6729202 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |