JP6743606B2 - 溶融亜鉛めっき鋼板用の調質圧延設備の清掃方法 - Google Patents
溶融亜鉛めっき鋼板用の調質圧延設備の清掃方法 Download PDFInfo
- Publication number
- JP6743606B2 JP6743606B2 JP2016178198A JP2016178198A JP6743606B2 JP 6743606 B2 JP6743606 B2 JP 6743606B2 JP 2016178198 A JP2016178198 A JP 2016178198A JP 2016178198 A JP2016178198 A JP 2016178198A JP 6743606 B2 JP6743606 B2 JP 6743606B2
- Authority
- JP
- Japan
- Prior art keywords
- temper rolling
- steel sheet
- flow rate
- galvanized steel
- dip galvanized
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Metal Rolling (AREA)
Description
[1]ワークロール表面に流体を吹きつけるスプレーの配管内に、気体を送入する弁が設けられていることを特徴とする調質圧延設備。
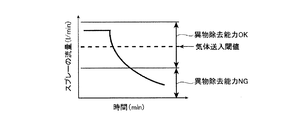
[2][1]に記載の調質圧延設備の清掃方法であって、流量計で前記流体の流量を測定し、前記流体の流量が低下した際に、前記弁を開放して前記スプレーの配管内に気体を送入することを特徴とする調質圧延設備の清掃方法。
2 上側ワークロール
3 下側ワークロール
4 上側バックアップロール
5 下側バックアップロール
6 スプレー
7 スプレー
8 配管
9 流量計
10 弁
11 ストレーナー
12 圧力計
S 鋼板
Claims (1)
- ワークロール表面に流体を吹きつけるスプレーの配管内に、流体の流量を測定する流量計と、前記スプレーの配管内に気体を送入する弁が設けられている溶融亜鉛めっき鋼板用の調質圧延設備の清掃方法であって、前記流量計で前記流体の流量を測定し、前記流体の流量が低下した際に、前記弁を開放して前記スプレーの配管内に気体を送入することを特徴とする溶融亜鉛めっき鋼板用の調質圧延設備の清掃方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016178198A JP6743606B2 (ja) | 2016-09-13 | 2016-09-13 | 溶融亜鉛めっき鋼板用の調質圧延設備の清掃方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016178198A JP6743606B2 (ja) | 2016-09-13 | 2016-09-13 | 溶融亜鉛めっき鋼板用の調質圧延設備の清掃方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018043254A JP2018043254A (ja) | 2018-03-22 |
| JP6743606B2 true JP6743606B2 (ja) | 2020-08-19 |
Family
ID=61692663
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016178198A Active JP6743606B2 (ja) | 2016-09-13 | 2016-09-13 | 溶融亜鉛めっき鋼板用の調質圧延設備の清掃方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6743606B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110538879B (zh) * | 2019-08-30 | 2020-10-30 | 攀钢集团攀枝花钢钒有限公司 | 一种冷轧轧辊自动洗辊的控制方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6122203U (ja) * | 1984-07-09 | 1986-02-08 | 新日本製鐵株式会社 | 熱間圧延装置 |
| JPH0239601Y2 (ja) * | 1984-11-02 | 1990-10-24 | ||
| JP2003062533A (ja) * | 2001-08-24 | 2003-03-04 | Kimihiko Okanoe | 配管洗浄装置 |
| JP5131135B2 (ja) * | 2008-02-26 | 2013-01-30 | 新日鐵住金株式会社 | 潤滑剤供給設備および圧延機並びに潤滑剤供給方法および圧延方法 |
| JP2015167938A (ja) * | 2014-03-10 | 2015-09-28 | 株式会社Screenホールディングス | 基板処理装置 |
-
2016
- 2016-09-13 JP JP2016178198A patent/JP6743606B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018043254A (ja) | 2018-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105408036B (zh) | 可调式除鳞器 | |
| WO2012157619A1 (ja) | 圧延ロールの洗浄装置および洗浄方法 | |
| KR101903917B1 (ko) | 용융 도금 강판의 냉각 장치 | |
| CN108114994B (zh) | 一种热连轧机组生产带钢时减少铁皮灰压入的设备及方法 | |
| CN110496864B (zh) | 一种冷轧设备及冷轧处理方法 | |
| JP6743606B2 (ja) | 溶融亜鉛めっき鋼板用の調質圧延設備の清掃方法 | |
| CN110947783B (zh) | 冷轧处理机组清洗段防止断带的方法 | |
| JP5509648B2 (ja) | 熱延鋼板の通板時水切り方法および装置 | |
| CN117483423B (zh) | 一种盛装tdi化工用桶冷轧板spcc-mc钢种的生产工艺 | |
| WO2015144631A1 (de) | Vorrichtung zur berührungslosen walzenreinigung und verfahren hierfür | |
| CN102343339B (zh) | 一种消除带钢表面光整机螺旋状辊印的方法及装置 | |
| CN211587981U (zh) | 一种避免粉尘压入带钢的吹扫装置 | |
| JP4370996B2 (ja) | 熱間圧延におけるデスケーリング方法及びデスケーリング設備 | |
| CN214719375U (zh) | 一种湿式平整机工作辊辊印缺陷在线清除装置 | |
| JP5696456B2 (ja) | 縞鋼板の圧延後冷却方法 | |
| JPH0569028A (ja) | 調質圧延装置 | |
| US11554396B2 (en) | Cleaning rolling stock during cold rolling of the rolling stock | |
| CN209020957U (zh) | 一种改善平整机异物压入的装置 | |
| CN109848805B (zh) | 金属带的连续磨削方法以及金属带的连续磨削生产线 | |
| JP2019147165A (ja) | コイラー前面パージ設備 | |
| JP2000246324A (ja) | 熱延帯鋼の押し込み疵防止方法 | |
| CN115725978B (zh) | 一种酸洗板表面黑斑缺陷的控制方法 | |
| US20140290704A1 (en) | Method and Device for Cleaning a Surface of a Steel Product | |
| JP3020864B2 (ja) | ステンレス鋼帯用圧延設備およびステンレス鋼帯の圧延方法 | |
| JP3858807B2 (ja) | 冷間タンデム圧延機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180419 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20180502 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20180509 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181017 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190108 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190820 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190910 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200218 |
|
| RD13 | Notification of appointment of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7433 Effective date: 20200402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200407 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20200402 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20200428 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200630 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200713 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6743606 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |