JP6777023B2 - 積層金属箔の溶接方法 - Google Patents
積層金属箔の溶接方法 Download PDFInfo
- Publication number
- JP6777023B2 JP6777023B2 JP2017120724A JP2017120724A JP6777023B2 JP 6777023 B2 JP6777023 B2 JP 6777023B2 JP 2017120724 A JP2017120724 A JP 2017120724A JP 2017120724 A JP2017120724 A JP 2017120724A JP 6777023 B2 JP6777023 B2 JP 6777023B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- metal foil
- laser
- metal plate
- laminated metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/22—Spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0869—Devices involving movement of the laser head in at least one axial direction
- B23K26/0876—Devices involving movement of the laser head in at least one axial direction in at least two axial directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
- B23K26/323—Bonding taking account of the properties of the material involved involving parts made of dissimilar metallic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/60—Preliminary treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/38—Conductors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/12—Copper or alloys thereof
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Description
特許文献1に開示された積層金属箔の溶接方法では、キーホール型溶接を行っているため、やはり溶接時にブローホールが発生すると共に、ブローホールがはじけてスパッタが発生するという問題があった。ここで、ブローホールは、溶接部に残留して溶接部の疲労強度や接触抵抗等に悪影響を及ぼし、スパッタは、異物として付着・混入して悪影響を及ぼす虞がある。
例えば、一対の金属板と積層金属箔が、アルミニウムや銅、あるいはそれらを主成分とする合金等の高熱伝導性を有する金属材料からなる場合、溶融池の熱が逃げやすく、特に問題となる。
上金属板と下金属板とに挟持された積層金属箔に、前記上金属板側からレーザビームを照射して、前記積層金属箔を前記上金属板及び前記下金属板にレーザ溶接する積層金属箔の溶接方法であって、
レーザ溶接する前に、前記上金属板の上面に穴を形成しておくと共に、前記穴の径が前記上面に向かって拡がるように面取部を形成しておき、
レーザ溶接する際、
熱伝導型溶接用の前記レーザビームを前記上金属板の前記面取部に照射して溶融池を形成し、
前記レーザビームを照射しながら周回させて前記溶融池を撹拌し、前記溶融池を前記積層金属箔の積層方向に成長させて前記下金属板に到達させるものである。
このような構成により、穴を容易に形成することができる。
このような構成により、溶接部の品質を向上させることができる。
<溶接された積層金属箔の構成>
まず、図1、図2を参照して、第1の実施形態に係る積層金属箔の溶接方法を用いて溶接された積層金属箔について説明する。
図1は、第1の実施形態に係る積層金属箔の溶接方法を用いて溶接された積層金属箔の平面図である。図2は、図1のII−II断面図である。図1、図2に示すように、積層金属箔11は、上金属板12と下金属板13とに挟持されており、溶接部14において上金属板12及び下金属板13に溶接されている。
このように、第1の実施形態に係る積層金属箔の溶接方法を用いて溶接された積層金属箔11では、溶接部14におけるブローホールの発生が抑制されている。
次に、図3〜図5を参照して、本実施形態に係る積層金属箔の溶接方法について説明する。図3〜図5は、第1の実施形態に係る積層金属箔の溶接方法を示す平面図及び断面図である。図3〜図5のそれぞれにおいて、上段が平面図、下段が断面図である。
そして、図3に示すように、熱伝導型溶接用のレーザビームLBを上金属板12の面取部12cに沿って照射しながら円形状に周回させる。ここで、熱伝導型溶接用のレーザビームとは、キーホールが形成されない程度のエネルギー密度を有するレーザビームである。レーザビームLBのエネルギー密度は、レーザ出力やスポット径を変更することによって調整することができる。
なお、レーザビームLBを面取部12cに照射する限り、必ずしも同一軌道で周回させる必要はない。
その後、レーザビームLBの照射を終了すると、溶融池14aが凝固して、図1、図2に示した溶接部14が形成される。
なお、レーザビームLBを溶融池14aに照射する限り、必ずしも同一軌道で周回させる必要はない。
次に、図6を参照して、第1の実施形態に係る積層金属箔の溶接方法に用いるレーザ溶接装置について説明する。図6は、第1の実施形態に係る積層金属箔の溶接方法に用いるレーザ溶接装置の構成を示すブロック図である。
図6に示すように、第1の実施形態に係る積層金属箔のレーザ溶接方法に用いるレーザ溶接装置は、レーザ発振器101、レーザヘッドLH、レンズL1、受光センサ102、レーザ制御部103を備えている。
そのため、図6に示すように、溶融池14aから放出された熱放射光TRを、レーザヘッドLHを介してレンズL1によって集光した後、受光センサ102によって検出する。より詳細には、レーザヘッドLHにおいて、レンズL2を介してミラーM1を反射した後、ダイクロイックミラーDMを透過した熱放射光TRが、レンズL1により集光される。
ここで、レーザビームLBを照射している溶融池14aの温度が高い程、受光センサ102によって検出される熱放射光TRの受光強度も高くなる。
以下に、レーザ制御部103によるレーザ溶接の制御方法の詳細について説明する。
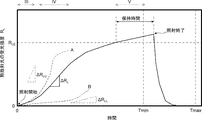
以下に、図7、図8を参照して、第1の実施形態に係る積層金属箔の溶接方法に用いるレーザ溶接の制御方法について説明する。図7は、第1の実施形態に係る積層金属箔の溶接方法に用いるレーザ溶接の制御方法を示すフローチャートである。また、図8は、1回のレーザ溶接における熱放射光の受光強度RLの時間変化を示すグラフである。図8において実線で示した曲線が、熱放射光の受光強度RLの標準的な時間変化パターンである。
なお、図7に示したフローチャートを説明するに当たり、図6に示したレーザ溶接装置の構成も適宜参照する。
続いて、レーザ制御部103は、変化率ΔRLが予め定められた変化率ΔRLの上限値ΔRLUよりも小さいか否か判定する(ステップST3)。上限値ΔRLUは、レーザビームLBの照射を開始する前に、例えばレーザ制御部103の記憶部に格納される。
保持時間が経過した場合(ステップST8YES)、レーザビームLBの照射時間Tについて、図8のグラフに示した下限値Tmin<照射時間T<上限値Tmaxを満たしているか否か判定する(ステップST9)。下限値Tmin及び上限値Tmaxは、レーザビームLBの照射を開始する前に、例えばレーザ制御部103の記憶部に格納される。
下限値Tmin<照射時間T<上限値Tmaxを満たしている場合(ステップST9YES)、レーザ制御部103は、正常に溶接が終了したと判断し、そのままレーザビームLBの照射を終了する。
なお、図7に示した例では、レーザビームLBの照射条件としてレーザ出力をフィードバック制御しているが、照射時間等のその他の照射条件をフィードバック制御してもよい。
12 上金属板
12a 上面
12b 穴
12c 面取部
13 下金属板
14 溶接部
14a 溶融池
50 台座
51 凹部
60 押さえ治具
61 貫通穴
101 レーザ発振器
102 受光センサ
103 レーザ制御部
HM ハーフミラー
L1 レンズ
LB レーザビーム
LH レーザヘッド
TR 熱放射光
Claims (4)
- 上金属板と下金属板とに挟持された積層金属箔に、前記上金属板側からレーザビームを照射して、前記積層金属箔を前記上金属板及び前記下金属板にレーザ溶接する積層金属箔の溶接方法であって、
レーザ溶接する前に、前記上金属板の上面に穴を形成しておくと共に、前記穴の径が前記上面に向かって拡がるように面取部を形成しておき、
レーザ溶接する際、
熱伝導型溶接用の前記レーザビームを前記上金属板の前記面取部に照射して溶融池を形成し、
前記レーザビームを照射しながら周回させて前記溶融池を撹拌し、前記溶融池を前記積層金属箔の積層方向に成長させて前記下金属板に到達させる、
積層金属箔の溶接方法。 - 前記穴が貫通穴である、
請求項1に記載の積層金属箔の溶接方法。 - レーザ溶接する際、
前記溶融池から放出される熱放射光の強度に基づいて、前記レーザビームの照射条件をフィードバック制御する、
請求項1又は2に記載の積層金属箔の溶接方法。 - 前記積層金属箔、前記上金属板及び前記下金属板が、アルミニウム又は銅を主成分とする金属材料からなる、
請求項1〜3のいずれか一項に記載の積層金属箔の溶接方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017120724A JP6777023B2 (ja) | 2017-06-20 | 2017-06-20 | 積層金属箔の溶接方法 |
| US15/982,080 US11123817B2 (en) | 2017-06-20 | 2018-05-17 | Method of welding laminated metal foils |
| KR1020180069722A KR102240307B1 (ko) | 2017-06-20 | 2018-06-18 | 적층 금속박의 용접 방법 |
| CN201810631419.5A CN109093252B (zh) | 2017-06-20 | 2018-06-19 | 焊接层压金属箔的方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017120724A JP6777023B2 (ja) | 2017-06-20 | 2017-06-20 | 積層金属箔の溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019005769A JP2019005769A (ja) | 2019-01-17 |
| JP6777023B2 true JP6777023B2 (ja) | 2020-10-28 |
Family
ID=64657042
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017120724A Active JP6777023B2 (ja) | 2017-06-20 | 2017-06-20 | 積層金属箔の溶接方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11123817B2 (ja) |
| JP (1) | JP6777023B2 (ja) |
| KR (1) | KR102240307B1 (ja) |
| CN (1) | CN109093252B (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115279535B (zh) * | 2020-03-13 | 2025-09-12 | 古河电气工业株式会社 | 焊接方法、激光焊接系统、金属构件、电气部件以及电子设备 |
| US11446764B2 (en) * | 2020-03-24 | 2022-09-20 | Corelase Oy | Laser welding stacked foils |
| KR102872013B1 (ko) * | 2020-06-04 | 2025-10-17 | 후루카와 덴키 고교 가부시키가이샤 | 용접 방법, 용접 장치, 금속 적층체, 전기 부품, 및 전기 제품 |
| JP7539084B2 (ja) * | 2020-11-24 | 2024-08-23 | パナソニックIpマネジメント株式会社 | レーザ加工システム及び治具 |
| JP7843458B2 (ja) * | 2022-05-17 | 2026-04-10 | パナソニックIpマネジメント株式会社 | レーザ出力評価方法及びレーザ出力評価装置 |
| JP7797304B2 (ja) * | 2022-05-18 | 2026-01-13 | Astemo株式会社 | レーザ溶接方法、端子継手構造、電力変換装置 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6057430B2 (ja) * | 1980-11-29 | 1985-12-14 | 松下電工株式会社 | レ−ザビ−ムによる溶接方法 |
| JPS63130290A (ja) * | 1986-11-20 | 1988-06-02 | Matsushita Electric Works Ltd | エネルギビ−ムによる溶接方法 |
| JPH11144774A (ja) * | 1997-11-10 | 1999-05-28 | Harness Syst Tech Res Ltd | レーザ溶接構造 |
| EP0948247B1 (en) * | 1998-04-01 | 2005-08-31 | Mitsui Mining & Smelting Co., Ltd. | Method For Making A Multi-Layer Printed Wiring Board |
| JP2001071162A (ja) | 1999-09-09 | 2001-03-21 | Fuji Xerox Co Ltd | 鋼板のレーザ溶接方法 |
| EP1385666A1 (en) * | 2001-04-11 | 2004-02-04 | Excellon Automation Co. | Circle laser trepanning |
| JP2003126979A (ja) | 2001-10-23 | 2003-05-08 | Okutekku Kk | 金属箔の溶接方法 |
| JP2007066951A (ja) * | 2005-08-29 | 2007-03-15 | Seiko Epson Corp | 積層体の加工方法、積層体、デバイスの製造方法、デバイス、インクジェット記録装置 |
| JP4739063B2 (ja) * | 2006-02-27 | 2011-08-03 | トヨタ自動車株式会社 | レーザ接合方法 |
| CN101745744A (zh) * | 2008-12-18 | 2010-06-23 | 北大方正集团有限公司 | 一种直接镭射成孔方法 |
| JP5902400B2 (ja) * | 2011-04-26 | 2016-04-13 | トヨタ自動車株式会社 | レーザ溶接装置、レーザ溶接方法、鋼板積層体の製造方法及び積層体のレーザ溶接による溶接構造 |
| US20160325377A1 (en) * | 2014-01-17 | 2016-11-10 | Hitachi ,Ltd. | Laser Welding Method and Welded Joint |
| JP6032236B2 (ja) * | 2014-04-08 | 2016-11-24 | トヨタ自動車株式会社 | レーザ溶接方法および溶接構造 |
| JP6331079B2 (ja) | 2014-05-19 | 2018-05-30 | パナソニックIpマネジメント株式会社 | レーザ溶接方法及びレーザ溶接装置 |
| JP2016030280A (ja) * | 2014-07-29 | 2016-03-07 | physical photon 株式会社 | 金属箔のレーザ溶接方法及び装置 |
| JP6137130B2 (ja) * | 2014-11-14 | 2017-05-31 | トヨタ自動車株式会社 | レーザ溶接装置、及びレーザ溶接方法 |
| JP2017095295A (ja) * | 2015-11-20 | 2017-06-01 | 旭硝子株式会社 | ガラス積層体の切断方法 |
-
2017
- 2017-06-20 JP JP2017120724A patent/JP6777023B2/ja active Active
-
2018
- 2018-05-17 US US15/982,080 patent/US11123817B2/en active Active
- 2018-06-18 KR KR1020180069722A patent/KR102240307B1/ko active Active
- 2018-06-19 CN CN201810631419.5A patent/CN109093252B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20180138176A (ko) | 2018-12-28 |
| JP2019005769A (ja) | 2019-01-17 |
| US11123817B2 (en) | 2021-09-21 |
| KR102240307B1 (ko) | 2021-04-14 |
| CN109093252B (zh) | 2020-06-16 |
| US20180361504A1 (en) | 2018-12-20 |
| CN109093252A (zh) | 2018-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6777023B2 (ja) | 積層金属箔の溶接方法 | |
| JP6784232B2 (ja) | 積層金属箔の溶接方法 | |
| CN109093249B (zh) | 激光焊接方法和激光焊接装置 | |
| CN110936016B (zh) | 用于激光焊接的方法和设备 | |
| WO2013186862A1 (ja) | 溶接装置、溶接方法、及び電池の製造方法 | |
| JP6238766B2 (ja) | 溶接装置 | |
| CN107427962A (zh) | 激光叠焊方法 | |
| JP2010075967A (ja) | 異種金属の溶接方法 | |
| JP2020093272A (ja) | レーザ溶接方法 | |
| JP2025529503A (ja) | 多層アルミニウム箔のためのレーザ溶接方法、電池、溶接システム、および制御装置 | |
| CN111001930A (zh) | 用于激光焊接的方法和设备 | |
| JP4352143B2 (ja) | レーザスポット溶接における穴欠陥の防止または修復方法および装置 | |
| WO2023157809A1 (ja) | レーザ溶接方法 | |
| JP6845170B2 (ja) | レーザ加工方法 | |
| JP2019129126A (ja) | 電池の製造方法 | |
| JPH08332582A (ja) | レーザ溶接方法 | |
| JP7325194B2 (ja) | 溶接物製造方法、溶接物製造システム及び溶接物 | |
| JP4098024B2 (ja) | レーザスポット溶接方法 | |
| WO2023157810A1 (ja) | レーザ溶接方法および金属接合体 | |
| JP2020040106A (ja) | 異材接合方法 | |
| JP7570050B1 (ja) | 積層金属箔のレーザー溶接方法 | |
| JP7712245B2 (ja) | 板材、接合体、板材の接合方法及び板材の製造方法 | |
| JP7834858B2 (ja) | 溶接装置、溶接方法、バッテリー製造装置及び自動車製造装置 | |
| JP7630297B2 (ja) | 溶接方法および溶接装置 | |
| JPH09300086A (ja) | レーザ溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190912 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200827 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200908 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200921 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6777023 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |