以下に添付図面を参照しながら、本発明の好適な実施形態について詳細に説明する。なお、本明細書及び図面において、実質的に同一の機能構成を有する構成要素については、同一の符号を付することにより重複説明を省略する。
具体的には、以下では、まず、(1.湯面形状推定システムの構成)において、本発明の一実施形態に係る湯面形状推定システムの構成について説明する。次いで、(2.湯面形状の推定処理)において、当該湯面形状推定システムにおいて行われる、本実施形態に係る湯面形状の推定処理の詳細について説明する。次いで、(3.湯面レベル計の設置位置)において、本実施形態に係る湯面形状の推定処理の内容を考慮した、湯面レベル計の適切な設置位置について説明する。次いで、(4.湯面形状推定装置の機能構成)において、本実施形態に係る湯面形状推定システムにおいて湯面形状の推定処理を実行する湯面形状推定装置の機能構成について説明する。次いで、(5.ハードウェア構成)において、当該湯面形状推定装置の具体的なハードウェア構成の一例について説明する。
(1.湯面形状推定システムの構成)
図1を参照して、本実施形態に係る湯面形状推定システムの構成について説明する。図1は、本実施形態に係る湯面形状推定システムの構成例を示す図である。図1を参照すると、本実施形態に係る湯面形状推定システム1は、連続鋳造機の鋳型101に設置される湯面レベル計105と、湯面形状推定装置201と、出力装置203と、記憶装置205と、を備える。なお、図1では、説明のため、鋳型101内に溶融金属を注入する浸漬ノズル103も併せて図示している。図示するように、浸漬ノズル103は、鋳型101に対して、鋳型幅方向の略中央に設置される。
湯面レベル計105は、例えば渦流式のレベル計であり、鋳型101内の所定の位置における湯面高さを測定する。図示するように、本実施形態では、鋳型101に対して、鋳型幅方向に複数の湯面レベル計105が設置され、各湯面レベル計105は、自身の設置位置における湯面高さを測定する。湯面レベル計105の種類は限定されず、各種の公知のものが用いられてよい。各湯面レベル計105による測定値は、所定の間隔で逐次湯面形状推定装置201に送信される。
なお、図1では、9つの湯面レベル計105が、鋳型幅方向の中心を挟んで対称的に、略等間隔で設置されている様子が示されているが、湯面レベル計105の設置数及び設置位置はかかる例に限定されない。図1に示す湯面レベル計105の設置数及び設置位置は、あくまで、湯面レベル計105の設置数及び設置位置の一例である。実際には、本実施形態では、湯面レベル計105の設置数は、コスト等に応じて適宜決定されてよく、その設置位置は、下記(3.湯面レベル計の設置位置)で説明する方法に従って決定される。
湯面形状推定装置201は、複数の湯面レベル計105の測定値に基づいて、鋳型101内における任意の時刻の湯面形状を推定する。湯面形状推定装置201による湯面形状の推定処理の詳細については後述する。湯面形状推定装置201は、複数の湯面レベル計105による測定値が入力される度に、逐次湯面形状を推定する。つまり、湯面形状推定装置201は、湯面形状の時間変動、すなわち湯面形状変動をリアルタイムに推定することができる。湯面形状推定装置201は、逐次推定した湯面形状についての推定結果(すなわち、湯面形状変動についての推定結果)を、出力装置203及び記憶装置205に送信する。
出力装置203は、例えば、表示装置、プロジェクター及び/又は印刷装置等の視覚的に情報を提示可能な出力装置である。出力装置203は、湯面形状推定装置201による湯面形状の推定結果を、例えばディスプレイへの表示や、スクリーンへの投影、紙媒体への印刷等によってリアルタイムに出力する。
ここで、従来知見により、連続鋳造においては、湯面高さの時間変動が特に大きい位置では鋳片欠陥が多く発生することが知られている。従って、上記のように推定された湯面形状が出力装置203によってリアルタイムに出力されることにより、現在発生している湯面形状変動を連続鋳造中に随時把握することができ、当該湯面形状変動に基づいて、鋳造の完了前に鋳片欠陥の鋳片幅方向での存在確率の分布を把握することが可能になる。これにより、鋳片品質管理の迅速化を図ることができる。
記憶装置205は、各種の情報を記憶可能な装置である。記憶装置205としては、例えば、HDD(Hard Disk Drive)等の磁気記憶部デバイス、半導体記憶デバイス、光記憶デバイス又は光磁気記憶デバイス等、情報を記憶可能な各種の公知の装置を用いることができる。記憶装置205は、湯面形状推定装置201による湯面形状の推定結果を記憶する。これにより、出力装置203による推定結果のリアルタイムでの出力を実施しない場合でも、鋳片欠陥の発生後に、その原因を特定するために、記憶装置205に記憶されている過去の操業時の湯面形状の推定結果を参照することができる。
(2.湯面形状の推定処理)
上記の湯面形状推定装置201によって実行される湯面形状の推定処理について、詳細に説明する。
(湯面形状変動のモデル化)
まず、湯面形状変動のモデル化について説明する。本実施形態では、鋳型101の高さは幅に比べて十分に大きいとみなし、湯面形状変動のモデル化にあたっては深水波近似を利用することとする。また、鋳型101の幅は厚みに比べて十分に大きいとみなし、湯面形状変動のモデル化にあたっては湯面高さの厚み方向での変動を考慮せず、幅方向での変動のみ考慮することとする。
湯面の鋳型両短辺の境界では溶融金属の水平方向速度=0が常に成り立つため、任意の時刻t及び鋳型101内の幅方向の任意の位置x(鋳型幅方向の中心をx=0とする)における湯面高さy(x,t)を、波長λn=2W/n(鋳型幅W、n=1,2,・・・)の正弦波形状を基底関数fn(x)とする線形モデルで表すことができる。この結果、任意の時刻における湯面形状は、鋳型101の幅方向の両端を腹とする基底関数fn(x)の重ね合わせによって表現することができる。なお、本実施形態では、当該基底関数fn(x)のことを、n次の波長成分とも呼ぶ。
図2は、湯面形状を構成する波長成分について説明するための図である。図2では、鋳型101の幅方向の断面を示すとともに、鋳型101内の湯面形状を構成する波長成分の一例として、1次から3次までの波長成分S1〜S3の波形を示している(説明のため、各波長成分の振幅は均等にしている)。1次波長成分S1の波長λ1は、λ1=2Wであり、2次波長成分S2の波長λ2は、λ2=Wであり、3次波長成分S3の波長λ3は、λ3=2W/3である。
具体的には、n次の波長成分、すなわち基底関数fn(x)は、下記数式(1)のように表される。
上記のように波長成分を定義すると、N次までの波長成分を考慮した(n=1,2,…,N)湯面高さy(x,t)は、下記数式(2)のような線型方程式によって表現できる。なお、Nの具体的な値は、実際に本実施形態に係る湯面形状推定方法を適用する連続鋳造機に関する操業上の知見から、十分な推定精度が得られるように適宜設定される。
ここで、y0(t)は、鋳型101内の溶融金属の体積収支差による、湯面高さに含まれる全体上下動成分を示す。また、an(t)はfn(x)に対する時間変化する振幅を示す。
なお、本実施形態では、湯面形状、すなわち湯面が水平である場合を基準とした湯面高さ分布を推定することを目的としているため、上記数式(2)においてy0(t)=0であると仮定する。つまり、本実施形態では、上記数式(2)においてy0(t)=0とした場合におけるy(x,t)を、推定対象とする。y0(t)=0とした場合におけるy(x,t)は、任意の時刻及び任意の位置における湯面形状を表すものであり、すなわち湯面形状変動に対応する。
各波長成分の波長は鋳型101の幅Wから求められるため、fn(x)は任意の時刻について算出可能である。従って、n次波長成分の振幅a1(t),a2(t),・・・,aN(t)が求められれば、湯面形状変動y(x,t)を推定することができる。
ここで、湯面の波動はいわゆる水面波の運動方程式に従うので、溶融金属の運動を粘性のない非圧縮性の完全流体の渦なし流れと考えると、周波数は分散関係式により波長と結び付けられる値に限られる。波長が2W/nである波動の角周波数ωnは、下記数式(3)で表される。
従って、上記数式(2)におけるan(t)は、下記数式(4)で表される。
ここで、Anは波長2W/nに対応する定数であり、φnは時刻t=0における位相を表す定数である。
fn(x)に対する時間変化する振幅an(t)が上記数式(4)のように表される場合、任意の位置xにおける湯面高さy(x,t)は、上記数式(2)から、限られた角周波数ωnの正弦波の重ね合わせで表現され得る。湯面高さy(x,t)において、上記数式(4)で表される角周波数ωnの正弦波成分は常に観察できるため、当該正弦波成分は定在波成分と呼ばれる。ところが、実際に連続鋳造機の鋳型101に設置した湯面レベル計105による測定値の時系列データを周波数解析すると、上記数式(3)に示す角周波数以外の成分が含まれている。これは、浸漬ノズルからの吐出流等に起因する外乱による外力が、湯面に対して働いているためであると考えられる。従って、振幅an(t)の時間変化は、外乱による外力項wn(t)を用いて、下記数式(5)のように表すことができる。
つまり、本実施形態では、an(t)を、定在波成分と外乱成分(wn(t))とによって表現する。この外乱成分wn(t)は、後述するan(t)の状態空間モデルにおけるシステムノイズに対応する。
上記数式(5)の解は、wn(t)に含まれる角周波数ωn以外の周波数成分も含んで、時間的に変化する。なお、上記数式(4)における振幅an(t)の時間変化の表現は、上記数式(5)においてwn(t)が常にゼロである場合に相当する。
(振幅an(t)の状態空間モデル)
n次波長成分に対する振幅an(t)が上記数式(5)の線形微分方程式で表され、湯面形状変動が上記数式(2)に示すようにfn(x)とan(t)との線形和で表わされるため、湯面レベル計105による測定値を所定の時間間隔でサンプリングし、上記数式(5)に示す微分方程式を差分方程式のモデルに変換することにより、湯面形状変動を離散時間状態空間モデルにより表わすことができる。以下では、間隔Δt(sec)の離散時間をt=0,1,2,…と表す。このとき、振幅an(t)、及び当該振幅an(t)の時間変化(すなわち、an(t)の時間についての1階微分)bn(t)を、下記数式(6)に示す離散時間のモデル式で表すことができる。
ここで、wn(t)(n=1,…,N)は、上記数式(5)における外力項の離散時間における値である。ここでは、ベクトルw(t)=[w1(t) … wN(t)]Tは、平均0、共分散行列がQである多変量正規分布に従う不規則信号であると仮定する。また、Rn、Gnは、下記数式(7)、(8)で示す係数行列である。
変数ベクトルqn(t)を下記数式(9)のように定義すれば、上記数式(6)は、下記数式(10)のように表すことができる。
上記数式(10)におけるベクトル[q1(t) … qN(t)]Tの各成分を並び替えて、下記数式(11)のようにベクトルX(t)に変換する。このベクトル[q1(t) … qN(t)]TからベクトルX(t)への変換は、正則な行列Tを用いて表すことができる。
このとき、X(t)の時間変化を表す状態方程式は、下記数式(12)で表される。
(湯面レベル計による測定値のモデル化)
鋳型101に対して、湯面レベル計105が幅方向にM個(M≧2)並べて設置されるとする。上述した幅方向の中心をx=0とする座標系におけるM個の湯面レベル計105の鋳型幅方向(x軸方向)における設置位置の座標の値(すなわち、観測点の座標の値)をxm(1≦m≦M、x1<x2<…<xM)とし、各座標における湯面高さy(xm,t)が湯面レベル計105によって測定できるものとすると、各座標の値xmにおける湯面高さy(xm,t)のモデルは、上記数式(2)に示す重ね合わせの式に観測ノイズvm(t)が加わった、下記数式(15)で表される。
ここで、観測ノイズvm(t)は、湯面レベル計105の測定誤差信号である。ここでは、各観測点における測定値に対する観測ノイズvm(t)同士は無相関であるとし、vm(t)を、平均0、分散R0で表されるガウス性雑音信号と仮定する。
上記数式(15)をベクトル表現すると、下記数式(16)になる。
(カルマンフィルタによる推定処理)
以上求めた数式(12)、(16)が、各波長成分の振幅an(t)の状態空間モデルを表す式である。本実施形態では、湯面形状推定装置201は、上記のようにして生成された状態空間モデルにおいて、M個の湯面レベル計105による湯面高さの測定値(すなわち、y(xm,t))から、X(t)を、定常カルマンフィルタを用いて逐次推定する。
定常カルマンフィルタを用いた逐次推定処理では、時系列データの統計的性質が時間的に変化しない場合に、事前に、カルマンフィルタ計算における最適なカルマンゲインKを、下記数式(18)に示す離散時間リカッチ方程式を満たす安定な正定対象行列解Pを用いて、下記数式(19)に従って算出する。
このようにして算出したカルマンゲインKと湯面高さの測定値y(xm,t)を用いて状態変数X(t)の推定値Xest(t)を算出するカルマンフィルタは、下記数式(20)で表される。
湯面形状推定装置201は、M個の湯面レベル計105が湯面高さy(xm,t)(すなわち、Y(t))を測定する度に、t=1から、逐次、上記数式(20)を用いて、状態変数X(t)の推定値Xest(t)、すなわちq1(t),…,qN(t)の推定値を算出し、a1(t),…,aN(t)を推定する。更に、算出したこれらの値を上記数式(2)に代入することにより、湯面形状を推定する。なお、定常カルマンフィルタを用いた状態変数X(t)の逐次推定は、公知の方法によって実行され得るため、ここではその具体的な方法については詳細な説明を省略する。
(3.湯面レベル計の設置位置)
上述したように、本実施形態では、湯面形状推定装置201は、M個の湯面レベル計105による湯面高さの測定値に基づいて、湯面形状を推定する。ここで、これらM個の湯面レベル計105の鋳型幅方向における設置位置(観測点の鋳型幅方向における座標の値x1,…,xM)は、湯面形状の推定精度に大きな影響を与える重要な因子である。そこで、本実施形態では、湯面形状の推定に用いられるこれらM個の湯面レベル計105の鋳型幅方向における設置位置を適切に決定する。これにより、湯面形状推定装置201による湯面形状の推定処理を、より精度良く行うことが可能になる。以下、本実施形態における湯面レベル計105の設置位置の決定方法について詳細に説明する。
(3−1.波長成分の節の位置に基づく湯面レベル計の設置位置の決定方法)
鋳型101内における任意の時刻t及び鋳型101内の幅方向の任意の位置xにおける湯面高さy(x,t)は、上記数式(2)で示したように、波長2W/n(n=1,…,N)のN個の波長成分の重ね合わせによって表現できる。ここで、各波長成分においては、鋳型幅方向の所定の位置に、その振幅が常に0となる点、すなわち節が存在し得る。この各波長成分における節の座標の値xn,kは、下記数式(21)で表される。ここで、kは波長2W/nの波長成分における波の節の順番を示す整数である(k=0,…,n−1)。
図3は、上記数式(21)から求められる、各波長成分の鋳型幅方向における節の位置を概略的に示す図である。図3では、横軸に鋳型幅方向の座標軸であるx軸を取り、一例として、n=1、2、3、8の場合における、当該x軸上において節に対応する位置を示している。
ここで、あるnについての上記数式(21)に示す節の位置xn,kにM個の湯面レベル計105の全てを設置した場合には、当該湯面レベル計105では、湯面高さy(x,t)に含まれる、当該nについての波長2W/nの波長成分の振幅の成分は観測できないこととなる。つまり、あるnについての上記数式(21)に示される位置xn,kにM個の湯面レベル計105の全てを設置した場合には、当該nについての波長2W/nの波長成分の振幅を観測することができないため、湯面形状の推定を精度良く行うことができない。
そこで、本実施形態では、かかる知見に基づき、湯面形状を推定するためのM個の湯面高さの観測点について、これらM個の観測点の鋳型幅方向における座標の値x1,…,xMが、あるnについての上記数式(21)によって定められる座標の値xn,kの集合に包含されないように、これらM個の観測点の位置(すなわち、湯面レベル計105の設置位置)を決定する。換言すれば、それぞれのnについて、M個の観測点の座標の値x1,…,xMのうちの少なくとも1つの値が上記数式(21)で表される座標の値xn,k以外の値となるように、これらM個の観測点の位置を決定する。かかる位置に湯面レベル計105を設置することにより、湯面形状の推定処理を、精度良く行うことが可能になる。
(3−2.推定誤差に基づく湯面レベル計の設置位置の決定方法)
以上説明したように、本実施形態では、波長成分の節の位置に基づいて湯面レベル計105の設置位置が決定されるが、湯面形状の推定精度をより向上させるために、更に他の考え方に基づいて湯面レベル計105の設置位置を決定してもよい。具体的には、本実施形態では、上述した波長成分の節の位置に基づく方法に加えて、湯面形状の推定誤差を算出し、当該推定誤差が十分小さくなるように、湯面レベル計105の設置位置を決定してもよい。これにより、湯面形状の推定精度のより一層の向上が可能になる。
以下、この推定誤差に基づく湯面レベル計の設置位置の決定方法による推定方法について、詳細に説明する。湯面形状の推定処理における、状態変数X(t)とその推定値Xest(t)との偏差e(t)は、上記数式(12)と上記数式(20)の両辺でそれぞれ差を取り、更に上記数式(16)を代入することにより、下記数式(22)のように表すことができる。
一方、鋳型幅方向における任意の位置x=xanyにおける湯面高さy(xany,t)は、上記数式(15)から、下記数式(23)のように表すことができる。
ここで、カルマンフィルタによる推定値Xest(t)と推定対象である状態変数X(t)との偏差e(t)の分散Veは、下記数式(25)に示す離散時間リアプノフ方程式の正定解として表されることが知られている(例えば、「片山徹著、「新版 応用カルマンフィルタ」、朝倉書店、2000年2月」を参照)。
このVeを用いて、任意の位置x=xanyにおける湯面高さy(xany,t)の推定値の平均二乗誤差RMSE(xany)(RMSE:Root Mean Square Error)は、下記数式(27)で表される。なお、ここで、traceは、正方行列の対角成分の和を取る演算を意味する。
従って、鋳型幅方向全体での湯面形状の平均二乗誤差RMSEは、L個の評価点x=xany 1,…,xany Lにおける誤差を使って、下記数式(30)のように近似することができる。
評価点数Lを十分大きくすれば、RMSEの近似誤差を小さくすることができる。従って、本実施形態では、評価点数Lを十分大きくして上記数式(30)に従ってRMSEを計算し、当該RMSEによって湯面形状の推定誤差を評価する。ここで、定常カルマンフィルタは、与えられた座標の値がxm(m=1,…,M)である観測点についてRMSEを最小にするように定義されるので、上記数式(30)に示すRMSEが小さければ、その観測点の座標の値xmは適切であるといえる。従って、本実施形態では、上記数式(30)から求められるRMSEによって湯面形状の推定誤差を評価し、この推定誤差が小さくなるように、観測点の座標の値xm、すなわち湯面レベル計105の設置位置を決定する。
(3−3.湯面レベル計の設置位置を決定するための具体的な手順)
以上説明した2つの考え方を踏まえた、湯面レベル計105の設置位置を決定するための具体的な手順について説明する。本実施形態では、M個の湯面レベル計105について、各湯面レベル計105の設置位置に対応する鋳型幅方向における座標の値xmがあるnについての上記数式(21)に示す座標の値xn,kの集合に含まれず、かつ、上記数式(30)に示すRMSEが湯面形状の変動量よりも十分に小さくなるような、これらM個の湯面レベル計105の設置位置(M個の観測点の座標の値xm)を、シミュレーションによって探索することとする。
具体的には、湯面高さの測定値に対する観測ノイズv(t)の共分散行列Rと、前記湯面形状を構成する各波長成分に対する外乱に関する共分散行列Q(状態変数X(t)に対する外乱に関する共分散行列Q)と、湯面高さの観測点数Mについてそれぞれいくつかの水準を設定する。そして、これらの水準の組み合わせの各々について、以下(A)〜(D)に示す一連の処理を、十分に多い回数繰り返し実行する。
(A)鋳型幅方向におけるM個の観測点の座標の値xmを一様乱数により設定する。ただし、このとき、M個の観測点の座標の値xmは、そのM個の観測点の座標の値xmが、あるnについての上記数式(21)に示す座標xn,kの集合に含まれないように設定する。また、M個の観測点については、鋳型幅方向の中心についての湯面形状変動の対称性を考慮すると、これらの観測点の座標の値xmについて、m=1に対応する観測点(すなわち、x1に対応する観測点)はいずれかの鋳型短辺から最も距離が近い観測点であり、かつ、m=Mに対応する観測点(すなわち、xMに対応する観測点)の、m=1に対応する観測点に近い側の鋳型短辺(以下、便宜的に第1の鋳型短辺と呼ぶ)と反対側の鋳型短辺(以下、便宜的に第2の鋳型短辺と呼ぶ)との距離は、m=1に対応する観測点と第1の鋳型短辺との間の距離以上であると仮定することができる。従って、M個の観測点の座標の値xmを設定する際には、一様乱数によって設定された観測点の座標の値xmが当該仮定を満たしていない場合には、各観測点の座標の値xmを、鋳型幅方向の中心について対称な位置に移す処理を行うこととする。
(B)上記(A)で設定した観測点の座標の値xmについて、上記数式(30)に示すRMSEを算出する。また、共分散行列Qの各水準について、外乱により発生する鋳型内の湯面形状変動の、時間と鋳型幅方向位置全範囲における標準偏差σを、平均が0で共分散行列がQである多次元正規分布不規則信号を外乱とする湯面形状変動のシミュレーションによって(後述する実施例における、湯面高さの時間変動の実績データを予め得ることができない場合に対応)、又はQの根拠となる鋳型幅方向における湯面高さの測定値(実績データ)から(後述する実施例における、湯面高さの時間変動の実績データを予め得ることができる場合に対応)算出する。そして、これらの比RMSE/σを算出する。
(C)観測点数Mの各水準について、所望の湯面形状の推定精度が得られるようなRMSE/σについての採用基準の値を定めておき、上記(B)で算出されたRMSE/σがこの採用基準を満たすかどうかを判定する。すなわち、上記(B)で算出されたRMSE/σとこの採用基準の値とを比較する。
(D)上記(C)でRMSE/σが採用基準を満たす場合(すなわち、RMSE/σが採用基準の値以下である場合)には、その観測点の座標の値xmを、所望の推定精度が得られる観測点の座標の値として採用する。
以上の(A)〜(D)に示す一連の処理を、R、Q、Mの各水準の組み合わせの各々について十分に多い回数繰り返し実行することにより、RMSEが湯面形状の変動量よりも十分に小さくなるような観測点の座標の値xmを、各水準の組み合わせごとに得ることができる。
ここで、本発明者らによる検討の結果、以上の計算の結果得られたRMSE/σが採用基準を満たすような観測点の座標の値x1,…,xMの各々についての鋳型幅方向における分布を調査したところ、観測点数Mの値にかかわらず、RMSE/σの採用基準の値が大きくなるにつれて、x1の存在範囲とxMの存在範囲について、いずれも、鋳型幅方向の中央に向かって広がっていく傾向が確認できた(詳細は、後述する図16−図19、及び図21−図24を参照)。換言すれば、観測点数Mの値にかかわらず、高い推定精度が得られる場合(すなわち、採用基準の値が小さい場合)においては、x1,xMは、それぞれ、第1の鋳型短辺及び第2の鋳型短辺に近い位置に存在する場合が多いことが分かった。また、同じく、本発明者らがRMSE/σが採用基準を満たすような観測点の座標の値x1,…,xMの各々についての鋳型幅方向における分布を調査したところ、観測点数Mの値にかかわらず、x2〜xM−1については、その頻度を示すピーク位置が、鋳型幅方向においてx1とxMの間に略等間隔に現れ得ることが確認できた(詳細は、後述する図8−図15を参照)。換言すれば、観測点数Mの値にかかわらず、高い推定精度が得られる場合においては、x2〜xM−1がx1とxMの間に略等間隔に存在する場合が多いことが分かった。
従って、本実施形態では、所望の推定精度を得るための適切なM個の観測点の座標の値xmを、以下のように決定することとする。R、Q、Mの各水準の組み合わせの各々について、RMSE/σが採用基準を満たす観測点の座標の値xmを十分な数だけ求めたら、それらについて、いずれかの鋳型短辺に最も近い観測点(すなわち、x1に対応する観測点)の当該鋳型短辺(すなわち、第1の鋳型短辺)からの距離と鋳型幅Wとの比(W/2+x1)/Wの最大値z1と、この鋳型短辺と反対側の第2の鋳型短辺に最も近い観測点(すなわち、xMに対応する観測点)の当該第2の鋳型短辺からの距離と鋳型幅Wとの比(W/2−xM)/Wの最大値zMを算出する(つまり、R、Q、Mの各水準の組み合わせの各々について、z1、zMが求められる)。そして、このように求められたz1、zMの中から、z1の最小値minz1、及びzMの最小値minzMをMの水準ごとに算出する。これにより、ある観測点数Mについて、minz1、minzMが一組求まることとなる。
そして、このminz1、minzMを設定範囲の境界として、鋳型幅方向において第1の鋳型短辺からの距離が当該第1の鋳型短辺から当該minz1に対応する位置までの距離以下である位置に、1つ目の観測点の座標の値x1を決定する。また、鋳型幅方向において第2の鋳型短辺からの距離が当該第2の鋳型短辺から当該minzMに対応する位置までの距離以下である位置に、2つ目の観測点の座標の値xMを決定する。そして、残りのM−2個の観測点の座標の値x2〜xM−1については、これらx2〜xM−1が鋳型幅方向においてx1とxMの間にほぼ均等な間隔で位置するように、決定する。
ここで、x2〜xM−1を、x1とxMの間に完全に均等な間隔で設定した場合には、x2〜xM−1が、あるnについての上記数式(21)に示す座標xn,kの集合に含まれてしまう恐れがある。従って、本実施形態では、x2〜xM−1については、これらx2〜xM−1が、あるnについての上記数式(21)に示す座標の値xn,kの集合に含まれないように、かつ、x1とxMの間でできるだけ均等な間隔になるように、決定する。上記では、その意味で「「ほぼ」均等な間隔」と記載した。
具体的には、x2〜xM−1は、下記数式(31)に従って決定される。
ここで、αmは正の定数であり、その具体的な値は、x2〜xM−1が、あるnについての上記数式(21)に示す座標の値xn,kの集合に含まれないように、かつ、所望の推定精度が得られるように、適宜決定される。ここで、αmを大きくするほど、x2〜xM−1の位置が、x1とxMとの間において均等な間隔である位置から外れていくこととなり、湯面形状の推定精度も低下していってしまう。このことから、本発明者らによる検討の結果、所望の推定精度を得るためには、αmは、αm<0.25の範囲で設定されることが好ましい。
以下、本実施形態における湯面レベル計105の設置位置の決定方法について詳細に説明した。以上説明したように観測点の座標の値xm、すなわち湯面レベル計105の設置位置を決定し、かかる設置位置での湯面レベル計105による測定値に基づいて湯面形状の推定処理を行うことにより、その推定精度をより良好なものとすることができる。従って、当該湯面形状の推定結果に基づく、フラックスの巻き込み等に起因する鋳片欠陥の予測精度も向上させることができるため、鋳片品質管理をより確実に行うことが可能になる。
なお、本実施形態では、上述したように、鋳型幅方向において第1の鋳型短辺からの距離がminz1に対応する位置までの距離以下である位置に座標の値x1を決定し、鋳型幅方向において第2の鋳型短辺からの距離がminzMに対応する位置までの距離以下である位置に座標の値xMを決定する。この際、x1=−0.5Wとして、x1に対応する湯面レベル計105を第1の鋳型短辺に設置し、xM=0.5Wとして、xMに対応する湯面レベル計105を第2の鋳型短辺に設置してもよい。上記数式(2)に示すように、本実施形態では、湯面形状を、鋳型101の幅方向の両端を腹とする基底関数fn(x)の重ね合わせによって表現する。従って、fn(x)の腹が位置する鋳型101の両短辺は、湯面高さの時間変動が比較的大きい場所といえるため、かかる位置に湯面レベル計105を設置することにより、湯面形状の推定に用いられる湯面高さの測定をより広いレンジで行うことが可能となるため、湯面形状の推定精度を更に向上させる効果が得られる。更に、鋳型101の両短辺に湯面レベル計105を設置した場合には、鋳型101の幅を変更する際に、これらの湯面レベル計105を移動させる必要がなくなるため、作業が簡便になるという効果も得ることができる。
(4.湯面形状推定装置の機能構成)
図4を参照して、図1に示す湯面形状推定装置201の機能構成について説明する。図4は、本実施形態に係る湯面形状推定装置201の機能構成を示すブロック図である。図4を参照すると、本実施形態に係る湯面形状推定装置201は、その機能として、測定値取得部251と、演算部253と、出力部255と、記憶部257と、を有する。以下、各部の機能について説明する。
測定値取得部251は、複数の湯面レベル計105から測定値を受信する通信装置によって実現される。測定値取得部251は、これら複数の湯面レベル計105のそれぞれから、湯面高さの測定値を取得する。本実施形態では、これら複数の湯面レベル計105は、上記(3.湯面レベル計の設置位置)で説明した方法に従って、その設置位置が決定されている。測定値取得部251は、取得した測定値を、演算部253に提供する。
演算部253は、CPU(Central Processing Unit)やDSP(Digital Signal Processor)等のプロセッサによって実現される。演算部253では、当該演算部253を構成するプロセッサが所定のプログラムに従って動作することにより、上記(2.湯面形状の推定処理)で説明した演算処理は実行され、複数の湯面レベル計105による湯面高さの測定値に基づいて、湯面形状変動が推定される。当該推定処理の詳細については、既に説明しているため、ここではその説明を省略する。
演算部253は、湯面形状変動の推定結果を、出力部255に提供する。また、演算部253は、湯面形状変動の推定処理の過程で得られる各種の情報(例えば、各波長成分の振幅an(t)等)を、出力部255に提供したり、記憶部257に格納したりしてもよい。
出力部255は、外部装置に信号を送信する通信装置によって実現される。出力部255は、演算部253による湯面形状変動の推定結果を、図1に示す出力装置203に出力する。出力装置203は、湯面形状変動の推定結果をディスプレイ等に表示する。また、出力部255は、演算部253による湯面形状変動の推定結果を、図1に示す記憶装置205に出力してもよい。
記憶部257は、例えば、ROM(Read Only Memory)又はRAM(Random Access Memory)等のメモリ、並びに、HDD等の各種の記憶デバイスによって実現される。記憶部257には、例えば、演算部253に演算処理を実行させるプログラムや、演算部253による湯面形状変動の推定処理に使用される各種のパラメータ、推定処理の途中経過等の、各種のデータが格納される。演算部253は、記憶部257と各種の情報をやり取りしながら、演算処理を実行する。
以上、本実施形態に係る湯面形状推定装置201の機能の一例について説明した。上記の各構成要素は、汎用的な部材や回路を用いて構成されていてもよいし、各構成要素の機能に特化したハードウェアによって構成されていてもよい。また、複数の構成要素の機能を、CPU等のプロセッサが一括して実現してもよい。なお、湯面形状推定装置201を実現するための構成は、実施する時々の技術レベルに応じて適宜変更され得る。
また、上述のような本実施形態に係る湯面形状推定装置201の各機能を実現するためのコンピュータプログラムを作製し、パーソナルコンピュータ等に実装することが可能である。また、このようなコンピュータプログラムが格納された、コンピュータで読み取り可能な記録媒体も提供することが可能である。記録媒体は、例えば、磁気ディスク、光ディスク、光磁気ディスク、フラッシュメモリ等であり得る。また、上記のコンピュータプログラムは、記録媒体を用いずに、例えばネットワークを介して配信されてもよい。
(5.ハードウェア構成)
図5は、本実施形態に係る湯面形状推定装置201のハードウェア構成の一例を示すブロック図である。図5を参照すると、湯面形状推定装置201は、CPU901と、ROM903と、RAM905と、を備える。湯面形状推定装置201は、更に、バス907と、入力装置909と、出力装置911と、ストレージ装置913と、ドライブ915と、接続ポート917と、通信装置919とを備える。
CPU901は、演算処理装置及び制御装置として機能し、ROM903、RAM905、ストレージ装置913、又はリムーバブル記録媒体921に記録された各種プログラムに従って、湯面形状推定装置201内の動作全般又はその一部を制御する。ROM903は、CPU901が使用するプログラムや演算パラメータ等を記憶する。RAM905は、CPU901が使用するプログラムや、プログラムの実行において適宜変化するパラメータ等を一次記憶する。これらはCPUバス等の内部バスによって構成されるバス907によって相互に接続されている。CPU901は、図4に示す演算部253を構成し得る。また、ROM903及びRAM905は、図4に示す記憶部257を構成し得る。
バス907は、ブリッジを介して、PCI(Peripheral Component Interconnect/Interface)バス等の外部バスに接続されている。
入力装置909は、例えば、マウス、キーボード、タッチパネル、ボタン、スイッチ及びレバー等、ユーザが操作する操作手段である。また、入力装置909は、例えば、赤外線や電波等を利用したリモートコントローラであってもよいし、湯面形状推定装置201の操作機能を有するタブレット端末等の外部接続機器923であってもよい。さらに、入力装置909は、例えば、上記の操作手段を用いてユーザによって入力された情報に基づいて入力信号を生成し、CPU901に出力する入力制御回路等から構成されている。湯面形状推定装置201のユーザは、この入力装置909を操作することによって、湯面形状推定装置201に対して各種のデータを入力したり処理動作を指示したりすることができる。
出力装置911は、取得した情報をユーザに対して視覚的又は聴覚的に通知することが可能な装置で構成される。このような装置として、液晶やCRT等を用いたディスプレイ、ランプ等のインジケータ、スピーカ若しくはヘッドホン等の音声出力装置、又はプリンタ装置等がある。出力装置911は、例えば、湯面形状推定装置201が行った各種処理によって得られた結果を出力する。例えば、ディスプレイは、湯面形状推定装置201が行った各種処理によって得られた結果を、テキスト又はイメージとして画面表示する。また、例えば、音声出力装置は、湯面形状推定装置201が行った各種処理によって得られた結果を、アラーム又はダイアログとして音声出力する。なお、図1を参照して説明したように、本実施形態に係る湯面形状推定システム1は、ユーザに対して情報を提示する手段として、出力装置203を備える。出力装置203は、出力装置911と同様の機能を有するものであるため、出力装置203が出力装置911の機能を代替し得る場合には、湯面形状推定装置201には、出力装置911は必ずしも設けられなくてもよい。
ストレージ装置913は、湯面形状推定装置201の記憶部の一例として構成されたデータ格納用の装置である。ストレージ装置913は、例えば、HDD等の磁気記憶デバイス、半導体記憶デバイス、光記憶デバイス、又は光磁気記憶デバイス等によって構成される。このストレージ装置913は、CPU901が実行するプログラムや各種データ、及び外部から取得した各種のデータ等を格納する。ストレージ装置913は、図4に示す記憶部257を構成し得る。
ドライブ915は、記録媒体用リーダライタであり、湯面形状推定装置201に内蔵、あるいは外付けされる。ドライブ915は、装着されている磁気ディスク、光ディスク、光磁気ディスク、又は半導体メモリ等のリムーバブル記録媒体921に記録されている情報を読み出して、RAM905に出力する。また、ドライブ915は、装着されている磁気ディスク、光ディスク、光磁気ディスク、又は半導体メモリ等のリムーバブル記録媒体921に記録を書き込むことも可能である。
接続ポート917は、機器を湯面形状推定装置201に直接接続するためのポートである。接続ポート917の一例として、USB(Universal Serial Bus)ポート、IEEE1394ポート、SCSI(Small Computer System Interface)ポート、RS−232Cポート等がある。この接続ポート917に外部接続機器923を接続することで、湯面形状推定装置201は、外部接続機器923から直接各種のデータを取得したり、外部接続機器923に各種のデータを提供したりする。
通信装置919は、例えば、通信網925に接続するための通信デバイス等で構成された通信インターフェースである。通信装置919は、例えば、LAN(Local Area Network)用の通信カードを含み得る。また、通信装置919は、各種有線通信用のルータ又はモデム等を含んでもよい。この通信装置919は、例えば、インターネットや他の通信機器との間で、例えばTCP/IP等の所定のプロトコルに則して信号等を送受信することができる。また、通信装置919に接続される通信網925は、有線又は無線によって接続されたネットワーク等によって構成され、例えば、インターネットやLAN等を含み得る。通信装置919は、図4に示す測定値取得部251及び出力部255を構成し得る。
以上、本実施形態に係る湯面形状推定装置201の機能を実現可能なハードウェア構成の一例を示した。上記の各構成要素は、汎用的な部材を用いて構成されていてもよいし、各構成要素の機能に特化したハードウェアによって構成されていてもよい。従って、本実施形態を実施する時々の技術レベルに応じて、適宜、利用するハードウェア構成を変更することが可能である。
本発明の一実施例として、上記(3.湯面レベル計の設置位置)で説明した方法を実際に実行し、所望の湯面形状の推定精度が得られるような湯面レベル計の設置位置を決定した結果について説明する。
本実施例では、湯面高さの測定値に対する観測ノイズに関する共分散行列Rを2水準設定し、状態変数に対する外乱に関する共分散行列Qを13水準設定した。
共分散行列Rについては、観測ノイズは湯面高さの測定位置間で相関がなく、かつその分散の大きさは同じR0とした。このとき、共分散行列Rは、下記数式(32)に示すように、対角成分がR0で、非対角成分が0である正方行列で表される。
本実施例では、このR0の値を、測定誤差の大小を表す現実の操業条件を網羅する代表値として設定した。具体的には、共分散行列Rとして、R0=0.02778mm又はR0=0.1089mmの2水準を設定した。ここで、R0=0.02778mmは、湯面高さの測定誤差が±0.5mmの場合を想定し、測定値の標準偏差がこの誤差範囲の1/3である0.167mmになるように(すなわち、測定値の3σが±0.5mmになるように)、この0.167mmの2乗値に対応する値として設定した。同様に、R0=0.1089mmは、湯面高さの測定誤差が±1.0mmの場合を想定し、測定値の標準偏差がこの誤差範囲の1/3である0.33mmになるように(すなわち、測定値の3σが±1.0mmになるように)、この0.33mmの2乗値に対応する値として設定した。
共分散行列Qとしては、湯面高さの時間変動の実績データを予め得ることができない場合と、実機での湯面高さの時間変動の実績データ、又は鋳型内流動の水モデル若しくは低温溶融金属モデル等による湯面高さの時間変動の実験データを事前に得ることができる場合と、のそれぞれに対応するものを設定した。
湯面高さの時間変動の実績データを予め得ることができない場合に対応する共分散行列Qとしては、外乱項の各成分が無相関であるとして、下記数式(33)に示すように、対角成分がQ0で、非対角成分が0である正方行列を作成した。当該Q0は、湯面形状変動を引き起こす外乱の強さを表す。本実施例では、共分散行列Qとして、Q0=0.0001、Q0=0.01、Q0=1、Q0=100、又はQ0=10000の5水準を設定した。
一方、湯面形状変動の実績データ等を事前に取得できる場合に対応する共分散行列Qとしては、外乱項の各成分に相関があるとして、水モデル実験の結果を用いて作成した。具体的には、まず、連続鋳造を模した水モデル実験を行い、その湯面形状変動の実験データを得た。当該水モデル実験は、鋳型幅及び鋳造速度がそれぞれ異なる4つの条件で、2回ずつ行った。つまり、湯面形状変動の実験データとして、8つの実験データを得た。水モデル実験における鋳型幅及び鋳造速度の条件は、下記表1に示す通りである。表1において「○」を付している欄が、水モデル実験を行った鋳型幅及び鋳造速度の条件に対応する。
この8つの実験データの各々に基いて外乱項を推定することにより、各実験データに基づく共分散行列Qをそれぞれ生成した。具体的な手順は以下の通りである。
まず、外乱の各成分が無相関であるとして非対角成分が0である共分散行列を用いて、湯面形状変動を推定できるカルマンフィルタを設計する。次いで、水モデル実験における湯面高さの時間変動の測定データを用いた、このカルマンフィルタによる湯面形状変動モデルの状態変数の推定値をXest’(t)(t=2,…,T)とする。ただし、Xest’(1)としては任意の初期値を与え、w(1)=0とする。このとき、状態変数の推定値Xest’(t)については、上記数式(12)で表す動作と同様に、下記数式(34)が近似的に成り立っているとみなすことができる。
また、時刻t=2,…,Tでの測定データにおける、w(t)の共分散行列の近似値Qd appは、w(t)の平均wmeanを用いて、下記数式(35)のように表される。
上記数式(34)の右辺第2項をξ(t)で表すこととすると、下記数式(37)に示す関係が成り立つ。
また、ξ(t)の平均値の近似値ξmeanは、下記数式(38)と表すことができる。
一方、ξ(t)の共分散行列の近似値Qξ appは、ξmeanを用いて、下記数式(40)のように表される。
ξ(t)=Gdw(t)と、上記数式(38)に示すξmeanを、上記数式(40)に代入すれば、下記数式(41)を得ることができる。
上記数式(35)と上記数式(41)を比べると、下記数式(42)が得られる。
ここで、外乱を示すベクトルw(t)はN次元であり、状態変数Xは2N次元である。また、ベクトルw(t)の各次元は湯面形状変動の各波長成分に対応しているため、行列Gdは列フルランクである。よって、Gd TGdは正則であり、逆行列(Gd TGd)−1が存在する。上記数式(42)の両辺に、左から(Gd TGd)−1Gd Tを、右からGd(Gd TGd)−1を乗じると、下記数式(43)となる。
従って、Qd appを、下記数式(44)のように求めることができる。
本実施例では、上記表1に示す条件に対応する8つの実験データの各々に基いて、上記数式(44)を用いてQd appをそれぞれ算出し、これを共分散行列Qとした。
共分散行列Qについて下記表2にまとめる。下記表2に示すように、全部で13水準の共分散行列Qを生成した。
以上説明したように設定した共分散行列Q、Rを用いて、計算機によって、上記(3−3.湯面レベル計の設置位置を決定するための具体的な手順)で説明した方法に従って、所望の推定精度が得られるような鋳型幅方向における観測点の座標の値xmを決定した。当該処理の処理手順を、図6及び図7に示す。図6及び図7は、湯面レベル計の設置位置の決定方法の処理手順の一例を示すフロー図である。なお、図6及び図7に示す各処理は、計算機のプロセッサが所定のプログラムに従って動作することにより実行され得る。
図6及び図7を参照すると、本実施形態に係る湯面レベル計の設置位置の決定方法では、まず、観測ノイズの共分散行列Rが設定される(ステップS101)。上述したように、本実施例では、共分散行列Rを2水準設定しているため、ステップS101では、このうちのいずれかの水準が共分散行列Rとして設定される。
次に、外乱の共分散行列Qが設定される(ステップS103)。上述したように、本実施例では、共分散行列Qを13水準設定しているため、ステップS103では、このうちのいずれかの水準が共分散行列Qとして設定される。
次に、観測点数Mが設定される(ステップS105)。本実施例では、観測点数MをM=5〜8の4水準設定した。従って、ステップS105では、このうちのいずれかの水準が観測点数Mとして設定される。
次に、パラメータiとして、i=1が設定される(ステップS107)。パラメータiは自然数であり、計算回数を表すパラメータである。本実施例では、R、Q、Mの各水準の組み合わせの各々について、10000M回ずつ(すなわち、i=1〜10000M回まで)計算を行うこととした。
次に、鋳型幅方向におけるM個の観測点の座標の値xmが一様乱数により決定される(ステップS109)。ただし、このとき、上述したように、M個の観測点の座標の値xmは、これらM個の観測点の座標の値xmが、あるnについての上記数式(21)に示す座標の値xn,kの集合に含まれないように決定される。
次に、上記数式(30)に従ってRMSEが計算される(ステップS111)。
次に、ステップS111で計算されたRMSEと共分散行列Qに対応する外乱により発生する湯面形状変動の標準偏差σとの比RMSE/σが、観測点数Mごとに予め設定されている採用基準を満たすかどうかが判定される(ステップS113)。具体的には、RMSE/σが採用基準の値と比較される。当該採用基準の値は、所望の推定精度が得られるような値、すなわちRMSEが湯面形状の変動量よりも十分に小さくなるような値として、適宜設定され得る。
ステップS113でRMSE/σが採用基準を満たす場合(すなわち、RMSE/σが採用基準の値以下である場合)には、当該RMSEに対応する観測点の座標によって、所望の推定精度が得られ得ることを意味する。従って、この場合には、当該RMSEに対応する観測点の座標の値を、適切な座標の値として採用する(ステップS115)。具体的には、当該観測点の座標の値を、適切な座標の値として記憶装置等に記憶する。そして、ステップS117に進む。
一方、ステップS113でRMSE/σが採用基準を満たさない場合(すなわち、RMSE/σが採用基準の値よりも大きい場合)には、当該RMSEに対応するM個の観測点の座標では、所望の推定精度が得られないことを意味する。従って、この場合には、当該RMSEに対応する観測点の座標の値を適切な座標の値として採用せず、ステップS117に進む。
ステップS117では、パラメータiが上限値である10000Mに達したかどうかが判定される。ステップS117でパラメータiが10000Mに達していない場合には、iを更新し、i=i+1として(ステップS119)、ステップS109に戻る。そして、ステップS109〜ステップS117の処理が再度実行される。一方、ステップS117でパラメータiが10000Mに達した場合には、ステップS121に進む。
ステップS121では、観測点数Mの全ての水準について計算が行われたかどうかが判定される。ステップS121でMの全ての水準について計算が行われていない場合には、Mを更新し(すなわち、Mを、他のまだ計算を行っていない水準に変更し)(ステップS123)、ステップS107に戻る。そして、ステップS107〜ステップS121の処理が再度実行される。一方、ステップS121でMの全ての水準について計算が行われている場合には、ステップS125に進む。
ステップS125では、外乱の共分散行列Qの全ての水準について計算が行われたかどうかが判定される。ステップS125でQの全ての水準について計算が行われていない場合には、Qを更新し(すなわち、Qを、他のまだ計算を行っていない水準に変更し)(ステップS127)、ステップS105に戻る。そして、ステップS105〜ステップS125の処理が再度実行される。一方、ステップS125でQの全ての水準について計算が行われている場合には、ステップS129に進む。
ステップS129では、観測ノイズの共分散行列Rの全ての水準について計算が行われたかどうかが判定される。ステップS129でRの全ての水準について計算が行われていない場合には、Rを更新し(すなわち、Rを、他のまだ計算を行っていない水準に変更し)(ステップS131)、ステップS103に戻る。そして、ステップS103〜ステップS129の処理が再度実行される。一方、ステップS129でRの全ての水準について計算が行われている場合には、ステップS133に進む。
ステップS133では、以上のステップS101〜ステップS131の処理の結果求められた、所望の推定精度を得ることができる観測点の座標の値(すなわち、ステップS115で採用された観測点の座標の値)に基づいて、観測点数Mごとに、上述したminz1及びminzMが計算される。当該処理の内容は、上記(3−3.湯面レベル計の設置位置を決定するための具体的な手順)で説明しているため、ここではその詳細な説明を省略する。
そして、計算されたminz1、minzMを用いて、観測点数Mごとに、適切な湯面レベル計の設置位置が決定される(ステップS135)。具体的には、観測点数Mごとに、2つの鋳型短辺(第1の鋳型短辺及び第2の鋳型短辺)からの距離がそれぞれminz1、minzMに対応する位置までの距離以下である位置に、x1、xMが決定される。そして、上記数式(31)に従って、このx1とxMの間にほぼ等間隔に位置するように、x2〜xM−1が決定される。当該処理の内容は、上記(3−3.湯面レベル計の設置位置を決定するための具体的な手順)で説明しているため、ここではその詳細な説明を省略する。
本実施例では、以上の湯面レベル計の設置位置の決定方法を実行した結果、以下の事実を確認することができた。
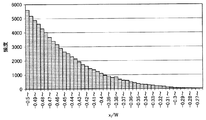
まず、本発明者らは、RMSE/σが採用基準を満たす観測点の座標の値x1,…,x8の、鋳型幅方向における分布について検討した。図8−図15は、観測点数M=8のときに、RMSE/σの採用基準の値を0.25とした場合に採用基準を満たす観測点の座標の値x1,…,x8(すなわち、RMSE/σ≦0.25を満たす観測点の座標の値x1,…,x8)についての、x1,…,x8ごとの鋳型幅方向での分布を示すヒストグラムである。図8−図15に示すヒストグラムでは、それぞれ、横軸にx1,…,x8を鋳型幅Wで規格化した値(すなわち、xm/W(m=1,…,8)。なお、−0.5≦xm/W≦0.5である。)を取り、縦軸に採用されたx1,…,x8の頻度を取っている。
図8−図15を参照すると、x1については、x1/W=−0.5に近付くほど採用される頻度が大きくなっていることが分かる。これは、x1が鋳型短辺(第1の鋳型短辺)に近い場合に、湯面形状推定について高い推定精度を得られる可能性が高いことを意味している。同様に、x8(すなわち、xM)については、x8/W=0.5の近傍にピークが位置していることが分かる。これは、x8が、x1が位置する側とは逆側の鋳型短辺(第2の鋳型短辺)に近い場合に、湯面形状推定について高い推定精度を得られる可能性が高いことを意味している。なお、x8について、x8/W=0.5においてその頻度が最も高くなっていないのは、x8/W=0.5において高い推定精度が得られないことを意味しているのではなく、本実施例では、RMSE/σを計算するために一様乱数によって観測点の座標の値xmを設定する際に、x8とx=0.5Wに対応する第2の鋳型短辺との距離が、x1とx=−0.5Wに対応する第1の鋳型短辺との距離よりも長くなるように、これらの観測点の座標の値を設定しているため、元々x8/W=0.5の近くにx8が存在する頻度が低いからである。
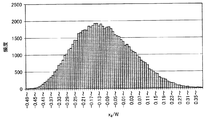
一方、x2〜x7についてのヒストグラムを見てみると、x2/W〜x7/Wのピーク位置は、x1/Wのピーク位置とx8/Wのピーク位置との間に、略等間隔に存在していることが確認できる。従って、上述したように、上記数式(31)に従って、x1とx8の間にほぼ均等な間隔にx2〜x7を決定することにより、湯面形状推定について高い推定精度を得ることができるのである。
なお、図8−図15では、一例として、観測点数M=8のときの結果を示したが、本発明者らによる検討の結果、Mの値が異なる場合であっても同様の結果を示すことが確認されている。
次に、本発明者らは、鋳型幅方向における両端の座標の値であるx1、xMの分布について、より詳細に検討した。本発明者らは、RMSE/σの採用基準の値を変化させながら図6に示す一連の処理を繰り返し実行し、RMSE/σの採用基準の値と、その採用基準において採用されたx1、xMの鋳型幅方向における分布との関係を調べた。図16−図19は、RMSE/σの採用基準の値と、その採用基準において採用された観測点の座標の値x1、xMの鋳型幅方向における分布を示す図である。図16−図19では、横軸にRMSE/σの採用基準の値を取り、縦軸に鋳型幅方向の座標の値x/鋳型幅Wを取り、採用されたx1、xMに対応する点を、丸印でプロットしている。黒丸がx1に対応する点であり、白丸がxMに対応する点である。また、図16−図19では、それぞれ、観測点数M=5〜8における結果を示している。また、プロット点数が多く図が煩雑になることを避けるために、図16−図19では、いずれも、共分散行列Rについてある1つの水準(具体的には、R0=0.02778mm)を設定し、共分散行列Qについてある1つの水準(具体的には、Qの外乱項の各成分が相関を有する場合であって、鋳造速度2.2m/min、鋳型幅1.425mでの水モデル実験における一方の結果に基づいて生成されたQ)を設定した場合における結果のみを示している。
図16−図19を参照すると、観測点数Mの値にかかわらず、RMSE/σの採用基準の値が大きくなるにつれて、x1の存在範囲とxMの存在範囲について、いずれも、鋳型幅方向の中央に向かって広がっていく傾向が確認できる。RMSE/σの採用基準の値がより小さい場合に採用されたx1、xMは、すなわち、より高い推定精度を得ることが可能なx1、xMであるから、図16−図19に示す結果からは、いずれのMにおいても、x1、xMを、それぞれ、x=−0.5Wに対応する鋳型短辺及びx=0.5Wに対応する鋳型短辺の近傍に設定することにより、より高い推定精度を得ることができることが分かる。従って、上述したように、minz1、minzMを算出し、これらに基づいてx1、xMの設定範囲を決定することにより、より高い推定精度を得ることが可能なx1、xMの配置を決定することができるのである。
より詳細に、例えば、RMSE/σの採用基準の値が0.25である場合におけるx1、xMの存在範囲について検討してみる。この場合、図16−図19に示すRMSE/σの採用基準の値が0.25であることを示す直線上に位置するx1/Wに対応する点のうち、x/W=−0.5から最も離れている点の、当該x/W=−0.5からの距離が、上述したz1に対応する。同様に、RMSE/σの採用基準の値が0.25であることを示す直線上に位置するxM/Wに対応する点のうち、x/W=0.5から最も離れている点の、当該x/W=0.5からの距離が、上述したzMに対応する。図16−図19に示す結果は、R、Qがそれぞれある水準である場合の結果であるから、同様に、R、Qの各水準の組み合わせの各々について、z1、zMが求められ得る。これらのz1、zMのうち最小のものがminz1、minzMであり、それぞれx1/W、xM/Wの存在範囲の境界に対応することとなる。
このようにして求めた、RMSE/σの採用基準の値が0.25である場合におけるx1、xMの存在範囲の境界を、図20に示す。図20は、RMSE/σの採用基準の値が0.25である場合における、観測点の座標の値x1、xMの存在範囲の境界を示すグラフ図である。図20では、横軸に観測点数Mを取り、縦軸に鋳型幅方向の座標の値x/鋳型幅Wを取り、上記のようにして求めたminz1、minzMにそれぞれ対応するx1/W、xM/Wの値(すなわち、x1/W、xM/Wの存在範囲の境界に対応する値)をプロットしている。
図20に示す結果から、M≦5の場合には、高い推定精度を得ることが可能なx1/W、xM/Wの範囲は、x1/W≦−0.49かつxM/W≧0.38であり、M≧6の場合には、高い推定精度を得ることが可能なx1/W、xM/Wの範囲は、x1/W≦−0.31かつxM/W≧0.10であることが分かった。なお、図20では5≦M≦8の場合のシミュレーション結果のみを示したが、本発明者らによる検討の結果、M≦4の場合にはM=5の場合と同じ条件を満たせばよく、M≧9の場合にはM=8の場合と同じ条件を満たせばよいことが確認されている。
同様に、例えば、RMSE/σの採用基準の値が0.20である場合におけるx1、xMの存在範囲について検討した結果を、図21−図25に示す。図21−図24は、図16−図19に対応する図であり、RMSE/σの採用基準の値と、その採用基準において採用された観測点の座標の値x1、xMの鋳型幅方向における分布を示す図である。図21−図24では、一例として、図16−図19と同一の計算結果に基づくx1、xMの鋳型幅方向における分布を示している(すなわち、x1、xMの鋳型幅方向における分布を示すプロット自体は図16−図19と同様である)。ただし、図21−図24では、RMSE/σの採用基準の値が0.20である場合に注目するために、RMSE/σの採用基準の値が0.20であることを示す直線を付している。
また、図25は、図20に対応する図であり、RMSE/σの採用基準の値が0.20である場合における、観測点の座標の値x1、xMの存在範囲の境界を示すグラフ図である。図25では、RMSE/σの採用基準の値が0.20である場合についてminz1、minzMを求め、これらminz1、minzMにそれぞれ対応するx1/W、xM/Wの値(すなわち、x1/W、xM/Wの存在範囲の境界に対応する値)をプロットしている。
図25に示す結果から、M≦6の場合には、高い推定精度を得ることが可能なx1/W、xM/Wの範囲は、x1/W≦−0.49かつxM/W≧0.49であり、M≧7の場合には、高い推定精度を得ることが可能なx1/W、xM/Wの範囲は、x1/W≦−0.49+0.03(M−6)かつxM/W≧0.49−0.05(M−6)であることが分かった。なお、図25では5≦M≦8の場合のシミュレーション結果のみを示したが、本発明者らによる検討の結果、M≦4の場合にはM=5の場合と同じ条件を満たせばよく、M≧9の場合にはM=8の場合と同じ条件を満たせばよいことが確認されている。
(6.補足)
以上、添付図面を参照しながら本発明の好適な実施形態について詳細に説明したが、本発明はかかる例に限定されない。本発明の属する技術の分野における通常の知識を有する者であれば、特許請求の範囲に記載された技術的思想の範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、これらについても、当然に本発明の技術的範囲に属するものと了解される。
例えば、上記実施形態では、湯面形状をカルマンフィルタを用いた逐次推定処理によって推定していたが、本発明はかかる例に限定されない。本発明では、ある時刻における湯面高さの複数の測定値から、上記数式(2)を満たす振幅an(t)の値を推定することにより、湯面形状を推定する処理において、その湯面高さの複数の観測点の鋳型幅方向における位置を適切に決定することにより、より良い推定精度を得ることを可能とするものであり、かかる推定処理の内容は限定されない。推定処理の内容にかかわらず、上記(3.湯面レベル計の設置位置)で説明した方法に従って鋳型幅方向における複数の観測点の位置を決定することにより、同様の効果を得ることが可能である。例えば、上記数式(2)を満たす振幅an(t)の値は、ある時刻における湯面高さの複数の測定値から、正則化法等を用いて求められてもよい。