JP6811609B2 - 成形性に優れたテーラードブランク材の製造方法 - Google Patents
成形性に優れたテーラードブランク材の製造方法 Download PDFInfo
- Publication number
- JP6811609B2 JP6811609B2 JP2016508735A JP2016508735A JP6811609B2 JP 6811609 B2 JP6811609 B2 JP 6811609B2 JP 2016508735 A JP2016508735 A JP 2016508735A JP 2016508735 A JP2016508735 A JP 2016508735A JP 6811609 B2 JP6811609 B2 JP 6811609B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- tailored blank
- blank material
- welded portion
- present
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/23—Arc welding or cutting taking account of the properties of the materials to be welded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/167—Arc welding or cutting making use of shielding gas and of a non-consumable electrode
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/173—Arc welding or cutting making use of shielding gas and of a consumable electrode
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/18—Sheet panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
- B23K2103/05—Stainless steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2251/00—Treating composite or clad material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/50—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for welded joints
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Materials Engineering (AREA)
- Plasma & Fusion (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Optics & Photonics (AREA)
- Laser Beam Processing (AREA)
- Arc Welding In General (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Description
Cは、加工性、溶接性、耐食性、及び耐酸化性を劣化させる元素であるので、少ないほど好ましく、上限を0.10%とする。ただし、Cを過度に低減すると、精錬コストが増加し、さらに、溶接部の結晶粒粗大化により靭性が低下するので、下限を0.001%とする。製造コスト、溶接部の加工性と耐食性を考慮すると、0.002〜0.02%が好ましい。
Siは、脱酸元素として作用する。また、Siは、耐酸化性と高温強度を向上させる。添加の効果を得るため、下限は0.01%とする。過度な添加は、常温延性を低下させて加工性を劣化させるので、上限は3.00%とする。溶接性と溶接部の張出し加工性を考慮すると、0.10〜1.00%が好ましい。さらに好ましくは、0.50〜1.00%である。耐酸化性と高温強度よりも溶接性と溶接部の張り出し加工性を重視する場合には、0.10〜0.50%が好ましい。
Mnは、脱酸元素として作用する。また、Mnは、高温においてMnCr2O4やMnOを形成し、スケール密着性を向上させる。添加の効果を得るため、下限は0.01%とする。Mnの含有量が3.00%を超えると、特に、溶接部での異常酸化が生じやすくなり、排ガス経路の損傷に繋がるので、上限は3.00%とする。製造性と溶接部の加工性を考慮すると、0.10〜1.50%が好ましい。さらに好ましくは、0.50〜1.50%である。スケール密着性よりも製造性と溶接部の加工性を重視する場合には、0.10〜0.50%が好ましい。
Pは、固溶強化元素であり、溶接部の延性を低下させる。また、Pは、溶接時の凝固割れを生じさせる。Pは少ないほど好ましく、上限は0.05%とする。過度の低減は精錬コストの増加に繋がるので、下限は0.01%とする。製造コストと溶接部の耐食性を考慮すると、0.015〜0.03%が好ましい。
Sは、材質、耐食性、及び、耐酸化性を低下させるので、少ないほど好ましく、上限は0.010%とする。過度の低減は溶接時の溶け込み性の低下や精錬コストの増加に繋がるので、下限は0.0001%とする。製造コストと溶接性を考慮すると、0.0005〜0.0050%が好ましい。
Crは、排気部品の高温強度及び耐酸化性を確保する元素である。添加の効果を得るため、下限は10%とする。Crの含有量が30%を超えると、母材及び溶接部の靱性が著しく劣化し、また、製造性や延性が低下するので、上限は30%とする。製造コスト、耐食性、及び、溶接部の低温靭性を考慮すると、10.5〜22%が好ましい。
Nは、Cと同様に、溶接部の加工性と耐酸化性を劣化させる元素であるので、少ないほど好ましく、上限は0.10%とする。過度の低減は精錬コストの増加に繋がるので、下限は0.001%とする。溶接部の結晶粒粗大化の抑制とコストを考慮すると、0.005〜0.02%が好ましい。
Tiは、C、N、Sと結合して母材の成形性、特にr値を向上させる元素である。また、Tiは、溶接部の耐食性と耐粒界腐食性の向上に寄与する。添加の効果を得るため、下限は0.005%とする。Tiの含有量が0.50%を超えると、コストが著しく上昇し、また、溶接部の靭性や延性が低下するので、上限は0.50%とする。製造コスト、表面疵、延性、及び、スケール剥離性を考慮すると、0.030〜0.20%が好ましい。
Nbは、Ti同様に、成形性や、溶接部の耐食性と耐粒界腐食性を向上させる元素である。また、Nbは、固溶強化及び析出強化により高温強度や高温疲労特性を向上させる。添加効果を得るため、0.005%以上とする。一方、1.00%を超えると、コストが著しく上昇する他、溶接部の靭性や延性が低下するので、上限を1.00%とする。コストや製造性を考慮すると、0.100〜0.60%が好ましい。
Vは、TiやNbと同様に、CやNと結合して、成形性や溶接部の耐食性と耐粒界腐食性を向上させる元素である。また、Vは、母材の耐食性を向上させる。添加の効果を得るため、下限は0.05%とする。Vの含有量が1.00%を超えると、コストが著しく上昇し、また、溶接部の耐酸化性が低下するので、上限は1.00%とする。コストや製造性を考慮すると、0.05〜0.30%が好ましい。
Bは、2次加工性を向上させ、また、中温域の高温強度を向上させる元素である。添加の効果を得るため、下限は0.0002%とする。Bの含有量が0.005%を超えると、Cr2B等のB化合物が生成し、溶接部の粒界腐食性や疲労特性が劣化し、さらに、凝固割れが多発するので、上限は0.005%とする。溶接性や製造性を考慮すると、0.0003〜0.002%が好ましい。
Alは、脱酸元素として作用し、また、高温強度や耐酸化性を向上させる元素である。添加の効果を得るため、下限は0.001%とする。Alの含有量が2.0%を超えると、溶接時の溶込み性が著しく低下し、また、靭性や酸洗性が低下するので、上限は2.0%とする。精錬コストや鋼管製造時の溶接割れ等を考慮すると、0.010〜0.20%が好ましい。
Moは、母材と溶接部の耐食性を向上させる、また、固溶することにより高温強度及び熱疲労特性を向上させる元素である。添加の効果を得るため、下限は0.01%とする。Moの過度な添加は溶接部の靭性劣化や伸びの低下をもたらし、さらに、コストを増加させるので、上限は3.00%とする。長時間高温に曝された後の高温特性、特に、高温強度や高温高サイクル疲労特性、さらに、製造コスト及び製造性を考慮すると、0.05〜2.00%が好ましい。
Cuは、耐食性を向上させ、また、ε−Cu析出によって、特に、中温域での高温強度を高める元素である。添加の効果を得るため、下限は0.10%とする。Cuの含有量が3.00%を超えると、溶接部の靭性劣化や伸びの極端な低下をもたらし、さらに、熱延過程で割れが多発するので、上限は3.00%とする。製造性に加え、耐酸化性や溶接部の加工性を考慮すると、0.40〜1.50%が好ましい。
Niは、溶接部の靭性と耐食性を向上させる元素である。添加の効果を得るため、下限は0.01%とする。Niの含有量が2.00%を超えると、オーステナイト相が過度に生成し、成形性が低下するので、上限は2.00%とする。コストを考慮すると、0.05〜1.20%が好ましい。
Wは、高温強度を向上させる元素である。添加の効果を得るため、下限は0.10%とする。Wの過度な添加は溶接部の靭性劣化や伸びの低下をもたらすので、上限は3.00%とする。製造コストと製造性を考慮すると、0.10〜2.00%が好ましい。
Zrは、耐酸化性を向上させる元素である。添加の効果を得るため、下限は0.05%とする。Zeの含有量が0.30%を超えると、靭性や酸洗性などの製造性が著しく劣化するので、上限は0.30%とする。製造コストを考慮すると、0.05〜0.20%が好ましい。
Snは、粒界に偏析して高温強度を向上させる元素である。添加の効果を得るため、下限は0.005%とする。Snの含有量が0.50%を超えると、Snの偏析が生じて、溶接時に割れが生じるので、上限は0.50%とする。高温特性と製造コスト及び靭性を考慮すると、0.03〜0.30%が好ましい。さらに好ましくは0.05〜0.20%である。
Sbは、粒界に偏析して高温強度を向上させる元素である。添加の効果を得るため、下限は0.001%とする。Sbの含有量が0.50%を超えると、Sbの偏析が生じて、溶接時に割れが生じるので、上限は0.50%とする。高温特性と製造コスト及び靭性を考慮すると、0.03〜0.30%が好ましい。さらに好ましくは0.05〜0.20%である。
Coは、高温強度を向上させる元素である。添加の効果を得るため、下限は0.03%とする。Coの過度な添加は溶接部の加工性を劣化させるので、上限は0.30%とする。製造コストと製造性を考慮すると、0.05〜0.20%が好ましい。
Mgは、溶鋼中でAlとともにMg酸化物を形成し、脱酸剤として作用する元素である。微細晶出したMg酸化物は、NbやTi系析出物が微細析出するための核として機能する。溶接時に、NbやTi系析出物が微細析出すると、微細析出物が再結晶核となり、非常に微細な溶接組織を得ることができる。
Caは、脱酸元素として作用する元素である。添加の効果を得るため、下限は0.0001%とする。Caの含有量が0.0030%を超えると、水溶性介在物であるCaSが生成して、溶接部の耐食性が著しく低下するので、上限は0.0030%とする。精錬コストや溶接部の耐食性を考慮すると、0.0003〜0.0010%が好ましい。
REM(希土類元素)は、耐酸化性の向上に有効であり、必要に応じて0.001%以上で添加する。0.2%を超えて添加してもその効果は飽和し、REMの粒化物による耐食性低下を生じるため、上限は0.2%とする。製品の加工性や製造コストを考慮すると、下限を0.002%、上限を0.10%とすることが望ましい。
Claims (3)
- 2つの素材をレーザー溶接により接合する、成形性に優れたテーラードブランク材の製造方法であって、
前記素材の少なくとも1つが、質量%で、
C :0.001〜0.10%、
Si:0.01〜3.00%、
Mn:0.01〜3.00%、
P :0.01〜0.05%、
S :0.0001〜0.010%、
Cr:10〜30%、及び
N :0.001〜0.10%
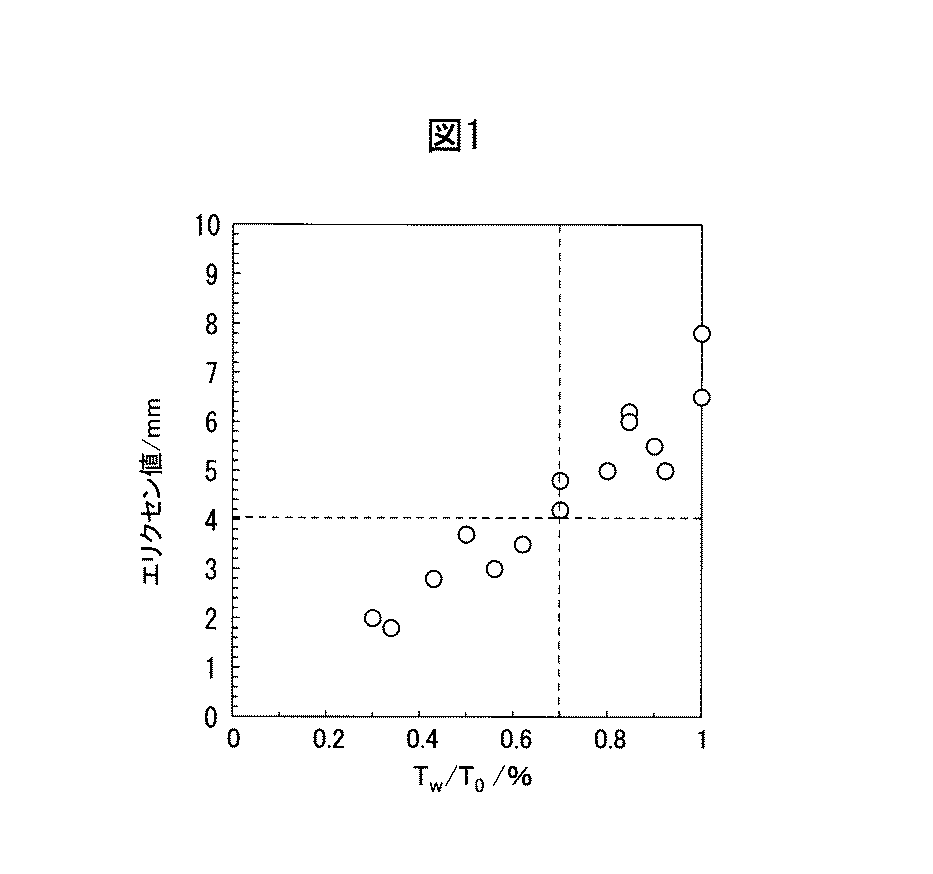
を含有し、残部がFe及び不可避的不純物であるフェライト系ステンレス鋼板であり、溶接部の厚みをTw、薄板側の板厚をT0としたとき、Tw/T0≧0.9であり、
溶接出力を2〜5kWとし、
溶接速度を2〜6m/minとし、
突合わせ隙間をレーザー光のスポット径に対して30%以下とし、
レーザー狙い位置を厚板側エッジから厚板側に上記スポット径に対して30%以下オフセットすることを特徴とする成形性に優れたテーラードブランク材の製造方法。 - 前記フェライト系ステンレス鋼板が、さらに、質量%で、
Ti:0.005〜0.50%、
Nb:0.005〜1.00%、
V :0.05〜1.00%、
B :0.0002〜0.005%、及び
Al:0.001〜2.0%
の1種又は2種以上を含有する請求項1に記載の成形性に優れたテーラードブランク材の製造方法。 - 前記フェライト系ステンレス鋼板が、さらに、質量%で、
Mo:0.01〜3.00%、
Cu:0.10〜3.00%、
Ni:0.01〜2.00%、
W :0.10〜3.00%、
Zr:0.05〜0.30%、
Sn:0.005〜0.50%、
Sb:0.005〜0.50%、
Co:0.03〜0.30%、
Mg:0.0002〜0.010%、
Ca:0.0001〜0.0030%、及び
REM:0.001〜0.20%
の1種又は2種以上を含有する請求項1又は2に記載の成形性に優れたテーラードブランク材の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014054138 | 2014-03-17 | ||
| JP2014054138 | 2014-03-17 | ||
| PCT/JP2015/057892 WO2015141674A1 (ja) | 2014-03-17 | 2015-03-17 | テーラードブランク用フェライト系ステンレス鋼板、成形性に優れたテーラードブランク材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2015141674A1 JPWO2015141674A1 (ja) | 2017-04-13 |
| JP6811609B2 true JP6811609B2 (ja) | 2021-01-13 |
Family
ID=54144639
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016508735A Active JP6811609B2 (ja) | 2014-03-17 | 2015-03-17 | 成形性に優れたテーラードブランク材の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6811609B2 (ja) |
| WO (1) | WO2015141674A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6295155B2 (ja) * | 2014-07-22 | 2018-03-14 | 新日鐵住金ステンレス株式会社 | フェライト系ステンレス鋼およびその製造方法、並びにフェライト系ステンレス鋼を部材とする熱交換器 |
| WO2020115531A1 (fr) * | 2018-12-06 | 2020-06-11 | Aperam | Acier inoxydable, produits réalisés en cet acier et leurs procédés de fabrication |
| CN111996462B (zh) * | 2020-09-07 | 2022-02-18 | 鞍钢股份有限公司 | 一种纵向变厚度超高强船板及生产方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3601512B2 (ja) * | 2000-12-22 | 2004-12-15 | Jfeスチール株式会社 | 燃料タンク・燃料パイプ用フェライト系ステンレス鋼板およびその製造方法 |
| JP3788311B2 (ja) * | 2001-10-31 | 2006-06-21 | Jfeスチール株式会社 | フェライト系ステンレス鋼板及びその製造方法 |
| JP3680829B2 (ja) * | 2001-10-31 | 2005-08-10 | Jfeスチール株式会社 | 深絞り性、耐二次加工脆性および耐食性に優れるフェライト系ステンレス鋼板及びその製造方法 |
| JP5606741B2 (ja) * | 2010-01-13 | 2014-10-15 | 新日鐵住金株式会社 | テーラードブランクの製造方法およびテーラードブランク用鋼板 |
-
2015
- 2015-03-17 WO PCT/JP2015/057892 patent/WO2015141674A1/ja not_active Ceased
- 2015-03-17 JP JP2016508735A patent/JP6811609B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2015141674A1 (ja) | 2017-04-13 |
| WO2015141674A1 (ja) | 2015-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI493057B (zh) | Fat iron stainless steel | |
| US10793930B2 (en) | Ferritic-austenitic two-phase stainless steel material and method for manufacturing same | |
| TWI460292B (zh) | 肥粒鐵系不銹鋼 | |
| JP5609571B2 (ja) | 耐酸化性に優れたフェライト系ステンレス鋼 | |
| TWI548760B (zh) | Fat iron stainless steel | |
| JP5435179B2 (ja) | フェライト系ステンレス鋼 | |
| JP5588198B2 (ja) | 耐酸化性、耐二次加工脆性及び溶接性に優れたフェライト系ステンレス鋼 | |
| TWI548758B (zh) | Fat iron stainless steel | |
| JP5152387B2 (ja) | 耐熱性と加工性に優れるフェライト系ステンレス鋼 | |
| JP2009091654A (ja) | 溶接性に優れたフェライト系ステンレス鋼 | |
| JP6811609B2 (ja) | 成形性に優れたテーラードブランク材の製造方法 | |
| WO2018003521A1 (ja) | フェライト系ステンレス鋼板 | |
| JP2023005308A (ja) | フェライト系ステンレス鋼板およびその製造方法 | |
| JP2022126000A (ja) | フェライト系ステンレス鋼板とその製造方法および部品 | |
| JP5610660B2 (ja) | 溶接部低温強度に優れたフェライト系ステンレス鋼板製容器およびその溶接方法 | |
| JP6354772B2 (ja) | フェライト系ステンレス鋼 | |
| WO2022107580A1 (ja) | スポット溶接用めっき鋼板、接合部材、及び自動車用部材、並びに接合部材の製造方法 | |
| JP2000015353A (ja) | プレス成形性に優れた溶接接合金属板およびその製造方法 | |
| JP4277726B2 (ja) | 溶接部の耐食性に優れたCr含有合金 | |
| JPWO2018116792A1 (ja) | フェライト系ステンレス鋼 | |
| JP2004010967A (ja) | 二次加工性に優れたフェライト系ステンレス鋼管 | |
| JP4254583B2 (ja) | 溶接部の耐歪時効特性に優れたCr含有合金 | |
| JP2622516B2 (ja) | クリープ強度の優れた耐熱鋼用溶接材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181016 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181119 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190618 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20190618 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20190625 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20190702 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20190816 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20190820 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20200310 |
|
| C141 | Inquiry by the administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C141 Effective date: 20200825 |
|
| C54 | Written response to inquiry |
Free format text: JAPANESE INTERMEDIATE CODE: C54 Effective date: 20200924 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20201020 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20201117 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20201117 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201215 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6811609 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |