JP6814665B2 - 昇華型プリンタ用受像シート - Google Patents
昇華型プリンタ用受像シート Download PDFInfo
- Publication number
- JP6814665B2 JP6814665B2 JP2017042509A JP2017042509A JP6814665B2 JP 6814665 B2 JP6814665 B2 JP 6814665B2 JP 2017042509 A JP2017042509 A JP 2017042509A JP 2017042509 A JP2017042509 A JP 2017042509A JP 6814665 B2 JP6814665 B2 JP 6814665B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- image receiving
- receiving sheet
- core
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Thermal Transfer Or Thermal Recording In General (AREA)
Description
昇華型の熱転写記録方式では、イエロー、マゼンタ、シアンの3色、あるいはこれら3色にブラックを加えた4色の昇華性染料をそれぞれフィルム上に塗布して各色の染料層を設けた熱転写シート(以下、「インクリボン」とも記す。)の染料層面と、染料を受容するためのインク受容層を支持体上に設けた被熱転写シート(「受容シート」、「熱転写受像シート」とも称される。以下、「受像シート」と記す。)のインク受容層面とを重ね合わせ、画像情報に応じ、インクリボンの背面側に配置したサーマルヘッドの熱により染料層中の昇華性染料をインク受容層中に移行(転写)させる。サーマルヘッドの加熱エネルギーを制御することで濃度階調が表現される。インクリボンの各色の染料を順次繰り返し転写することでフルカラー画像が形成される。
このような受像シートとしては、片面のみにインク受容層面を持つもの、両面にインク受容層を持つもの、またこれらそれぞれに様々な厚みを有する受像シートが上市されている。
そこで、本発明は、生産時に加熱されたとしても、カールを抑制することが可能な、昇華型プリンタ用受像シートを提供することを目的とする。
すなわち、本発明(1)は、シート状の厚み調整層の一方の面上に、少なくともホットメルト接着層、支持体、接着層、フィルム層およびインク受容層がこの順に積層した昇華型プリンタ用受像シートであって、該接着層中にコアシェル粒子を有し、該コアシェル粒子のコアの融点が30℃以上であることを特徴とする昇華型プリンタ用受像シートである。
本発明(2)は、前記厚み調整層の他方の面上に、少なくともホットメルト接着層、支持体、接着層、フィルム層およびインク受容層がこの順に積層したことを特徴とする前記発明(1)に記載の昇華型プリンタ用受像シートである。すなわち、本発明(2)の昇華型プリンタ用受像シートは、その両面にインク受容層を有する構成である。
本発明(3)は、前記支持体がパルプを含む紙であることを特徴とする前記発明(1)または(2)に記載の昇華型プリンタ用受像シートである。
本発明(4)は、前記接着層中の前記コアシェル粒子の吸熱量が6.5〜30J/gであることを特徴とする前記発明(1)、(2)または(3)に記載の昇華型プリンタ用受像シートである。
加えて、両面にインク受容層を形成する場合であっても、一方の面が形成された段階でカールの発生が抑制されているため、他方の面の形成に支障をきたさないという利点がある。
更には、接着層中のコアシェル粒子の吸熱量(添加量)を調整することによって、耐カール性のみならず、接着層を介して積層される層との接着性に優れた昇華型プリンタ用受像シートを提供することができる。
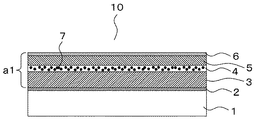
図1は、本発明の第一実施形態の受像シート10の模式断面図である。
受像シート10は、シート状の厚み調整層1の一方の面上に、ホットメルト接着層2、支持体3、接着層4、フィルム層5、インク受容層6がこの順に積層した構成を有する。
なお、図1中の受像シート10における各層の厚みは便宜上のものであり、これに限定されることなく自由に選択、設計することができる。後述する実施形態においても同様である。また、各層の間には、適宜プライマー層を設けてもよい。プライマー層を設けることで、層間の接着強度を向上させ易くなる。
厚み調整層1としては、紙、不織布、織布、高分子フィルム、これらを複数組み合わせた積層体等が挙げられる。該積層体としては、例えば紙の片面または両面に高分子フィルムが配置された積層体、複数の高分子フィルムが積層した積層体等が挙げられる。高分子フィルムは、内部に気泡を持つ発泡フィルムであってもよく、未発泡のフィルムであってもよい。
高分子フィルムは、透明フィルムでもよいが、普通紙と同様に扱えるような隠蔽性を得るには有色に着色もしくは加工されたフィルムであることが好ましい。特にフルカラー熱転写画像の色彩をより良く再現する熱転写受像シート用の芯材とするためには、白色フィルムが好ましい。
本発明に係わるホットメルト接着層2に用いることができる接着剤は、熱溶融可能なものであれば、いずれのものも使用することが出来る。すなわち、本明細書においてホットメルトとは、貼り合わせ時に熱溶融可能であることを指す。
ホットメルト接着層2には、エチレン・酢酸ビニル共重合体系、ウレタン系樹脂、ポリアミド系、ポリエステル系、ポリオレフィン系、エチレン・(メタ)アクリル酸共重合体の金属塩(いわゆるサーリン)、塩素化ポリエチレン、塩素化ポリプロピレン等のホットメルト接着剤を用いることができる。
ホットメルト接着層の厚みは、特に限定されず、本発明の昇華型プリンタ用受像シートの要求特性に応じた厚みに調整すればよいが、典型的には5〜30μmであり、8〜20μmが好ましい。ホットメルト接着層2の厚みがこの範囲であれば、接着性と溶融時にホットメルト接着剤層が有する熱エネルギーとのバランスがとり易くなる。すなわち、ホットメルト接着剤の塗工量が多い場合、溶融時にホットメルト接着剤が有する熱エネルギーも大きくなり、他の層への熱的な影響も大きくなる傾向がある。また、ホットメルト接着剤の融点は、100℃〜160℃であることが好ましく、110℃〜150℃であることが更に好ましい。100℃未満であると、印字時のサーマルヘッドの熱で溶融する恐れがあり、160℃を越えると、溶融時の熱エネルギーが増大するため、受像シート製造時のカール原因になる恐れがある。また、ホットメルト接着剤を硬化型とすることも出来る。硬化型とすることで、印画時にサーマルヘッドによる熱を受けたとしても、溶融することを避け、受像シートのこわさを維持する効果を奏する。
支持体3は、少なくとも接着層4、フィルム層5、インク受容層6を形成する際、基材の役割を果たすこともできる。支持体3としては、前記厚み調整層1と同様の材料が使用可能であるが、熱収縮のし難さ、伝熱性の低さ、接着剤の適度な浸透性等から、紙または紙の片面もしくは両面に高分子フィルムが配置された積層体が好ましく、パルプを含む紙がより好ましい。また、支持体3は印画面に印画される画像の印画濃度、鮮明性、淡色部のムラに影響するため、耐熱性、平滑性に優れるものであることが好ましい。支持体3の厚みは、特に限定されず、本発明の昇華型プリンタ用受像シートの用途に応じた所望の厚みに調整すればよい。
接着層4は、支持体3とフィルム層5を接着する機能を担うと共に、支持体3と厚み調整層1とをホットメルト接着層2を介して接着する際に発生する熱を遮断する機能を有する。
接着層4は、少なくとも接着剤とコアの融点が30℃以上であるコアシェル粒子7によって構成される。
また、潜熱蓄熱物質の中でも特に大きな潜熱をもつ物質を使用することが好ましく、これらの物質としては、例えば、パラフィン、ワックス、脂肪酸、ポリアルキレングリコール、或いは、ポリアルキレングリコールのエーテル類などを挙げることができる。中でも、パラフィン、ワックスなどは融点の異なる多くの物質が市販されており、目的とする温度範囲の潜熱蓄熱物質を容易に得ることができるため、好適である。
ここでパラフィンとはデカン、ウンデカン、ドデカン、トリデカン、テトラデカン、ペンタデカン、ヘキサデカン、ヘプタデカン、オクタデカン、ノナデカン、エイコサン、ヘンエイコサン、ドコサン、トリコサン、パラフィンワックス類などの直鎖または分岐のあるパラフィン類を指す。これらの中でもより好ましくは、直鎖のn−パラフィンが良い。これらは単独または混合物で使用することができる。更に、これらパラフィン中には必要に応じ過冷却防止剤、酸化防止剤、また黒鉛などの熱吸収剤などを添加することもできる。
接着層の厚み、接着剤とコアシェル粒子の比率は、特に限定されず、必要量のコアシェル粒子7が含有でき、かつ接着層の上下に位置する層との接着性が確保できるように適宜設定すればよい。
フィルム層5は、断熱性に優れることが好ましい。これにより、印刷の際にサーマルヘッドの熱をインク受容層に適切に保持させることができ、印刷を高感度、十分な画像濃度で行うことができ、均一かつ高品質な画像が得られる。
上記の中でも、受像シート10の印刷面に十分な平滑性および断熱性を付与できる点で、高分子フィルムが好ましい。また、内部に気泡を持つことから断熱性が高く、サーマルヘッドの熱を逃がすことなくインクリボンに伝導でき、インクの昇華が確実に行われるようにできる点、接着層4に含有するコアシェル粒子7にサーマルヘッドからの熱を伝え難くできる点から、発泡フィルムが好ましい。
発泡フィルムとしては、例えば発泡ポリプロンピレンシート(発泡OPP)である合成紙ユポ(王子油化合成紙社製)、トヨパールSS(東洋紡績社製)、パイレンフィルム(東洋紡績社製)、クリスパー(東洋紡績社製)、W−900(ダイヤホイルヘキスト社製)、E−60(東レ社製)等が挙げられる。
これらの中でも、平滑性および断熱性の点で、ポリオレフィン発泡フィルム、ポリエチレンテレフタレートフィルム、延伸ポリプロピレンフィルムが好ましい。
インク受容層6は、インクリボンからの染料を受容するための層である。インク受容層6としては、特に限定されず、公知のものと同様であってよい。インク受容層6としては、例えば染料が染着し易い樹脂を含む層が挙げられる。インク受容層6は、前記樹脂に加えて、画像を形成する時にインクリボンとの熱融着を防ぐために、離型剤をさらに含んでもよい。インク受容層6は、必要に応じて、前記樹脂および離型剤以外の他の成分をさらに含んでもよい。
前記樹脂の含有量は、インク受容層の全質量に対して90質量%以上が好ましく、100質量%であってもよい。
離型剤の含有量は、前記樹脂100質量部に対して0.01〜20質量部が好ましい。0.01質量部未満では十分な離型効果が発現できず、画像形成時にインクリボンへ熱融着する恐れがある。20質量部を超えると、過剰な離型剤が表面に染み出す恐れがある。
例えば受像シートの色目を調節する目的で、蛍光増白剤、顔料、染料等をインク受容層に含有させることができる。受像シートの過剰な帯電を防止する目的で、帯電制御剤をインク受容層に含有させることができる。
蛍光増白剤としては、アミノスチルベンのスルホン酸誘導体系、イミダゾール系、オキサゾール系、トリアゾール系、クマリン系、ナフタルイミド系、ピラゾリン系等が挙げられる。蛍光増白剤の含有量は、インク受容層樹脂100質量部に対して0.01〜10質量部が好ましい。0.01質量部未満では白色性を向上させる効果が不十分となる恐れがある。10質量部を超えて添加することも可能ではあるが、それ以上の白色性向上の効果はあまり期待できず、コスト高になるだけとなってしまう恐れがある。また、10質量部よりはるかに過剰に添加した場合には、受像シートの普通紙に近い風合いを損ねる恐れもある。
帯電制御剤としては、一般的に使用されている種々の帯電防止剤を用いることができ、例えばカルボン酸、スルホネート、サルフェート等のアニオン系低分子型帯電防止剤;4級アンモニウム塩、ホスホニウム塩、スルホニウム塩等のカチオン系低分子型帯電防止剤;多価アルコール誘導体、ポリアルキレンオキシド誘導体等の非イオン系低分子型帯電防止剤;両性系帯電防止剤;ホウ素化合物、含窒素化合物、含硫黄化合物、グアニジン塩等の帯電防止剤;錯化合物系帯電防止剤;脂肪族化合物、芳香族化合物等の帯電防止性可塑剤;ポリエチレンオキシド、4級アンモニウム塩基含有(メタ)アクリレート共重合体、ポリスチレンスルホン酸ソーダ、カルボベタイングラフト共重合体、高分子電荷移動型結合体等の高分子型帯電防止剤;グリセリン脂肪酸エステル、ポリオキシエチレンアルキルエーテル等の非イオン性界面活性剤型帯電防止剤;アルキルスルホン酸塩、アルキルベンゼンスルホン酸塩等のアニオン性界面活性剤型帯電防止剤;テトラアルキルアンモニウム塩、トリアルキルベンジルアンモニウム塩等のカチオン性界面活性剤型帯電防止剤;アルキルベタイン、アルキルイミダゾリウムベタイン等の両性界面活性剤型帯電防止剤;ポリアセチレン、ポリパラフェニレン、ポリピロール、ポリチオフェン、ポリアニリン、ポリフェニレンビニレン等の導電性高分子;アルミニウム、銅、ニッケル、鉄等の金属フィラー;カーボン、導電性ウィスカ等が挙げられる。これら帯電防止剤は、単独で使用してもよく、必要に応じて2種以上を混合して使用してもよい。
受像シート10全体の総厚は、適宜設定でき、特に限定されないが、一般には、200〜500μm程度である。
受像シート10の製造方法としては、特に限定されないが、以下の工程(A1)、(A2)を有する製造方法が好ましい。
(A1)フィルム層5の一方の面上に、本発明に係わるインク受容層6を構成する、例えば液状媒体に溶解もしくは分散された塗工液を塗工・乾燥し、インク受容層6を形成し、フィルム層5の他方の面に、本発明に係わる接着層4を構成する接着剤が、例えば液状媒体に溶解もしくは分散された塗工液を塗工・乾燥し、接着層4を形成し、接着層4と支持体3とを貼り合せて積層シート(a1)を得る工程。
(A2)積層シート(a1)の支持体3面と、厚み調整層1とをホットメルト接着層2を介して貼り合わせる工程。
インク受容層6は、例えば、染料が染着し易い樹脂、液状媒体、および必要に応じて離型剤や他の成分を含む塗料を塗工し、乾燥することにより形成できる。樹脂、離型剤、他の成分はそれぞれインク受容層の説明で挙げたものと同様である。液状媒体としては、水、有機溶剤等が挙げられる。
塗料の塗工は、エアナイフコート法、ロールコート法、バーコート法、グラビアコート法、マイクログラビアコート法、グラビアリバースコート法やエクスルジョンコート法等の一般的な塗工方法で行うことができる。
プライマー層としては、熱可塑性樹脂、熱硬化性樹脂あるいは官能基をもつ熱可塑性樹脂を各種の硬化剤その他の手法を用いて硬化させた層を用いることができる。具体的には、ポリエステル、塩素化ポリプロピレン、変性ポリオレフィン、ポリウレタン樹脂、アクリル系樹脂、アイオノマー、単官能及び/又は多官能水酸基を含有するプレポリマーをイソシアネートなどで硬化させた樹脂等が使用できる。プライマー層の塗工量は0.1〜2g/m2が好ましい。また、前記表面処理とプライマー層の設置とを併用してもよい。例えばフィルム層5の表面に前記表面処理を施し、さらにプライマー層を設けてからインク受容層6を形成してもよい。
液状媒体としては、例えば水、有機溶剤等が挙げられる。
接着層用塗工液としては、例えば、前記熱可塑性樹脂を含む市販の接着剤に、コアシェル粒子7を適宜添加して調整されたものでも良い。
プライマー層としては、熱可塑性樹脂、熱硬化性樹脂あるいは官能基をもつ熱可塑性樹脂を各種の硬化剤その他の手法を用いて硬化させた層を用いることができる。具体的には、ポリエステル、塩素化ポリプロピレン、変性ポリオレフィン、ポリウレタン系樹脂、アクリル系樹脂、アイオノマー、単官能及び/又は多官能水酸基を含有するプレポリマーをイソシアネートなどで硬化させた樹脂等が使用できる。プライマー層の塗工量は0.1〜2g/m2が好ましい。
工程(A2)は、積層シート(a1)の支持体3面と、厚み調整層1とをホットメルト接着層2を介して貼り合わせる工程である。
貼り合わせは、公知のホットメルトコーティング法、ドライラミネーション法等、ホットメルト接着層2に用いるホットメルト接着剤を溶融できる方法であればいずれの方法をも取ることができる。
受像シート10にあっては、融点が30℃以上のコアシェル粒子を接着層4中に含むため、前記工程(A2)において、厚み調整層1と積層シート(a1)を貼り合わせる際に発生する熱をコアシェル粒子のコアの相変化によって吸熱できるため、前記熱がフィルム層4まで伝わり難く、もってフィルム層4の熱収縮が発生し難いため、本発明の熱転写受像シートが製造段階でカールし難くなる効果を奏する。これは、完成品としての熱転写受像シートのカールも抑えられていることを意味する。従って、熱転写受像シートがプリンタ内で搬送不良(ペーパージャム)を起こしたり、画像不良を生じたりするリスクを軽減することが可能となる。
図2は、本発明の第二実施形態の受像シート20の模式断面図である。なお、以下に示す実施形態において、第一実施形態に対応する構成要素には同一の符号を付してその詳細な説明を省略する。
受像シート20は、シート状の厚み調整層1の一方の面上に、ホットメルト接着層2、支持体3、接着層4、フィルム層5、インク受容層6がこの順に積層した積層シート(b1)と、他方の面にも同様の層が積層した積層シート(b3)が、厚み調整層1を介して積層された構成を有する。
受像シート20の両面の印刷品質を均等にする観点では、積層シート(b1)、(b3)の性状を同等にすることが好ましい。
受像シート20の各インク受容層面で光沢、地色、発色、濃度等の印字品質を異ならせたい場合には、敢えて各層の性状を適宜異ならせた設計とすることもできる。
受像シート20の全体の総厚は、適宜設定でき、特に限定されないが、一般にプリンタ内通紙の制約から400〜600μm程度である。
受像シート20の製造方法としては、特に限定されないが、以下の工程(B1)、(B2)、(B3)を有する製造方法が好ましい。
(B1)フィルム層5の一方の面上に、本発明に係わるインク受容層6を構成する、例えば液状媒体に分散された塗工液を塗工・乾燥し、インク受容層6を形成し、フィルム層5の他方の面に、本発明に係わる接着層4を構成する接着剤が、例えば液状媒体に分散された塗工液を塗工・乾燥し、接着層4を形成し、接着層4と支持体3とを貼り合せて積層シート(b1)を得る工程。
積層シート(b3)を得る工程は上記と同様である。
(B2)積層シート(b1)の支持体3面と、厚み調整層1とをホットメルト接着層2を介して貼り合わせて積層シート(b2)を得る工程。
(B3)積層シート(b2)の厚み調整層1面と、積層シート(b3)とをホットメルト接着層2を介して貼り合わせる工程。
工程(B1)よって、積層シート(b1)、(b3)を得る方法については、第一実施形態の工程(A1)に記載したものと同様の方法を取ることができる。
積層シート(b1)、(b3)の接着層4中に含有されるコアシェル粒子7の添加量は同一であっても、異なっていても良い。例えば、後述する一連の工程内で受像シート20を作成する場合、各積層シートに加わる熱を勘案して、コアシェル粒子7の添加量を決定しても良い。
工程(B2)と工程(B3)は、厚み調整層1を挟んで、積層シート(b1)と積層シート(b3)とをホットメルト接着層2を用いて積層する工程である。
両工程は、別々に実施されてもよいし、一連の流れとして実施されてもよい。すなわち、例えば積層シート(b1)と厚み調整層1を貼り付けて積層シート(b2)を得る工程を実施し、あらためて積層シート(b2)と積層シート(b3)を貼り合せてもよいし、一連の工程内で、積層シート(b1)と積層シート(b3)とを厚み調整層1を介して貼り付けてもよい。
受像シート20にあっては、積層シート(b1)、(b3)それぞれの接着剤層4中にコアシェル粒子を含むため、前記工程(B2)、(B3)において、厚み調整層1と積層シート(b1)、(b3)を貼り合わせる際に発生する熱がフィルム層5まで伝わり難く、もってフィルム層5の熱収縮が発生し難いため、本発明の熱転写受像シートが製造段階でカールし難くなる効果を奏する。これは、完成品としての熱転写受像シートのカールも抑えられていることを意味する。従って、熱転写受像シートがプリンタ内で搬送不良(ペーパージャム)を起こしたり、画像不良を生じたりするリスクを軽減することが可能となる。
「%」、「部」はそれぞれ、特に規定のない場合、「質量%」、「質量部」を示す。
以下の各例で使用した厚み調整層、支持体、フィルム層、コアシェル粒子、接着層用接着剤、ホットメルト接着層用接着剤を以下に示し、実施例、比較例毎の使用材料を表1に示す。
支持体:コート紙(三菱製紙社製、商品名:パールコートN、厚さ102μm)
PETフィルム(ユニチカ社製、商品名:S−100、厚さ100μm)
フィルム層:OPPフィルム(東洋紡績社製、商品名:トヨパールP4256、厚さ50μm)
コアシェル粒子:A(三木理研工業社製、商品名:PMCD−5SP、コア融点5℃)
B(三木理研工業社製、商品名:PMCD−15SP、コア融点15℃)
C(三木理研工業社製、商品名:PMCD−25SP、コア融点25℃)
D(三木理研工業社製、商品名:PMCD−32SP、コア融点32℃)
E(三木理研工業社製、商品名:PMCD−60SP、コア融点60℃)
接着層用接着剤:(三井化学SKCポリウレタン社製、商品名:タケラックA−367H及びタケネートA−7)
ホットメルト接着層用接着剤:(東亞合成社製、商品名:PES−111EE 融点115℃)

図1に示す構成の受像シートを以下の手順で作製した。
(積層シートa1の作製)
トルエン/MIBK混合液100部に、塩化ビニルと酢酸ビニルとの共重合樹脂(日信化学社製、商品名:ソルバインCN)14部を溶解して、インク受容層用塗工液を調製した。このインク受容層用塗工液を、フィルム層用フィルム(東洋紡績社製、商品名:トヨパールP4256)にバーコーターで乾燥塗工量5g/m2にて塗工・乾燥して受容層が塗工された積層体を得た。続いて、コアシェル粒子Dを10%添加した接着剤(三井化学SKCポリウレタン社製、商品名:タケラックA−367H:タケネートA−7=2:1)をインク受容層付きフィルムの裏面側にバーコーターで乾燥塗工量10g/m2にて塗工・乾燥し、接着層を形成し、支持体(三菱製紙社製、商品名:パールコートN)と貼り合わせ積層シートa1を得た。
作製した積層シートa1の紙面(支持体側)にホットメルト接着剤(東亞合成社製、商品名:PES−111EE)を10μmの厚さとなるように塗工し、厚み調整層(三菱製紙社製、商品名:ジョイボリーNA)と貼り合わせて実施例1の熱転写受像シートを得た。
コアシェル粒子の添加量を3%にしたこと以外は実施例1と同様にして、実施例2の熱転写受像シートを得た。
コアシェル粒子の添加量を5%にしたこと以外は実施例1と同様にして、実施例3の熱転写受像シートを得た。
コアシェル粒子の添加量を8%にしたこと以外は実施例1と同様にして、実施例4の熱転写受像シートを得た。
コアシェル粒子の添加量を15%にしたこと以外は実施例1と同様にして、実施例5の熱転写受像シートを得た。
コアシェル粒子の添加量を18%にしたこと以外は実施例1と同様にして、実施例6の熱転写受像シートを得た。
コアシェル粒子の添加量を20%にしたこと以外は実施例1と同様にして、実施例7の熱転写受像シートを得た。
コアシェル粒子Dを、コアシェル粒子Eに変更したこと以外は実施例1と同様にして、実施例8の熱転写受像シートを得た。
支持体をPETフィルムS−100へ変更したこと以外は実施例1と同様にして、実施例9の熱転写受像シートを得た。
図2に示す構成の受像シートを以下の手順で作製した。
(積層シートb1、b3)
実施例1の積層シートa1の作製方法と同様にして、積層シートb1、b3を作製した。
(厚み調整層との貼り合わせ)
連続工程により、積層シートb1と積層シートb3の支持体面を、実施例1と同様のホットメルト接着剤、同塗工量で厚み調整層(三菱製紙社製、商品名:ジョイボリーNA)と貼り合わせて、実施例10の熱転写受像シートを得た。
コアシェル粒子Dを、コアシェル粒子Aに変更したこと以外は実施例1と同様にして、比較例1の熱転写受像シートを得た。
コアシェル粒子Dを、コアシェル粒子Bに変更したこと以外は実施例1と同様にして、比較例2の熱転写受像シートを得た。
(フィルム層と支持体の接着性)
実施例、比較例で作製した各熱転写受像シートに対して、山折り谷折りを交互に計100回実施し、フィルム層と支持体の界面での剥離の発生有無を確認した。
両層の剥離状態を目視にて観察し、以下の基準で評価を実施した。結果を表2に示す。
◎:支持体とフィルム層に剥離が全く見られない。
○:支持体とフィルム層の界面で若干剥離が発生するが、実用上の接着力は問題のないレベルであった。
×:支持体とフィルム層の界面で剥離が発生し、実用上問題があるレベルであった。
実施例、比較例で作製した熱転写受像シートを59mm×86mmに裁断し、インク受容層を上にして(実施例10の熱転写受像シートは上下不問)、平らな面に静置し、4隅のカールを定規にて測定した。以下の基準で評価した。結果を表1に示す。
◎:4隅に全くカールが発生していない。
○:4隅いずれかの角のカールが静置面から3mm未満。(実用上問題のないレベル)
×:4隅いずれかの角のカールが静置面から3mm〜5mm。(印字に支障をきたす恐れがあるレベル)
××:4隅いずれかの角のカールが静置面から5mmを越える又は、シートが筒状になる。
実施例、比較例で作製した受像シートを昇華型プリンタ(ハウタイ社製、商品名フォトプリンターS420)を使用して、高濃度画像から低濃度画像まで印字し、グレタク濃度計にてブラックベタ濃度部を測定した。以下の基準で評価した。結果を表1に示す。
◎:濃度2.0以上。
○:濃度1.9〜2.0。実用上問題のないレベル。
×:濃度1.9以下。
<測定サンプルの調整>
(C1):熱転写受像シートを厚さ方向に裁断(全ての層を含む状態)したものを準備。
(C2):本発明に係わるコアシェル粒子以外の各層、各成分について熱転写受像シートからサンプリングしたものを準備。
上記測定対象を、以下の測定機器及び測定条件において測定した吸熱量をもとに、(C1)から(C2)の合計を差し引いた値を本発明に係わるコアシェル粒子の吸熱量とした。
測定機器:TAインスツルメンツ社製「Q20A」
温度範囲:−30℃→70℃→30℃
昇温・降温速度:10℃/分
以上の条件でDSC測定を行い、2ndラン昇温時のピーク面積から吸熱量を求めた。
表2に物性値、評価結果等を示す。
以上、本発明の受像シートにあっては、その生産時に熱が加わったとしても、受像シートのカールが抑制される。加えて、両面にインク受容層を形成する場合であっても、一方の面が形成された段階でカールの発生が抑制されているため、他方の面の形成に支障をきたさないという利点がある。更には、接着層中のコアシェル粒子の吸熱量(添加量)を調整することによって、耐カール性のみならず、接着層を介して積層される層との接着性に優れた受像シートを提供することができるものである。
2 ホットメルト接着層
3 支持体
4 接着層
5 フィルム層
6 インク受容層
7 コアシェル粒子
10,20 受像シート
Claims (4)
- シート状の厚み調整層の一方の面上に、少なくともホットメルト接着層、支持体、接着層、フィルム層およびインク受容層がこの順に積層した昇華型プリンタ用受像シートであって、
該接着層中にコアシェル粒子を有し、
該コアシェル粒子のコアの融点が30℃以上であることを特徴とする昇華型プリンタ用受像シート。 - 前記厚み調整層の他方の面上に、少なくともホットメルト接着層、支持体、接着層、フィルム層およびインク受容層がこの順に積層した昇華型プリンタ用受像シートであって、
該接着層中にコアシェル粒子を有し、
該コアシェル粒子のコアの融点が30℃以上であることを特徴とする請求項1に記載の昇華型プリンタ用受像シート。
- 前記支持体がパルプを含む紙であることを特徴とする請求項1または2に記載の昇華型プリンタ用受像シート。
- 前記接着層中の前記コアシェル粒子の吸熱量が6.5〜30J/gであることを特徴とする請求項1乃至3いずれか一項に記載の昇華型プリンタ用受像シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017042509A JP6814665B2 (ja) | 2017-03-07 | 2017-03-07 | 昇華型プリンタ用受像シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017042509A JP6814665B2 (ja) | 2017-03-07 | 2017-03-07 | 昇華型プリンタ用受像シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018144365A JP2018144365A (ja) | 2018-09-20 |
| JP6814665B2 true JP6814665B2 (ja) | 2021-01-20 |
Family
ID=63589305
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017042509A Active JP6814665B2 (ja) | 2017-03-07 | 2017-03-07 | 昇華型プリンタ用受像シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6814665B2 (ja) |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10193810A (ja) * | 1997-01-17 | 1998-07-28 | Mitsubishi Paper Mills Ltd | 記録用紙 |
| JPH10337967A (ja) * | 1997-06-05 | 1998-12-22 | Daicel Chem Ind Ltd | 熱転写記録用樹脂組成物および受像体 |
| JPH11157225A (ja) * | 1997-09-24 | 1999-06-15 | Dainippon Printing Co Ltd | 熱転写受像シートおよび印画物 |
| US20030082352A1 (en) * | 2001-10-29 | 2003-05-01 | Eastman Kodak Company | Receiver media for high quality ink jet printing |
| JP2004149952A (ja) * | 2002-10-30 | 2004-05-27 | Fuji Photo Film Co Ltd | 記録材料用支持体 |
| KR100644607B1 (ko) * | 2003-06-03 | 2006-11-13 | 삼성전자주식회사 | 잉크젯 프린터용 기록 매체 |
| JP2009079166A (ja) * | 2007-09-27 | 2009-04-16 | Fujifilm Corp | 中空粒子、その製造方法および感熱転写受像シート |
| JP5786743B2 (ja) * | 2011-03-31 | 2015-09-30 | 大日本印刷株式会社 | 熱転写受像シート、及び熱転写受像シートの製造方法 |
| JP6601087B2 (ja) * | 2015-09-17 | 2019-11-06 | 凸版印刷株式会社 | 熱転写受像シート用ベース基材及びその製造方法 |
-
2017
- 2017-03-07 JP JP2017042509A patent/JP6814665B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018144365A (ja) | 2018-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6627237B2 (ja) | 熱転写受像シート用支持体の製造方法および熱転写受像シートの製造方法 | |
| JP5742551B2 (ja) | シール用熱転写受像シート | |
| JP6814665B2 (ja) | 昇華型プリンタ用受像シート | |
| JP4073852B2 (ja) | 熱転写受像シートおよびその製造方法 | |
| JP4506200B2 (ja) | 感熱転写記録用白色積層ポリエステルフィルム | |
| JP7066971B2 (ja) | 熱転写受像シート | |
| JP2014159100A (ja) | 熱転写受像シート及び画像形成方法 | |
| WO2022009946A1 (ja) | 熱転写受像シート | |
| CA2998317C (en) | Thermal transfer image receiving sheet | |
| JP5029264B2 (ja) | 受像紙 | |
| JP2006027264A (ja) | 熱転写受容シートの印画方法 | |
| JP7302157B2 (ja) | 熱転写受像シート | |
| JP4993126B2 (ja) | 熱転写受像シート | |
| JP4073853B2 (ja) | 熱転写受像シートおよびその製造方法 | |
| JP2022114660A (ja) | 熱転写受像シート | |
| JP6790982B2 (ja) | 昇華転写用受像シート | |
| JP3293535B2 (ja) | 溶融型熱転写記録紙 | |
| JPH10329434A (ja) | 熱転写用印画紙 | |
| JP6728624B2 (ja) | 熱転写受像シートの製造方法 | |
| JP2005186427A (ja) | 熱転写受像シートおよびその製造方法 | |
| JP4660265B2 (ja) | 熱転写受像シート及びその製造方法 | |
| JP2019166687A (ja) | 熱転写受像シート | |
| JP2021104629A (ja) | 感熱記録媒体及び剥離基材付感熱記録媒体 | |
| JP2022155288A (ja) | 熱転写受像シート、印画物の製造方法及び印画物 | |
| JP2007296745A (ja) | 熱転写受容シートおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200221 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201013 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201026 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201208 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201221 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6814665 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |