JP6830274B2 - バスバー製造方法 - Google Patents
バスバー製造方法 Download PDFInfo
- Publication number
- JP6830274B2 JP6830274B2 JP2019169253A JP2019169253A JP6830274B2 JP 6830274 B2 JP6830274 B2 JP 6830274B2 JP 2019169253 A JP2019169253 A JP 2019169253A JP 2019169253 A JP2019169253 A JP 2019169253A JP 6830274 B2 JP6830274 B2 JP 6830274B2
- Authority
- JP
- Japan
- Prior art keywords
- electric conductor
- bus bar
- friction
- conductor
- present
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/0016—Apparatus or processes specially adapted for manufacturing conductors or cables for heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/002—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating specially adapted for particular articles or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/02—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors mainly consisting of metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R25/00—Coupling parts adapted for simultaneous co-operation with two or more identical counterparts, e.g. for distributing energy to two or more circuits
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Description
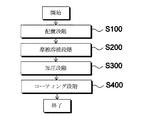
S200:摩擦溶接段階
S300:加圧段階
S310:予熱過程
S320:第1加圧過程
S330:テンパリング過程
S340:第2加圧過程
S400:コーティング段階
Claims (4)
- 第1電気伝導体の両端に第2電気伝導体をそれぞれ配置する配置段階;
前記第1電気伝導体と前記第2電気伝導体の間を摩擦溶接する摩擦溶接段階;および
前記摩擦溶接段階で摩擦溶接された第1電気伝導体と第2電気伝導体を加圧してバスバーを形成する加圧段階を含む構成において、
前記加圧段階は、
プレス装置をあらかじめ既設定された温度に予熱する予熱過程;および
予熱されたプレス装置に摩擦溶接された第1電気伝導体と第2電気伝導体を投入した後に加圧してバスバーを成形する第1加圧過程を含む
ことを特徴とする、バスバー製造方法。 - 前記加圧段階は、
加圧成形されたバスバーを既設定された温度でテンパリングするテンパリング過程;および
テンパリングされたバスバーをプレス装置に投入して2次的に加圧成形する第2加圧過程をさらに含むことを特徴とする、請求項1に記載のバスバー製造方法。 - 前記第1電気伝導体は、
棒状のアルミニウムであることを特徴とする、請求項1に記載のバスバー製造方法。 - 前記第2電気伝導体は、
棒状の銅であることを特徴とする、請求項1に記載のバスバー製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2018-0169231 | 2018-12-26 | ||
| KR1020180169231A KR102034011B1 (ko) | 2018-12-26 | 2018-12-26 | 부스바 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020104172A JP2020104172A (ja) | 2020-07-09 |
| JP6830274B2 true JP6830274B2 (ja) | 2021-02-17 |
Family
ID=68462795
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019169253A Active JP6830274B2 (ja) | 2018-12-26 | 2019-09-18 | バスバー製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6830274B2 (ja) |
| KR (1) | KR102034011B1 (ja) |
| CN (1) | CN111370181B (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102157495B1 (ko) * | 2020-02-03 | 2020-09-18 | 에이에프더블류 주식회사 | 파우치형 배터리 셀 및 그 제조방법 |
| KR102290087B1 (ko) | 2020-12-09 | 2021-08-17 | 재단법인 경북하이브리드부품연구원 | 구리-알루미늄 클래드 부스바 및 그 제조방법 |
| KR102310033B1 (ko) * | 2021-03-03 | 2021-10-08 | 에이에프더블류 주식회사 | 전기차용 배터리 모듈 제조방법 및 이에 의해 제조된 전기차용 배터리 모듈 |
| KR102422880B1 (ko) * | 2022-01-24 | 2022-07-21 | 에이에프더블류 주식회사 | 퓨징 부스바 제조방법 |
| KR102466627B1 (ko) | 2022-02-21 | 2022-11-15 | 에이에프더블류 주식회사 | 안전 부스바 제조방법 및 이에 의해 제조된 안전 부스바 |
| KR102602736B1 (ko) * | 2023-08-30 | 2023-11-15 | (주)디에스시 | 전기자동차용 열폭주 확산 방지 성능이 우수한 고전압 버스바 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR970004548B1 (ko) * | 1994-06-15 | 1997-03-29 | 변제현 | 알루미늄 동 부스바의 제조방법 |
| JP2001267120A (ja) * | 2000-03-22 | 2001-09-28 | Hitachi Ltd | 超電導コイルの接合方法及び超電導磁石 |
| KR100603021B1 (ko) | 2004-10-20 | 2006-07-24 | 한국과학기술연구원 | 은 코팅층이 첨가된 동-알루미늄 클래드 부스바 및 그제조방법 |
| KR101071574B1 (ko) * | 2009-04-28 | 2011-10-10 | 김정수 | 열간성형을 이용한 부스바 제조장치 |
| KR100977089B1 (ko) | 2009-09-08 | 2010-08-19 | 태인전력시스템(주) | 부스바 및 부스바 가공 방법 |
| CN102035080B (zh) * | 2009-09-30 | 2013-05-01 | 徐卓辉 | 采用侧面复合金属结构的导电连接片及其生产方法 |
| KR101097227B1 (ko) * | 2010-02-08 | 2011-12-21 | 에스비리모티브 주식회사 | 배터리모듈 및 그 제조방법 |
| KR20120138790A (ko) * | 2010-03-29 | 2012-12-26 | 가부시키가이샤 고베 세이코쇼 | 버스 바 및 버스 바의 제조 방법 |
| JP5483348B2 (ja) * | 2010-03-29 | 2014-05-07 | 株式会社神戸製鋼所 | バスバーの製造方法 |
| CN102357526B (zh) * | 2011-09-08 | 2013-09-18 | 东北大学 | 一种铜铝铜双面超薄复合带材的两步复合轧制方法 |
| KR101362328B1 (ko) * | 2012-01-03 | 2014-02-24 | 충남대학교산학협력단 | 합금화에 의해 강도와 계면신뢰성이 향상된 구리/알루미늄 클래드재 및 그 제조방법 |
| JP5530464B2 (ja) * | 2012-01-11 | 2014-06-25 | トヨタ自動車株式会社 | パワーコントロールユニット用バスバー |
| KR101384408B1 (ko) * | 2012-07-13 | 2014-04-14 | (주)태광테크 | 마찰교반용접 기술을 이용한 알루미늄 부재의 접합방법 |
| KR101429854B1 (ko) * | 2013-05-03 | 2014-08-13 | 주식회사 보성알앤디 | 벌크화 공정을 이용한 알루미늄 시트의 마찰교반 용접방법 |
| CN204189969U (zh) * | 2014-10-24 | 2015-03-04 | 江苏万奇电器集团有限公司 | 一种铜铝对接加叠接导电排 |
| JP2016092157A (ja) * | 2014-10-31 | 2016-05-23 | 株式会社神戸製鋼所 | アルミニウム−銅複合バスバー及びコンデンサ装置 |
| JP2016162643A (ja) * | 2015-03-03 | 2016-09-05 | 株式会社神戸製鋼所 | 導電部材 |
| KR101644859B1 (ko) * | 2015-08-18 | 2016-08-02 | 김관중 | 이질 금속 연결장치 및 이의 제조 방법 |
| JP6216764B2 (ja) * | 2015-12-24 | 2017-10-18 | 本田技研工業株式会社 | 異種金属接合方法及び異種金属接合部材 |
| KR101844270B1 (ko) * | 2016-05-18 | 2018-04-02 | 주식회사 리즈텍시스템 | 부스바 및 그 제조방법 |
| US10961599B2 (en) * | 2016-07-20 | 2021-03-30 | Hyundai Motor Company | Lightweight door beam, composition thereof and method of manufacturing the same |
| CN106298068A (zh) * | 2016-08-23 | 2017-01-04 | 汉舟四川铜铝复合科技有限公司 | 一种铜铝界面合金复合母线的热处理工艺 |
| KR20180092065A (ko) * | 2017-02-08 | 2018-08-17 | 에이치엘그린파워 주식회사 | 배터리 모듈 및 이의 조립 방법 |
| KR101927718B1 (ko) * | 2017-04-14 | 2018-12-11 | 주식회사 일렉스 | 부스바용 절연 커버 및 이 절연 커버를 구비한 부스바 |
-
2018
- 2018-12-26 KR KR1020180169231A patent/KR102034011B1/ko active Active
-
2019
- 2019-02-22 CN CN201910134052.0A patent/CN111370181B/zh active Active
- 2019-09-18 JP JP2019169253A patent/JP6830274B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR102034011B1 (ko) | 2019-10-18 |
| CN111370181B (zh) | 2021-12-17 |
| CN111370181A (zh) | 2020-07-03 |
| JP2020104172A (ja) | 2020-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6830274B2 (ja) | バスバー製造方法 | |
| US10348009B2 (en) | Flexible circuits for electrical harnesses | |
| KR101844270B1 (ko) | 부스바 및 그 제조방법 | |
| JP5055361B2 (ja) | 二つの電気伝導性部材を互いに連結する方法 | |
| US6877210B2 (en) | Electrofriction method of manufacturing squirrel cage rotors | |
| JP2013514188A (ja) | 伝導性複合コンポーネント及びその製造方法 | |
| US8523045B2 (en) | Method of joining copper conductors | |
| JP4117340B2 (ja) | 銅クラッドアルミ母線の製造方法 | |
| CN111730192B (zh) | 利用线性摩擦焊接的汇流条制造方法 | |
| KR101041182B1 (ko) | 알루미늄 동 부스바 제조방법 및 이 방법에 의해 제조된 알루미늄 동 부스바 | |
| CN207954926U (zh) | 极片模切设备 | |
| KR102034012B1 (ko) | 마찰 교반 용접을 이용한 부스바 제조방법 | |
| WO2023006078A1 (zh) | 制造线束的方法及线束 | |
| CN104466567A (zh) | 用于电流传感器的复合金属母线 | |
| KR100603021B1 (ko) | 은 코팅층이 첨가된 동-알루미늄 클래드 부스바 및 그제조방법 | |
| KR20160124355A (ko) | 클래드 소재 제조장치 및 클래드 소재 제조방법 | |
| JP7104537B2 (ja) | 電磁波シールドテープ、その製造方法、及び電磁波シールドケーブル | |
| CN103943165A (zh) | 一种金属复合导线及制备方法 | |
| CN111843379B (zh) | 汇流条制造方法 | |
| KR101071574B1 (ko) | 열간성형을 이용한 부스바 제조장치 | |
| JP7322453B2 (ja) | 端子用複合材およびその製造方法 | |
| WO2017105276A1 (ru) | Способ ультразвуковой сварки одножильных и многожильных проводов из цветных металлов | |
| JPS647447B2 (ja) | ||
| JP4807053B2 (ja) | フラットケーブルの製造方法 | |
| EP3196010B1 (en) | Laminate and method for producing laminate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190918 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200908 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201208 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6830274 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |