JP6838548B2 - コイル部品およびその製造方法 - Google Patents
コイル部品およびその製造方法 Download PDFInfo
- Publication number
- JP6838548B2 JP6838548B2 JP2017235386A JP2017235386A JP6838548B2 JP 6838548 B2 JP6838548 B2 JP 6838548B2 JP 2017235386 A JP2017235386 A JP 2017235386A JP 2017235386 A JP2017235386 A JP 2017235386A JP 6838548 B2 JP6838548 B2 JP 6838548B2
- Authority
- JP
- Japan
- Prior art keywords
- wiring
- pipe
- coil
- main body
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 229920005989 resin Polymers 0.000 claims description 45
- 239000011347 resin Substances 0.000 claims description 45
- 239000000758 substrate Substances 0.000 claims description 13
- 238000007747 plating Methods 0.000 claims description 8
- 238000000034 method Methods 0.000 claims description 6
- 239000004020 conductor Substances 0.000 description 12
- 239000000919 ceramic Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 230000001681 protective effect Effects 0.000 description 4
- 238000009751 slip forming Methods 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000006247 magnetic powder Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052863 mullite Inorganic materials 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images








Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2804—Printed windings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/0006—Printed inductances
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/0006—Printed inductances
- H01F17/0013—Printed inductances with stacked layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/04—Fixed inductances of the signal type with magnetic core
- H01F17/06—Fixed inductances of the signal type with magnetic core with core substantially closed in itself, e.g. toroid
- H01F17/062—Toroidal core with turns of coil around it
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2895—Windings disposed upon ring cores
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/29—Terminals; Tapping arrangements for signal inductances
- H01F27/292—Surface mounted devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/041—Printed circuit coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/10—Connecting leads to windings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/0006—Printed inductances
- H01F17/0013—Printed inductances with stacked layers
- H01F2017/002—Details of via holes for interconnecting the layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2804—Printed windings
- H01F2027/2814—Printed windings with only part of the coil or of the winding in the printed circuit board, e.g. the remaining coil or winding sections can be made of wires or sheets
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Coils Or Transformers For Communication (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Description
樹脂を含み、孔部を有する本体部と、
前記本体部に設けられたコイルと、
前記孔部の内部に配置された筒状のパイプと
を備え、
前記コイルは、前記パイプの内部に埋め込まれる内部配線と、前記本体部から露出する外部配線とを含み、前記内部配線と前記外部配線は、一体に連続している。
基板上のコイルに対応する位置に筒状のパイプを立てる工程と、
前記基板上の前記パイプを前記パイプの内面を露出させた状態で樹脂でモールドして、前記パイプが内部に配置された孔部を有する本体部を形成する工程と、
前記パイプの内面と前記樹脂の外面にめっきによりコイルの配線を形成する工程と
を備える。
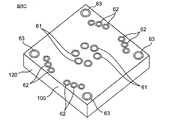
図5Aに示すように、樹脂を含む基板100上のコイル41,42に対応する位置にパイプ61,62を立てる。つまり、第1コイル41の第1配線411と第2コイル42の第1配線421に対応する位置に、第1パイプ61を立て、第1コイル41の第2配線412と第2コイル42の第2配線422に対応する位置に、第2パイプ62を立てる。また、基板100の四隅に、第1から第4接続配線151〜154に対応する位置に第3パイプ63を立てる。
2 本体部
21 天面
22 底面
23 側面
25 凹部
201〜203 第1〜第3孔部
3 コア
41 第1コイル
411,412 第1、第2配線(内部配線)
413,414 第3、第4配線(外部配線)
42 第2コイル
421,422 第1、第2配線(内部配線)
423,424 第3、第4配線(外部配線)
51〜54 第1〜第4外部電極
61〜63 第1〜第3パイプ
8 樹脂
100 基板
120 樹脂
151〜154 第1〜第4接続配線
Claims (4)
- 樹脂を含み、孔部を有する直方体形状の本体部と、
前記本体部に設けられたコイルと、
前記孔部の内部に配置された筒状の第1パイプ、第2パイプおよび第3パイプと、
前記本体部内に設けられ、前記コイルが巻回された円環状のコアと、
前記コイルに電気的に接続された外部電極と
を備え、
前記コイルは、前記第1パイプおよび前記第2パイプの内部に埋め込まれる内部配線と、前記本体部から露出する外部配線と、前記第3パイプの内部に設けられ前記外部電極に接続する接続配線とを含み、前記内部配線と前記外部配線は、一体に連続し、
前記第1パイプは、前記コアの径方向内側に配置され、
前記第2パイプは、前記コアの径方向外側に配置され、
前記第3パイプは、前記本体部の四隅に配置され、
前記内部配線は、筒状であり、前記内部配線の内部に、樹脂が埋め込まれ、
前記第1パイプおよび前記第2パイプは、樹脂を含む、コイル部品。 - 前記外部配線は、前記本体部の天面から露出する天面側の外部配線と、前記本体部の底面から露出する底面側の外部配線とを含み、前記天面側の外部配線と前記内部配線は、一体に連続し、前記底面側の外部配線と前記内部配線は、一体に連続している、請求項1に記載のコイル部品。
- 前記樹脂は、導電性樹脂である、請求項1または2に記載のコイル部品。
- 基板上のコイルに対応する位置に筒状の第1パイプおよび第2パイプを立て、前記基板上の四隅に筒状の第3パイプを立てる工程と、
前記基板上の前記第1、前記第2および前記第3パイプを前記第1、前記第2および前記第3パイプの内面を露出させた状態で樹脂でモールドして、前記第1、前記第2および前記第3パイプが内部に配置された孔部を有する本体部を形成する工程と、
前記第1、前記第2および前記第3パイプの内面と前記樹脂の外面にめっきによりコイルの配線を形成する工程と
を備え、
前記コイルの配線は、前記第1パイプおよび前記第2パイプの内部に埋め込まれる内部配線と、前記本体部から露出する外部配線と、前記第3パイプの内部に設けられ前記外部電極に接続する接続配線とを含み、前記内部配線と前記外部配線は、一体に連続し、
前記内部配線は、筒状であり、前記内部配線の内部に、樹脂が埋め込まれ、
前記第1パイプおよび前記第2パイプは、樹脂を含む、コイル部品の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017235386A JP6838548B2 (ja) | 2017-12-07 | 2017-12-07 | コイル部品およびその製造方法 |
| US16/201,847 US11562846B2 (en) | 2017-12-07 | 2018-11-27 | Coil component and method for manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017235386A JP6838548B2 (ja) | 2017-12-07 | 2017-12-07 | コイル部品およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019102755A JP2019102755A (ja) | 2019-06-24 |
| JP6838548B2 true JP6838548B2 (ja) | 2021-03-03 |
Family
ID=66696385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017235386A Active JP6838548B2 (ja) | 2017-12-07 | 2017-12-07 | コイル部品およびその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US11562846B2 (ja) |
| JP (1) | JP6838548B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2640442A (en) * | 2024-04-19 | 2025-10-22 | Rolls Royce Deutschland Ltd & Co Kg | Electrical choke |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0248155B2 (ja) * | 1984-06-29 | 1990-10-24 | Hitachi Condenser | Insatsuhaisenbannoseizohoho |
| ATE101301T1 (de) * | 1990-09-04 | 1994-02-15 | Gw Elektronik Gmbh | Verfahren zum herstellen einer hfmagnetspulenanordnung in chip-bauweise. |
| JPH07122451A (ja) | 1993-10-20 | 1995-05-12 | Toho Aen Kk | 面実装型コイル部品の製造方法 |
| JP2001127435A (ja) * | 1999-10-26 | 2001-05-11 | Ibiden Co Ltd | 多層プリント配線板及び多層プリント配線板の製造方法 |
| DE10024824A1 (de) * | 2000-05-19 | 2001-11-29 | Vacuumschmelze Gmbh | Induktives Bauelement und Verfahren zu seiner Herstellung |
| US6918173B2 (en) * | 2000-07-31 | 2005-07-19 | Ceratech Corporation | Method for fabricating surface mountable chip inductor |
| JP2003332132A (ja) * | 2002-05-16 | 2003-11-21 | Fdk Corp | 積層チップ部品及びその製造方法 |
| US7158005B2 (en) * | 2005-02-10 | 2007-01-02 | Harris Corporation | Embedded toroidal inductor |
| US7304558B1 (en) * | 2007-01-18 | 2007-12-04 | Harris Corporation | Toroidal inductor design for improved Q |
| US7375611B1 (en) * | 2007-04-19 | 2008-05-20 | Harris Corporation | Embedded step-up toroidal transformer |
| US8358193B2 (en) | 2010-05-26 | 2013-01-22 | Tyco Electronics Corporation | Planar inductor devices |
| JP2013069844A (ja) * | 2011-09-22 | 2013-04-18 | Mitsubishi Electric Corp | プリント配線板及びプリント配線板の製造方法 |
| JP2014038884A (ja) | 2012-08-10 | 2014-02-27 | Murata Mfg Co Ltd | 電子部品および電子部品の製造方法 |
| DE102012216101B4 (de) * | 2012-09-12 | 2016-03-24 | Festo Ag & Co. Kg | Verfahren zum Herstellen einer in einem Substrat integrierten Spule, Verfahren zur Herstellung einer mehrschichtigen Leiterplatte und elektronisches Gerät |
| JP5741615B2 (ja) * | 2013-03-14 | 2015-07-01 | Tdk株式会社 | 電子部品及びその製造方法 |
| JP5737313B2 (ja) * | 2013-03-28 | 2015-06-17 | Tdk株式会社 | 電子部品及びその製造方法 |
| GB2538459B (en) * | 2014-03-04 | 2020-09-23 | Murata Manufacturing Co | Coil component, coil module, and method for manufacturing coil component |
| JP6409292B2 (ja) | 2014-03-12 | 2018-10-24 | 株式会社村田製作所 | コイル装置 |
| JP6381432B2 (ja) * | 2014-05-22 | 2018-08-29 | 新光電気工業株式会社 | インダクタ、コイル基板及びコイル基板の製造方法 |
| KR102116807B1 (ko) * | 2014-05-27 | 2020-06-01 | 후지 덴키 가부시키가이샤 | 권선 부품의 부착 구조 및 이 부착 구조를 구비한 전력 변환 장치 |
| CN106463237B (zh) * | 2014-06-11 | 2018-08-31 | 株式会社村田制作所 | 线圈部件 |
| JP6406354B2 (ja) * | 2014-10-09 | 2018-10-17 | 株式会社村田製作所 | インダクタ部品 |
| KR102052766B1 (ko) * | 2014-12-08 | 2019-12-09 | 삼성전기주식회사 | 칩 전자부품 |
| JP6447090B2 (ja) | 2014-12-18 | 2019-01-09 | 株式会社村田製作所 | コイル部品 |
| US20160181007A1 (en) * | 2014-12-19 | 2016-06-23 | Murata Manufacturing Co., Ltd. | Coil component and method of making the same |
| CN112908613B (zh) | 2016-04-01 | 2022-12-27 | 株式会社村田制作所 | 共模扼流圈 |
| KR101883046B1 (ko) * | 2016-04-15 | 2018-08-24 | 삼성전기주식회사 | 코일 전자 부품 |
| US9799722B1 (en) * | 2016-10-05 | 2017-10-24 | Cyntec Co., Ltd. | Inductive component and package structure thereof |
| WO2018123410A1 (ja) * | 2016-12-28 | 2018-07-05 | 株式会社村田製作所 | インダクタおよびdc-dcコンバータ |
| JP6631584B2 (ja) * | 2017-04-20 | 2020-01-15 | 株式会社村田製作所 | インダクタ及びインダクタの製造方法 |
| US11450472B2 (en) * | 2018-04-29 | 2022-09-20 | Shennan Circuits Co., Ltd. | Electromagnetic device and method for manufacturing the same |
| US11488763B2 (en) * | 2018-04-29 | 2022-11-01 | Shennan Circuits Co., Ltd. | Integrated transformer and electronic device |
-
2017
- 2017-12-07 JP JP2017235386A patent/JP6838548B2/ja active Active
-
2018
- 2018-11-27 US US16/201,847 patent/US11562846B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20190180917A1 (en) | 2019-06-13 |
| JP2019102755A (ja) | 2019-06-24 |
| US11562846B2 (en) | 2023-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11557427B2 (en) | Coil component | |
| US11289262B2 (en) | Electronic component | |
| US10847312B2 (en) | Coil component | |
| JP6716865B2 (ja) | コイル部品 | |
| KR101831379B1 (ko) | 평평한 도전성 트랙, 자기 코어 및 자기 전자 각도 센서를 갖는 전자기 코일 구조 | |
| JP6716866B2 (ja) | コイル部品 | |
| JP6962129B2 (ja) | 積層コイル部品及びその製造方法 | |
| JP7450331B2 (ja) | コイル装置およびパルストランス | |
| JP6365692B2 (ja) | コイル部品 | |
| JP2008198740A (ja) | 巻線型コイル | |
| JP2017143118A (ja) | コイル部品 | |
| CN107112111B (zh) | 线圈部件 | |
| JP6838547B2 (ja) | コイル部品およびその製造方法 | |
| JP2004103624A (ja) | トランス及びその製造方法 | |
| JP6838548B2 (ja) | コイル部品およびその製造方法 | |
| JP2021141159A (ja) | コイル装置 | |
| JP2021048319A (ja) | インダクタ部品およびインダクタ部品の製造方法 | |
| JP2017017141A (ja) | コイル部品 | |
| WO2023149352A1 (ja) | コイル、インダクタ部品およびインダクタアレイ | |
| WO2017006585A1 (ja) | 巻線型インダクタ | |
| WO2023042512A1 (ja) | 電子部品 | |
| JP7302562B2 (ja) | 巻線型インダクタ部品 | |
| JP2019102787A (ja) | コイル部品及び電子機器 | |
| JP6912980B2 (ja) | インダクタ | |
| JP2022149637A (ja) | コイル部品及びコイル部品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190610 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200407 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200811 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200924 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210125 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6838548 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |