JP6845859B2 - プレス硬化部品を製造するための部分放射加熱方法およびこのような製造のための装置 - Google Patents
プレス硬化部品を製造するための部分放射加熱方法およびこのような製造のための装置 Download PDFInfo
- Publication number
- JP6845859B2 JP6845859B2 JP2018538938A JP2018538938A JP6845859B2 JP 6845859 B2 JP6845859 B2 JP 6845859B2 JP 2018538938 A JP2018538938 A JP 2018538938A JP 2018538938 A JP2018538938 A JP 2018538938A JP 6845859 B2 JP6845859 B2 JP 6845859B2
- Authority
- JP
- Japan
- Prior art keywords
- blank
- zone
- mask
- radiation
- heating station
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/13—Modifying the physical properties of iron or steel by deformation by hot working
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0294—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a localised treatment
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D11/00—Arrangement of elements for electric heating in or on furnaces
- F27D11/12—Arrangement of elements for electric heating in or on furnaces with electromagnetic fields acting directly on the material being heated
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2221/00—Treating localised areas of an article
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Electromagnetism (AREA)
- General Engineering & Computer Science (AREA)
- Heat Treatment Of Articles (AREA)
Description
Claims (17)
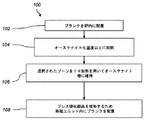
- ブランクが処理される前に前記ブランク(2)を部分的に加熱することによって異なる構造のゾーン(2a、2b)を有する熱処理材料のプレス硬化部品を製造する方法(100)であって、
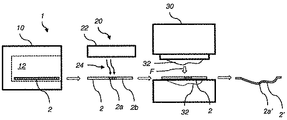
前記ブランクをオーステナイト相にするために、前記ブランクを前記ブランクの前記材料のオーステナイト化温度以上の温度に加熱(104)するために前記ブランクを炉(10)内に配置するステップ(102)と、
前記加熱されたブランクを、前記ブランクの上面に向けてIR放射(24)を供給するように構成されたIR源(22)を備える赤外線(IR)加熱ステーション(20)内に配置するステップであって、前記ブランクはIR放射から前記ブランクの底面の遮蔽を提供する支持体の上に設けられるステップと、
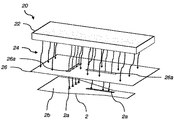
前記ブランクの少なくとも1つの第1ゾーン(2a)の外側にIR放射(24)が到達するのを阻止するために、前記IR源(22)と前記ブランク(2)との間にマスク(26)を配置するステップ(105)と、
前記ブランクの前記少なくとも1つの第1ゾーン(2a)をIR放射(24)によって部分的に加熱し(106)、これにより前記ブランクの前記少なくとも1つの第1ゾーンをオーステナイト相に保ち、前記少なくとも1つの第1ゾーンの外側にある、前記ブランクの第2ゾーンを、前記オーステナイト化温度未満に冷却するステップと、
前記ブランクをプレス硬化部品(2’)に成形および焼入れするために処理ユニット(30)に前記ブランクを配置するステップ(108)と、
を特徴とする方法。 - 前記マスク(26)は、前記放射加熱ステーション(20)内の前記ブランク(2)と平行に配置される、請求項1に記載の方法。
- 前記マスク(26)には、放射(24)が通過して前記ブランク(2)に到達するための1つ以上の開口部または凹部(26a)が設けられている、請求項1または2に記載の方法。
- 前記マスク(26)は、前記ブランク(2)と直接接触して配置される、請求項1から3のいずれかに記載の方法。
- 前記ブランク(2)の平坦な上面は、前記マスク(26)の平坦な底面に接して配置される、請求項4に記載の方法。
- 前記赤外線放射が、0.7から3μmのスペクトル範囲にある、請求項1から5のいずれかに記載の方法。
- 前記赤外線放射は、0.8から1.5μmの波長を有する近赤外線(NIR)スペクトル内である、請求項6に記載の方法。
- 前記ブランク(2)は8から100秒の間、前記IR加熱ステーションに保持され、前記ブランクの前記第2ゾーンを冷却速度に応じて550から750℃の間で冷却する、請求項1から7のいずれかに記載の方法。
- 前記マスク(26)は、アルミニウムまたはステンレス鋼で作られている、請求項1から8のいずれかに記載の方法。
- 前記マスク(26)は、クロム層が設けられている、請求項1から9のいずれかに記載の方法。
- 異なる構造のゾーン(2a’、2b’)を有する熱処理材料のプレス硬化部品(2’)を製造するための装置(1)であって、
ブランク(2)を受け取るように構成され、前記ブランクをオーステナイト相にするために前記ブランクの前記材料のオーステナイト化温度以上の温度に前記ブランクを加熱する、炉(10)と、
前記加熱されたブランクを受け入れるように構成され、前記ブランクの上面に向けてIR放射(24)を供給するように構成されたIR源(22)を備える赤外線(IR)加熱ステーション(20)であって、当該赤外線(IR)加熱ステーションの中に受け入れたブランクはIR放射から前記ブランクの底面の遮蔽を提供する支持体の上に設けられており、前記IR加熱ステーション(20)はIR源(22)と前記ブランク(2)との間に配置されたマスク(26)を備え、前記マスクはIR放射(24)が前記ブランクの少なくとも1つの第1ゾーン(2a)の外側に到達するのを阻止するように構成されており、前記IR加熱ステーションはIR放射(24)によって前記ブランクの前記少なくとも1つの第1ゾーン(2a)を部分的に加熱し、これによって前記ブランクの前記第1ゾーンをオーステナイト相に維持し、前記少なくとも1つの第1ゾーンの外側である、前記ブランクの第2ゾーンを前記オーステナイト化温度未満に冷却させる、赤外線(IR)加熱ステーション(20)と、
前記部分的に加熱されたブランク(2)を受け取り、前記ブランクをプレス硬化部品(2’)に成形および焼入れするように構成された、処理ユニット(30)と
を備える装置。 - 前記マスク(26)は、前記IR加熱ステーション(20)に受け取られる前記ブランクと平行に配置される、請求項11に記載の装置。
- 前記マスク(26)には、放射が通過して前記ブランク(2)に到達するための1つ以上の開口部または凹部(26a)が設けられている、請求項11から12のいずれかに記載の装置。
- 前記マスク(26)は、前記ブランク(2)と直接接触して配置される、請求項11から13のいずれかに記載の装置。
- 前記マスク(26)の平坦な底面は、前記IR加熱ステーションに受け取られる前記ブランクの平坦な上面と直接接触するように構成されている、請求項14に記載の装置。
- 前記マスク(26)は、ステンレス鋼またはアルミニウムで作られている、請求項11から15のいずれかに記載の装置。
- 前記マスク(26)は、クロム層が設けられている、請求項11から16のいずれかに記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15189940.8 | 2015-10-15 | ||
| EP15189940.8A EP3156506B1 (en) | 2015-10-15 | 2015-10-15 | Partial radiation heating method for producing press hardened parts and arrangement for such production |
| PCT/EP2016/074770 WO2017064281A1 (en) | 2015-10-15 | 2016-10-14 | Partial radiation heating method for producing press hardened parts and arrangement for such production |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018534436A JP2018534436A (ja) | 2018-11-22 |
| JP6845859B2 true JP6845859B2 (ja) | 2021-03-24 |
Family
ID=54329443
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018538938A Active JP6845859B2 (ja) | 2015-10-15 | 2016-10-14 | プレス硬化部品を製造するための部分放射加熱方法およびこのような製造のための装置 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US10954579B2 (ja) |
| EP (1) | EP3156506B1 (ja) |
| JP (1) | JP6845859B2 (ja) |
| KR (1) | KR102575588B1 (ja) |
| CN (1) | CN108138249B (ja) |
| CA (1) | CA3001398C (ja) |
| ES (1) | ES2714134T3 (ja) |
| HU (1) | HUE042089T2 (ja) |
| MX (1) | MX2018004660A (ja) |
| PL (1) | PL3156506T3 (ja) |
| PT (1) | PT3156506T (ja) |
| RU (1) | RU2697535C1 (ja) |
| WO (1) | WO2017064281A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015215179A1 (de) * | 2015-08-07 | 2017-02-09 | Schwartz Gmbh | Verfahren zur Wärmebehandlung und Wärmebehandlungsvorrichtung |
| RU2019104106A (ru) * | 2016-08-09 | 2020-09-15 | Аутотек Инжиниринг, C.Л. | Центрирование и выборочное нагревание заготовок |
| DE102018103141A1 (de) * | 2018-02-13 | 2019-08-14 | GEDIA Gebrüder Dingerkus GmbH | Vorrichtung zur Herstellung eines Metallbauteiles |
| US11198167B2 (en) * | 2018-06-26 | 2021-12-14 | Ford Motor Company | Methods for die trimming hot stamped parts and parts formed therefrom |
| ES3029756T3 (en) * | 2018-10-10 | 2025-06-25 | Unipres Corp | Method for manufacturing a press-molded article, a retainer, and a manufacturing system for a press-molded article |
| DE102018130860A1 (de) * | 2018-12-04 | 2020-06-04 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Warmumformung eines, insbesondere plattenförmigen, Halbzeugs |
| CN113597475B (zh) * | 2019-03-26 | 2022-12-02 | 日本制铁株式会社 | 钢板和构件 |
| WO2021018326A1 (de) * | 2019-07-26 | 2021-02-04 | Lisa Dräxlmaier GmbH | KONTAKT-SCHWEIßWERKZEUG UND VERFAHREN ZUM BETREIBEN DESSELBEN |
| PT3778054T (pt) * | 2019-08-14 | 2022-02-21 | Automation Press And Tooling Ap & T Ab | Estação intermediária de aquecimento |
| JP7390153B2 (ja) * | 2019-10-08 | 2023-12-01 | 大同プラント工業株式会社 | クエンチ処理設備及びクエンチ処理方法 |
| EP3868902B1 (en) * | 2020-02-21 | 2022-09-21 | C.R.F. Società Consortile per Azioni | Method for moulding a sheet into a component of complex shape having areas with different mechanical properties, particularly a motor-vehicle component, and kiln for heating a sheet prior to a forming step. |
| EP3868901B1 (en) * | 2020-02-21 | 2022-09-21 | C.R.F. Società Consortile per Azioni | Method for moulding a sheet into a component of complex shape having areas with different mechanical properties, particularly a motor-vehicle component, and kiln for heating a sheet prior to a forming step. |
| US20230286454A1 (en) * | 2020-06-10 | 2023-09-14 | Autotech Engineering S.L. | Vehicle bumper |
| KR102240850B1 (ko) | 2020-07-10 | 2021-04-16 | 주식회사 포스코 | 생산성, 용접성 및 성형성이 우수한 열간 프레스 성형 부재의 제조 방법 |
| JP7052116B1 (ja) * | 2021-03-30 | 2022-04-11 | 株式会社ジーテクト | 成型方法 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4585901A (en) * | 1984-02-13 | 1986-04-29 | Pennwalt Corporation | EMI/RFI vapor deposited composite shielding panel |
| JPH11182204A (ja) * | 1997-12-15 | 1999-07-06 | Toshiba Corp | タービン動翼 |
| JPH11302723A (ja) * | 1998-04-23 | 1999-11-02 | Nippon Steel Corp | スキッド支持ビーム及びその製造方法 |
| DE10208216C1 (de) * | 2002-02-26 | 2003-03-27 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines metallischen Bauteils |
| DE10336960A1 (de) | 2003-08-07 | 2005-03-10 | Heraeus Noblelight Gmbh | Vorrichtung zur Bestrahlung von mindestens einem Objekt mit Infrarotstrahlung sowie deren Verwendung |
| DE102006022722B4 (de) * | 2006-05-12 | 2010-06-17 | Hueck Engraving Gmbh & Co. Kg | Verfahren und Vorrichtung zur Oberflächenstrukturierung eines Pressbleches oder eines Endlosbandes |
| DE102008030279A1 (de) * | 2008-06-30 | 2010-01-07 | Benteler Automobiltechnik Gmbh | Partielles Warmformen und Härten mittels Infrarotlampenerwärmung |
| JP4575976B2 (ja) * | 2008-08-08 | 2010-11-04 | アイシン高丘株式会社 | 局所的加熱装置及び方法 |
| CH700763A2 (de) | 2009-04-01 | 2010-10-15 | Alcan Tech & Man Ltd | Reflektor. |
| WO2011016518A1 (ja) | 2009-08-06 | 2011-02-10 | 新日本製鐵株式会社 | 輻射伝熱加熱用金属板及びその製造方法、並びに異強度部分を持つ金属加工品及びその製造方法 |
| JP2011101889A (ja) * | 2009-11-10 | 2011-05-26 | Sumitomo Metal Ind Ltd | 熱間プレス成形部品およびその製造方法 |
| DE102010012579B3 (de) * | 2010-03-23 | 2011-07-07 | Benteler Automobiltechnik GmbH, 33102 | Verfahren und Vorrichtung zur Herstellung von gehärteten Formbauteilen |
| DE102010048209C5 (de) * | 2010-10-15 | 2016-05-25 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines warmumgeformten pressgehärteten Metallbauteils |
| KR101359055B1 (ko) * | 2011-03-31 | 2014-02-07 | 주식회사 포스코 | 열간 성형용 블랭크 열처리 장치 및 이를 이용한 열간 성형품 제조방법 |
| EP2708613A4 (en) * | 2011-05-13 | 2015-05-13 | Nippon Steel & Sumitomo Metal Corp | HOT-MOLDED MOLDED BODY, METHOD FOR PRODUCING THE HOT-MOLDED MOLDED BODY, ENERGY-ABSORBING ELEMENT AND METHOD FOR PRODUCING THE ENERGY-ABSORBING ELEMENT |
| EP2548975A1 (de) * | 2011-07-20 | 2013-01-23 | LOI Thermprocess GmbH | Verfahren und Vorrichtung zur Herstellung eines gehärteten metallischen Bauteils mit mindestens zwei Bereichen unterschiedlicher Duktilität |
| JP5746960B2 (ja) | 2011-12-15 | 2015-07-08 | 豊田鉄工株式会社 | 赤外線加熱装置 |
| DE102012016075B4 (de) | 2012-06-22 | 2014-02-27 | Steinhoff & Braun's Gmbh | Verfahren und Vorrichtung zur Herstellung eines Metallbauteils |
| JP5740419B2 (ja) * | 2013-02-01 | 2015-06-24 | アイシン高丘株式会社 | 鋼板の赤外線加熱方法、加熱成形方法、赤外炉および車両用部品 |
| JP5937524B2 (ja) * | 2013-02-01 | 2016-06-22 | アイシン高丘株式会社 | 赤外炉、赤外線加熱方法およびそれを用いて製造された鋼板 |
| CN103161825A (zh) * | 2013-02-22 | 2013-06-19 | 区文波 | 一种空冷局部硬化微型导轨及其制造方法 |
| DE102013104229B3 (de) * | 2013-04-25 | 2014-10-16 | N. Bättenhausen Industrielle Wärme- und Elektrotechnik GmbH | Vorrichtung zum Presshärten von Bauteilen |
| PL2905346T3 (pl) * | 2014-01-23 | 2021-03-08 | Schwartz Gmbh | Sposób obróbki cieplnej |
-
2015
- 2015-10-15 PL PL15189940T patent/PL3156506T3/pl unknown
- 2015-10-15 EP EP15189940.8A patent/EP3156506B1/en not_active Revoked
- 2015-10-15 ES ES15189940T patent/ES2714134T3/es active Active
- 2015-10-15 HU HUE15189940A patent/HUE042089T2/hu unknown
- 2015-10-15 PT PT15189940T patent/PT3156506T/pt unknown
-
2016
- 2016-10-14 RU RU2018116456A patent/RU2697535C1/ru active
- 2016-10-14 JP JP2018538938A patent/JP6845859B2/ja active Active
- 2016-10-14 CN CN201680059992.2A patent/CN108138249B/zh active Active
- 2016-10-14 US US15/769,302 patent/US10954579B2/en active Active
- 2016-10-14 KR KR1020187013808A patent/KR102575588B1/ko active Active
- 2016-10-14 CA CA3001398A patent/CA3001398C/en active Active
- 2016-10-14 WO PCT/EP2016/074770 patent/WO2017064281A1/en not_active Ceased
- 2016-10-14 MX MX2018004660A patent/MX2018004660A/es unknown
Also Published As
| Publication number | Publication date |
|---|---|
| HUE042089T2 (hu) | 2019-06-28 |
| US10954579B2 (en) | 2021-03-23 |
| KR20180111765A (ko) | 2018-10-11 |
| US20180265944A1 (en) | 2018-09-20 |
| CN108138249A (zh) | 2018-06-08 |
| ES2714134T3 (es) | 2019-05-27 |
| CN108138249B (zh) | 2021-02-02 |
| RU2697535C1 (ru) | 2019-08-15 |
| EP3156506A1 (en) | 2017-04-19 |
| CA3001398C (en) | 2023-01-03 |
| JP2018534436A (ja) | 2018-11-22 |
| EP3156506B1 (en) | 2018-12-19 |
| PT3156506T (pt) | 2019-03-19 |
| CA3001398A1 (en) | 2017-04-20 |
| PL3156506T3 (pl) | 2019-06-28 |
| MX2018004660A (es) | 2018-08-24 |
| WO2017064281A1 (en) | 2017-04-20 |
| KR102575588B1 (ko) | 2023-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6845859B2 (ja) | プレス硬化部品を製造するための部分放射加熱方法およびこのような製造のための装置 | |
| JP4575976B2 (ja) | 局所的加熱装置及び方法 | |
| US8597441B2 (en) | Method for producing partially hardened steel components | |
| ES2457792T3 (es) | Método parcial de moldeo en caliente y endurecimiento mediante calentamiento con lámpara infrarroja | |
| US20110303330A1 (en) | Steel sheet heating device, method for producing press-formed part, and press-formed part | |
| EP2853609B1 (en) | Method of manufacture of a structural component of a vehicle | |
| JP5937524B2 (ja) | 赤外炉、赤外線加熱方法およびそれを用いて製造された鋼板 | |
| KR20200080721A (ko) | 핫 스탬핑 부품 제조장치 및 이를 이용한 핫 스탬핑 부품 제조방법 | |
| CN109312416A (zh) | 用于金属部件的热处理的方法和装置 | |
| JP2018532882A (ja) | 異なる強度の領域を有する金属部品を製造するための出発材料の製造方法 | |
| US10301694B2 (en) | Heat treatment method for steel material | |
| KR102697069B1 (ko) | 중간 가열 스테이션 | |
| KR101126911B1 (ko) | 반도체 레이저를 이용한 프레스용 대형주물금형의 국부 열처리장치 및 그 열처리방법 | |
| KR20110040021A (ko) | 다이오드 레이저를 이용한 자동차용 차체부품의 국부 열처리장치 및 그 열처리방법 | |
| KR20200092497A (ko) | 펀치금형 고강도소재 적층장치 | |
| CN120303416A (zh) | 金属部件的热处理 | |
| KR20160076365A (ko) | 강도구배부를 갖는 hpf 성형품 및 그 제조방법 | |
| CN114854947B (zh) | 一种轴承感应淬火扫描无软带起始区域热处理工艺 | |
| KR20170116316A (ko) | 초고강도 강판용 가열장치 및 이를 이용한 초고강도 강판의 성형방법 | |
| DE102009055317A1 (de) | Verfahren zum Behandeln beschichteter Bleche | |
| JP2025536087A (ja) | 金属部品を熱処理する方法及び金属部品を熱処理する装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180615 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190930 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200901 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6845859 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |