JP6847005B2 - 射出成形金型 - Google Patents
射出成形金型 Download PDFInfo
- Publication number
- JP6847005B2 JP6847005B2 JP2017173068A JP2017173068A JP6847005B2 JP 6847005 B2 JP6847005 B2 JP 6847005B2 JP 2017173068 A JP2017173068 A JP 2017173068A JP 2017173068 A JP2017173068 A JP 2017173068A JP 6847005 B2 JP6847005 B2 JP 6847005B2
- Authority
- JP
- Japan
- Prior art keywords
- runner
- plate
- intermediate plate
- molded
- sprue
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001746 injection moulding Methods 0.000 title claims description 65
- 239000011347 resin Substances 0.000 claims description 102
- 229920005989 resin Polymers 0.000 claims description 102
- 238000000465 moulding Methods 0.000 claims description 71
- 230000007246 mechanism Effects 0.000 claims description 70
- 230000000903 blocking effect Effects 0.000 claims description 6
- 238000002347 injection Methods 0.000 claims description 3
- 239000007924 injection Substances 0.000 claims description 3
- 230000002093 peripheral effect Effects 0.000 claims description 3
- 238000003860 storage Methods 0.000 description 24
- 238000003780 insertion Methods 0.000 description 15
- 230000037431 insertion Effects 0.000 description 15
- 238000000926 separation method Methods 0.000 description 11
- 238000004891 communication Methods 0.000 description 9
- 238000000034 method Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000013459 approach Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 230000008602 contraction Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
Images







Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Description
このような構成のもと、スプルーに溶融樹脂を注入すると、ランナーを介して各成形部に一度に溶融樹脂が流れ込む。これにより、一度に多数の樹脂成形品を成形することができる。
また、第1成形部に溶融樹脂を流し込んだ後、この第1成形部の溶融樹脂を冷却している間に第2成形部に溶融樹脂を流し込むことができる。このため、第1成形部と第2成形部とを別々の射出成形金型を用いて樹脂成形する場合と比較して、射出成形機の台数を1台にできるばかりか、樹脂成形品の生産性も向上できる。
また、第1成形部に溶融樹脂を流し込んだ後、この第1成形部の溶融樹脂を冷却している間に第2成形部に溶融樹脂を流し込むことができる。このため、第1成形部と第2成形部とを別々の射出成形金型を用いて樹脂成形する場合と比較して、射出成形機の台数を1台にできるばかりか、樹脂成形品の生産性も向上できる。
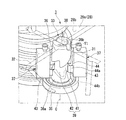
図1は、射出成形金型1の概略構成図である。
同図に示すように、射出成形金型1は、固定プレート2と、固定プレート2に対して接離可能に設けられた中間プレート3と、中間プレート3を挟んで固定プレート2とは反対側に配置され、中間プレート3に対して接離可能に設けられた可動プレート4と、を備えている。
第1キャビティプレート12は、固定側コアプレート6の分割面6aと対向する分割面12aを有し固定側コア10と対向する位置の分割面12aに、第1キャビティ16が形成されている。この第1キャビティ16と固定側コアプレート6の固定側コア10とによって第1成形部17が構成されている。
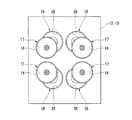
ここで、図2に示すように、第1成形部17の位置と、第2成形部18の位置は、中間プレート3や可動プレート4の接離方向からみてずれている。このような位置関係とすることにより、スプルー7の樹脂吐出口7bと第1成形部17(第1キャビティ16)とを連通する後述の第1コールドランナー部31と、スプルー7の樹脂吐出口7bと第2成形部18(第2キャビティ26)とを連通する後述の第2コールドランナー部32と、の形成位置をずらすことができる。
図1に示すように、第1中間プレート本体14と第2中間プレート本体15とは、それぞれ対向して配置される分割面14aと分割面15aとを有する。分割面14aには、面方向中央の大部分に第1ランナープレート27が設けられている。一方、第2中間プレート本体15の第1中間プレート本体14との分割面15aには、面方向中央の大部分に第2ランナープレート28が設けられている。各ランナープレート27,28には、それぞれ対向する分割面27a,28aが設けられ、分割面27a,28aには、それぞれコールドランナー部31,32(第1コールドランナー部31、第2コールドランナー部32)が形成されている。
切替機構33は、第2キャビティプレート13に回転自在に支持されている略円柱状のランナーチェンジャ36と、第2ランナープレート28の第2キャビティプレート13側の分割面28b側に設けられている一対のカム37と、を備えている。
ランナーチェンジャ36は、その回転軸線Cが中間プレート3や可動プレート4の接離方向に沿うように支持されている。また、ランナーチェンジャ36の基端(図1における左端)には、フランジ部36aが形成されており、第1ランナープレート27側への移動が規制されている。ランナーチェンジャ36の先端36b(図1における右端)は、固定プレート2、及び中間プレート3を型締めした状態で、スプルー7の樹脂吐出口7bに当接するように延出されている。
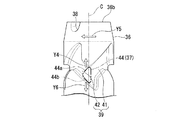
図3、図4に示すように、ランナーチェンジャ36の外周面には、全周に渡ってガイド溝39が形成されている。ガイド溝39は、一方の回転方向Y1に向かうに従って徐々にランナーチェンジャ36の先端36bに向かうように斜めに延出する第1ガイド溝41と、一方の回転方向Y1に向かうに従って徐々にランナーチェンジャ36のフランジ部36aに向かうように斜めに延出する第2ガイド溝42と、により構成されている。これら第1ガイド溝41、及び第2ガイド溝42は交互に配置されており、それぞれのガイド溝41,42が連通形成されている。また、各ガイド溝41,42は、それぞれ4つずつ形成されている。さらに、周方向で90°の領域に、1つの第1ガイド溝41と、この第1ガイド溝41に連なる1つの第2ガイド溝42とが存在するように、各ガイド溝41,42が形成されている。そして、このように形成されたガイド溝39に、一対のカム37が挿入されている。
カム37は、第2ランナープレート28に固定され、第2ランナープレート28から可動プレート4側(図3における下側)に向かって立設された支持部43と、支持部43の第2ランナープレート28とは反対側の先端からランナーチェンジャ36に向かって突設されたカム本体44と、により構成されている。このカム本体44が、ランナーチェンジャ36のガイド溝39に挿入されている。
また、図1に示すように、射出成形金型1には、スプルー7を挟んで対向する2つの外側面に、それぞれロック機構50A,50B(第1ロック機構50A、第2ロック機構50B)が設けられている。各ロック機構50A,50Bは、それぞれ一対で構成されている。各ロック機構50A,50Bのうち、一対の第1ロック機構50Aは、中間プレート3の固定プレート2側(図1における右側)に設けられている。
固定ロック部51は、第1キャビティプレート12の外側面に固定された第1固定ブロック53と、第1固定ブロック53に支持される固定ピン54と、を備えている。第1固定ブロック53は、略立方体状に形成されている。第1固定ブロック53と、第1キャビティプレート12との合わせ面53a,12bには、キー55が設けられている。このキー55により、第1キャビティプレート12に対する第1固定ブロック53の位置が高精度に決まるとともに、第1キャビティプレート12に対する第1固定ブロック53のズレが規制される。
第2固定ブロック57は、固定側コアプレート6における外側面の法線方向に沿って長い略直方体状に形成されている。第2固定ブロック57と固定側コアプレート6との合わせ面57a,6bには、キー61が設けられている。このキー61により、固定側コアプレート6に対する第2固定ブロック57の位置が高精度に決まるとともに、固定側コアプレート6に対する第2固定ブロック57のズレが規制される。
ここで、第2ピン挿通孔62に挿通されている固定ピン54には、ロック凸部58cに対応する位置に、このロック凸部58cが嵌合可能なロック凹部54bが形成されている。このロック凹部54bにロックピン58のロック凸部58cが嵌合されると、固定ピン54の可動ロック部52に対するスライド移動が規制される。
このような構成のもと、エアシリンダ59にエアが供給されることにより、シリンダチューブ59bに対してピストンロッド59aが伸縮運動する。すると、この伸縮運動に伴い、ロックピン58が第3収納孔63cから第2ピン挿通孔62に向かって出没運動する。
次に、射出成形金型1の動作について説明する。
図1、図5に示すように、樹脂成形品S1,S2(図7、図8参照)を射出成形するにあたって、まず、固定プレート2と中間プレート3とを型締めする(固定プレート2と中間プレート3とを当接させ)とともに、中間プレート3と可動プレート4とを型締めする(中間プレート3と可動プレート4とを当接させる)。
ここで、図3、図6に示すように、切替ランナー流路38は、ランナーチェンジャ36の回転軸線上を通り、且つランナーチェンジャ36の径方向全体に渡って直線状に形成されているので、固定プレート2、中間プレート3、及び可動プレート4を型締めした状態で、2つのコールドランナー部31,32のうち、一方のコールドランナー部31,32とスプルー7とを連通する形になる。また、2つのコールドランナー部31,32のうち、他方のコールドランナー部31,32とスプルー7との間を遮断する形になる。
図6、図7に示すように、切替ランナー流路38に流れ込んだ溶融樹脂は、第1コールドランナー部31に流れ、さらに第1ゲートスプルー34a、及び第1ゲート34bを介して第1成形部17の第1キャビティ16に充填される。この後、第1コールドランナー部31、第1ゲートスプルー34a、第1ゲート34b、及び第1キャビティ16に充填された溶融樹脂を冷却し、第1ランナーR1、及び第1樹脂成形品S1が形成される。
ここで、図8に示すように、ランナーチェンジャ36によって、第2コールドランナー部32が切替ランナー流路38を介して連通されている一方、第1コールドランナー部31が遮断されている場合は、以下の通りである。すなわち、切替ランナー流路38に流れ込んだ溶融樹脂は、第2コールドランナー部32に流れ、さらに第2ゲートスプルー35a、及び第2ゲート35bを介して第2成形部18の第2キャビティ26に充填される。この後、第2コールドランナー部32、第2ゲートスプルー35a、第1ゲート35b、及び第2キャビティ26に充填された溶融樹脂を冷却し、第2ランナーR2、及び第2樹脂成形品S2が形成される。
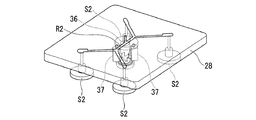
図9は、中間プレート3と可動プレート4とを開いた状態(離型させた状態)を示す射出成形金型1の概略構成図である。
図5、図9に示すように、第2樹脂成形品S2を取り出す場合、可動プレート4の可動側コアプレート24と中間プレート3の第2キャビティプレート13とに跨る第2ロック機構50Bのロック状態を解除する。すなわち、エアシリンダ59によってロックピン58を縮退する。すると、固定ピン54のロック凹部54bからロックピン58のロック凸部58cが抜去される。これにより、固定ピン54の第2ピン挿通孔62からの抜け方向の移動が許容される。
この状態から、図9に示すように、中間プレート3の第2キャビティプレート13と可動プレート4の可動側コアプレート24との型開きを行う。同時に、中間プレート3の第1中間プレート本体14と第2中間プレート本体15との型開きを行う。
これに対し、中間プレート3の第1キャビティプレート12と固定プレート2の固定側コアプレート6との型締め状態が維持される。第1キャビティプレート12、及び固定側コアプレート6には、第1ロック機構50Aが設けられているので、この第1ロック機構50Aによって第1キャビティプレート12と固定側コアプレート6との型締め状態が確実に維持される。
すると、図4に示すように、ランナーチェンジャ36のガイド溝39に挿入されているカム本体44の第1カム辺44aが、ガイド溝39を構成する第1ガイド溝41の内側辺を押圧する(図4における矢印Y4参照)。
ここで、ランナーチェンジャ36に形成されている各ガイド溝41,42は、周方向で90°の領域に、1つの第1ガイド溝41と、この第1ガイド溝41に連なる1つの第2ガイド溝42とが存在するように形成されている。すなわち、ランナーチェンジャ36に対してカム37(カム本体44)が一往復動すると、ランナーチェンジャ36が90°回転することになる。
そして、再び固定プレート2、中間プレート3、及び可動プレート4の全てが型締めされると、不図示の射出成形機からスプルー7に溶融樹脂を流し込む。スプルー7に流し込まれた溶融樹脂は、ランナーチェンジャ36の切替ランナー流路38を介し、所定のコールドランナー部31,32を通って所定の成形部17,18のキャビティ16,26に充填される。
すなわち、ランナーチェンジャ36によって、第1コールドランナー部31が連通されている場合、第1ロック機構50Aのロック状態が維持され、固定プレート2と第1キャビティプレート12とが型締めされたままの状態になる。一方、第2キャビティプレート13と可動側コアプレート24とが型開きされるとともに、第1中間プレート本体14と第2中間プレート本体15とが型開きされる。
つまり、第1成形部17、又は第2成形部18のいずれか一方に充填した溶融樹脂を冷却している間、第1成形部17、又は第2成形部18のいずれか他方で成形した樹脂成形品S1,S2が取り出される。より具体的に、図11を参照しながら説明する。
すなわち、図11(a)に示すように、第2成形部18の第2キャビティ26に溶融樹脂を充填し、この溶融樹脂を冷却している間に、第1成形部17の第1キャビティ16に溶融樹脂を充填する。
続いて、図11(b)に示すように、第1成形部17の第1キャビティ16、及び第1コールドランナー部31に充填された溶融樹脂を冷却している間に、第2キャビティプレート13と可動側コアプレート24との型開きを行い、第2成形部18で成形された第2樹脂成形品S2を取り出す。
続いて、図11(d)に示すように、第2成形部18の第2キャビティ26、及び第2コールドランナー部32に充填された溶融樹脂を冷却している間に、固定プレート2と第1キャビティプレート12との型開きを行い、第1成形部17で成形された第1樹脂成形品S1を取り出す。
このように、第1成形部17の第1キャビティ16と、第2成形部18の第2キャビティ26とに、溶融樹脂を交互に充填しつつ、第1成形部17で成形された第1樹脂成形品S1と、第2成形部18で成形された第2樹脂成形品S2と、を交互に取り出す。
さらに、第1成形部17の第1キャビティ16に溶融樹脂を流し込んだ後、この第1成形部17の溶融樹脂を冷却している間に第2成形部18の第2キャビティ26に溶融樹脂を流し込むことができる。このため、第1成形部17と第2成形部18とを別々の射出成形金型1を用いて樹脂成形する場合と比較して、射出成形機の台数を1台にできるばかりか、樹脂成形品S1,S2の生産性も向上できる。
また、上述の実施形態では、第2中間プレート本体15、及び第2ランナープレート28には、第1コールドランナー部31に対応する位置に、ランナーロックピン30が設けられている場合について説明した。しかしながら、これに限られるものではなく、第1中間プレート本体14、及び第1ランナープレート27における第2コールドランナー部32に対応する位置に、ランナーロックピン30を設けてもよい。この場合、各ランナーR1,R2は、常に第1ランナープレート27側に残る。このように構成した場合であっても、例えば、自動機械によって各ランナーR1,R2を把持し易くすることができ、成形作業を容易化できる。
Claims (4)
- 射出成形機のノズルからの溶融樹脂が注入されるスプルーが設けられた固定プレートと、
前記固定プレートに対して接離可能に設けられた中間プレートと、
前記中間プレートを挟んで前記固定プレートとは反対側に配置され、前記中間プレートに対して接離可能に設けられた可動プレートと、
前記固定プレートと前記中間プレートとの間に形成された第1成形部と、
前記可動プレートと前記中間プレートとの間に形成された第2成形部と、
前記中間プレートに設けられ、前記スプルーと前記第1成形部とを連通する第1ランナー部、及び前記スプルーと前記第2成形部とを連通する第2ランナー部が形成されたランナープレートと、
前記スプルーと前記第1ランナー部とを連通させる一方、前記スプルーと前記第2ランナー部との間を遮断する第1切替位置と、前記スプルーと前記第2ランナー部とを連通させる一方、前記スプルーと前記第1ランナー部との間を遮断する第2切替位置と、に切替する切替機構と、
を備え、
前記切替機構は、
前記中間プレートの型開閉動作に連動するカムと、
前記カムの動作に基づいて回転するランナーチェンジャと、
を備え、
前記ランナーチェンジャに、前記第1ランナー部、及び前記第2ランナー部に連通する切替流路が形成されている
ことを特徴とする射出成形金型。 - 前記中間プレートは、
前記ランナープレートが設けられた第1中間プレート体と、
前記第1中間プレート体と前記可動プレートとの間に配置され、前記第2成形部が形成されているとともに前記第1中間プレート体に対して接離可能に設けられた第2中間プレート体と、
を備え、
前記第2中間プレート体に前記ランナーチェンジャが回転自在に設けられているとともに、前記ランナープレートに前記カムが設けられており、
前記ランナーチェンジャの外周面全体に渡って前記カムが挿入されるガイド溝が形成されている
ことを特徴とする請求項1に記載の射出成形金型。 - 前記ガイド溝は、前記第1中間プレート体に対して前記第2中間プレート体が接近方向と離間方向とにそれぞれ1回ずつ動作するうちに、前記ランナーチェンジャが90度回転するように形成されており、
前記第1ランナー部、及び前記第2ランナー部は、互いに直交するように形成されている
ことを特徴とする請求項2に記載の射出成形金型。 - 前記第1成形部の位置と、前記第2成形部の位置は、前記可動プレートの開閉方向からみてずれている
ことを特徴とする請求項1〜請求項3のいずれか1項に記載の射出成形金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017173068A JP6847005B2 (ja) | 2017-09-08 | 2017-09-08 | 射出成形金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017173068A JP6847005B2 (ja) | 2017-09-08 | 2017-09-08 | 射出成形金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019048403A JP2019048403A (ja) | 2019-03-28 |
| JP6847005B2 true JP6847005B2 (ja) | 2021-03-24 |
Family
ID=65905250
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017173068A Active JP6847005B2 (ja) | 2017-09-08 | 2017-09-08 | 射出成形金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6847005B2 (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5334380Y1 (ja) * | 1971-02-18 | 1978-08-23 | ||
| JPS50139280A (ja) * | 1974-04-25 | 1975-11-07 | ||
| JPH02192922A (ja) * | 1989-01-23 | 1990-07-30 | Matsushita Electric Works Ltd | 多段成形金型 |
| JPH035115A (ja) * | 1989-06-02 | 1991-01-10 | Shinobu Takeuchi | 樹脂成型用金型構造 |
| JP2000246763A (ja) * | 1999-03-01 | 2000-09-12 | Oki Electric Ind Co Ltd | 射出成形体の金型 |
| JP6315397B1 (ja) * | 2017-08-08 | 2018-04-25 | 株式会社打田製作所 | アングル制御装置及びこれを備えた射出成形金型 |
-
2017
- 2017-09-08 JP JP2017173068A patent/JP6847005B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019048403A (ja) | 2019-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5115987B2 (ja) | 多色成形品の成形方法および多色成形用金型 | |
| JP6587855B2 (ja) | 射出成形方法および金型 | |
| US7220118B2 (en) | Horizontal multi-material molding machine | |
| JP5855539B2 (ja) | 二色成形品の製造装置並びに製造方法 | |
| JPWO2004018178A1 (ja) | 結合製品の金型及びその成形方法 | |
| JP6878216B2 (ja) | 射出成形金型 | |
| JP6847005B2 (ja) | 射出成形金型 | |
| JP6878217B2 (ja) | 射出成形金型 | |
| US8997834B2 (en) | Method for producing of hollow die cast products | |
| JP2002225080A (ja) | 樹脂製品の成形方法 | |
| JP2012121257A (ja) | モールド樹脂射出成形用金型 | |
| KR200449370Y1 (ko) | 두께가 두꺼운 제품을 수축 및 기포없이 사출하는 금형 | |
| JP2009012331A (ja) | スライドコア可動装置及びこれを備えた成形金型 | |
| JP3562714B2 (ja) | 複数個の中空物品の同時射出成形方法及び金型装置 | |
| JP6315397B1 (ja) | アングル制御装置及びこれを備えた射出成形金型 | |
| KR101522678B1 (ko) | 슬라이딩 코어가 장착된 이중사출성형금형 | |
| JP4829274B2 (ja) | 複合成形品の成形方法および成形用の型装置 | |
| JP3796709B2 (ja) | 複合成形品及びその成形用金型並びに成形方法 | |
| JP4220799B2 (ja) | 複数材成形機及び複数材成形方法 | |
| JP4761368B2 (ja) | 射出成形用金型 | |
| JP2007136823A (ja) | アンダーカットコア可動金具、可動スライダ及び可動用治具並びにこれらを備えた二重成形金型 | |
| JP2012250509A (ja) | 射出成形方法、射出成形品及び射出成形金型 | |
| JP4009440B2 (ja) | 複合射出成形用金型 | |
| JPH11333849A (ja) | 多材料成形用金型装置およびこの金型装置を用いた多材料成形方法 | |
| JP2007216621A (ja) | 樹脂成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200317 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210128 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210302 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6847005 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |