JP6887533B2 - フィンスタック装置 - Google Patents
フィンスタック装置 Download PDFInfo
- Publication number
- JP6887533B2 JP6887533B2 JP2019571879A JP2019571879A JP6887533B2 JP 6887533 B2 JP6887533 B2 JP 6887533B2 JP 2019571879 A JP2019571879 A JP 2019571879A JP 2019571879 A JP2019571879 A JP 2019571879A JP 6887533 B2 JP6887533 B2 JP 6887533B2
- Authority
- JP
- Japan
- Prior art keywords
- stack
- fin
- fins
- pin
- rotation mechanism
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/20—Storage arrangements; Piling or unpiling
- B21D43/22—Devices for piling sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/08—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Stacking Of Articles And Auxiliary Devices (AREA)
- Details Of Cutting Devices (AREA)
Description
本発明は、成形したフィンを積み重ねて保持するフィンスタック装置に関するものである。
従来、フィンスタック装置は、特許文献1に開示されているように、プレス機等の加工部で成形されたフィンを、サクションユニットで吸着して搬送し、切断部材でカットした後に自由落下させて、スタック孔にスタックピンを通して昇降台に積み重ねて保持する構成である。このフィンスタック装置では、フィンのスタック孔にスタックピンを通しやすくするため、スタックピンが上方に向かうにしたがい、漸次先細るテーパー状とされている。
一般に、フィンは、剛性が低かったり、長尺で変形しやすかったりする。また、フィンは、厚みが薄く軽量であることに加え、スタック孔がフィンの中心から偏心しており、重心が中心からずれているので、自由落下する際のバランスが悪い。そのため、特許文献1のフィンスタック装置では、スタック孔の開口縁にスタックピンの側面が引っ掛かってしまい、フィンを昇降台にスムーズに移動させて整列性良く積み重ねて保持できないおそれがある。
本発明は、以上のような課題を解決するためになされたもので、フィンのスタック孔に通したスタックピンが、スタック孔に引っ掛かるスタックミスを防止して、フィンをスムーズに目標の位置まで移動させて整列性良く積み重ねることができる、フィンスタック装置を提供することを目的としている。
本発明に係るフィンスタック装置は、加工部で成形されたフィンを搬送するサクションユニットと、前記サクションユニットで搬送された前記フィンを規定の長さに切断する切断部材と、前記切断部材で切断された前記フィンを積み重ねて保持するスタック部と、を備え、前記スタック部は、高さ方向に沿って螺旋状の溝部が形成され、前記フィンに形成されたスタック孔に通されるスタックピンと、軸方向を中心軸として前記スタックピンを回転させる回転機構と、を有するものである。
本発明によれば、高さ方向に沿って螺旋状の溝部が形成されたスタックピンと、軸方向を中心軸としてスタックピンを回転させる回転機構と、を有するので、回転する螺旋状の溝部によって、フィンに下方向の推力を与えることができ、フィンのスタック孔にスタックピンが引っ掛かるスタックミスを防止して、フィンをスムーズに目標の位置まで移動させて整列性良く積み重ねることができる。
以下、図面を参照して、本発明の実施の形態について説明する。なお、各図中、同一または相当する部分には、同一符号を付して、その説明を適宜省略または簡略化する。また、各図に記載の構成について、その形状、大きさ、及び配置等は、本発明の範囲内で適宜変更することができる。
実施の形態1.
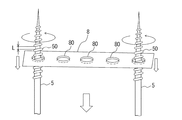
先ず、図1及び図2に基づいて、フィンスタック装置100の全体構成を説明する。図1は、本発明の実施の形態に係るフィンスタック装置を概略的に示した全体図である。図2は、本発明の実施の形態に係るフィンスタック装置のスタックピンにフィンのスタック孔を通す様子を示した説明図である。フィンスタック装置100は、図1に示すように、加工部101で成形されたフィン8を搬送するサクションユニット1と、搬送されたフィン8を規定の長さに切断する切断部材2と、切断部材2で切断されたフィン8を積み重ねて保持するスタック部3と、で構成されている。
先ず、図1及び図2に基づいて、フィンスタック装置100の全体構成を説明する。図1は、本発明の実施の形態に係るフィンスタック装置を概略的に示した全体図である。図2は、本発明の実施の形態に係るフィンスタック装置のスタックピンにフィンのスタック孔を通す様子を示した説明図である。フィンスタック装置100は、図1に示すように、加工部101で成形されたフィン8を搬送するサクションユニット1と、搬送されたフィン8を規定の長さに切断する切断部材2と、切断部材2で切断されたフィン8を積み重ねて保持するスタック部3と、で構成されている。
加工部101は、例えばコイル又は長尺の切り板等の板材をプレス機等に供給し、複数枚のフィン8を成形するものである。フィン8は、例えば純アルミニウム又はアルミニウム合金の板材によって形成されている。フィン8は、例えば板厚が0.09mm〜0.12mm、フィン幅が10mm〜25mmであり、図2に示すように、長手方向に複数のスタック孔80が等間隔で形成されている。
サクションユニット1は、図1に示すように、サクションボックス10と、サクションボックス10の底面を構成するサクションプレート11と、サクションボックス10の内部の空気を吸引するブロアー12と、で構成されている。サクションユニット1は、ブロアー12を動作させてサクションボックス10の内部の空気を吸引し、サクションプレート11でフィン8を吸着してスタック部3まで搬送させる。
サクションボックス10の側面は、ダンパー13によって内部を開閉可能に構成されている。サクションユニット1は、ダンパー13を動作させて側面を開口させることによって、サクションボックス10の内部に空気を取り込むことができる。サクションプレート11は、フィン8に対応させた形状及び大きさで構成されており、複数の吸引孔が形成されている。サクションプレート11は、サクションボックス10に上下移動自在に取り付けられており、ブロアー12を動作させることで上下移動させることができる。
切断部材2は、例えばカッター等で構成されており、サクションユニット1によって規定の長さまで搬送されたフィン8を、鉛直下方に下降して切断するものである。
スタック部3は、図1に示すように、昇降台4と、昇降台4を貫通して設けられた複数のスタックピン5と、スタックピン5を回転させる回転機構6と、を有している。
昇降台4は、上下方向に昇降可能に構成され、サクションユニット1から落下させたフィン8を順に積み重ねて保持するものである。フィン8は、昇降台4に積み重ねられて積層フィンとなる。なお、フィンスタック装置100は、昇降台4に積層された最上位のフィン8の高さを検知する高さ検知手段と、高さ検知手段によって検知された検知値に基づいて昇降台4の高さを制御する制御部と、を有している。制御部は、昇降台4を下降させて最上位に位置するフィン8が一定の高さに保たれるように制御する。
スタックピン5は、フィン8に形成されたスタック孔80の個数に応じた適切な個数で設けられている。例えば図2の場合では、スタック孔80が4つに対して、1つのスタックピン5が設けられている。また、スタックピン5は、サクションユニット1から落下させたフィン8のスタック孔80を通しやすくするため、上方に向かうにしたがい漸次先細るテーパー状とした構成である。
本実施の形態におけるスタックピン5の上部には、高さ方向に沿って螺旋状の溝部50が設けられている。スタックピン5は、フィン8を積み重ねて保持させる範囲が溝部50を設けない円柱とされている。螺旋状の溝部50は、スタックピン5の表面に設けた螺旋状の凸部間に形成された溝である。なお、図示することは省略したが、螺旋状の溝部50は、スタックピン5の表面に凹部を形成した構成でもよい。また、螺旋状の溝部50は、フィン8を積み重ねて保持させる範囲まで設けてもよい。
回転機構6は、図1に示すように、ベース板7の上面に配置され、スタックピン5の下端部を支持するように設けている。回転機構6は、制御部によって制御されて、フィン8のスタックが完了するまで、一定の速度でスタックピン5を回転させる。回転機構6は、螺旋状の溝部50の進行方向が、下方向となるようにスタックピン5を回転させる。
次に、本実施の形態のフィンスタック装置100の動作を図1及び図2に基づいて説明する。先ず、加工部101で成形されたフィン8がフィンスタック装置100に送り出される。フィンスタック装置100は、回転機構6でスタックピン5を回転させると同時に、ブロアー12の動作でサクションボックス10の内部の空気を吸引して負圧状態とし、サクションプレート11の全面がフィン8を吸着させる状態となる。加工部101から送り出されたフィン8は、サクションプレート11に吸着されて搬送される。搬送されたフィン8は、規定の長さまで到達すると切断部材2で切断される。
フィンスタック装置100は、切断部材2でフィン8を切断すると同時に、サクションボックス10のダンパー13を開く。フィンスタック装置100は、負圧状態にあるサクションボックス10の内部に大気を開放させることで、フィン8の吸着状態を解除し、フィン8ごとサクションプレート11を鉛直方向に下降させてフィン8に下方向の力を加える。
サクションプレート11は、下降させた後に、上昇させて元の位置に戻される。落下させたフィン8は、スタック孔80がテーパー状の先端からスタックピン5に案内される。フィン8は、回転機構6によって回転させた溝部50にスタック孔80の開口縁が接触して強制的に下向きに移動し、昇降台4に着地して順次積層されていく。このとき、制御部は、高さ検知手段によって検知された検知情報に基づいて昇降台4を下降させ、最上位に位置するフィン8が一定の高さに保たれるように制御する。フィンスタック装置100は、上記の動作を繰り返して、任意の枚数分のフィン8を積み重ねて保持する。
ここで、回転機構6によって回転させるスタックピン5の回転数と、螺旋のピッチLとの関係を図3に基づいて説明する。図3は、本発明の実施の形態に係るフィンスタック装置の回転機構によって回転させるスタックピンの回転数と、螺旋のピッチとの関係を示したグラフである。縦軸が螺旋のピッチL[mm]を示し、横軸がスタックピン5の回転数[rpm]を示している。フィンスタック装置100は、後行のフィン8のスタック孔80がスタックピン5に通される前に、先行のフィン8が昇降台4に積層されて完了している必要がある。これは、図3に示すように、螺旋のピッチLの大きさに反比例するように、スタックピン5の回転数を構成することで可能となる。具体的には、先行のフィン8がスタックピン5に引っ掛かっても、螺旋のピッチLが大きければ、回転機構6の回転数を上げることなく、後行のフィン8のスタック孔80がスタックピン5に通される前に先行のフィン8を積層される位置まで落とすことができる。一方、螺旋のピッチLが小さくても、回転機構6の回転数を上げることで、後行のフィン8のスタック孔80がスタックピン5に通される前に、先行のフィン8を積層される位置まで落とすことができる。
次に、フィンスタック装置100の回転機構6の回転数と、加工部101の搬送速度との関係を図4に基づいて説明する。図4は、本発明の実施の形態に係るフィンスタック装置の回転機構によって回転させるスタックピンの回転数と、プレス機の搬送速度との関係を示したグラフである。縦軸がプレス機の搬送速度[s]を示し、横軸がスタックピン5の回転数[rpm]を示している。本実施の形態における回転機構6は、図4に示すように、加工部101からフィン8が搬送される速度の変化に比例するようにスタックピン5の回転数を変化させる構成である。つまり、フィンスタック装置100は、加工部101の搬送速度を上げることに対応して回転数を上げたスタックピン5で、フィン8に下方向の強い推力を与えることができる。よって、フィンスタック装置100は、フィン8のスタック孔80にスタックピン5が引っ掛かるスタックミスを効果的に防止することができ、フィン8を昇降台4にスムーズに積み重ねて保持することができる。
次に、従来のフィンスタック装置の構成を図5及び図6に基づいて説明する。図5は、従来のフィンスタック装置のスタックピンにフィンのスタック孔を通す様子を示した説明図である。図6は、スタック孔の位置が中心から偏心しているフィンを示した説明図である。従来のフィンスタック装置は、図5に示すように、スタックピン5が上方に向かうにしたがい漸次先細るテーパー状とした構成である。そのため、フィン8は、剛性が低かったり、長尺で変形しやすかったりすると、スタック孔80の開口縁にスタックピン5の側面が引っ掛かってしまう。また、一般に、フィン8は、図6に示すように、スタック孔80がフィン8の中心Xから偏心した位置に形成されているため、重心が中心Xからずれている。そのため、フィン8は、自由落下する際のバランスが悪く、スタック孔80の開口縁にスタックピン5の側面が引っ掛かってしまう。よって、従来のフィンスタック装置では、フィン8を昇降台4にスムーズに移動させて整列性良く積み重ねることができないおそれがあった。
そこで、上記したように、本実施の形態に係るフィンスタック装置100では、加工部101で成形されたフィン8を搬送するサクションユニット1と、サクションユニット1で搬送されたフィン8を規定の長さに切断する切断部材2と、切断部材2で切断されたフィン8を積み重ねて保持するスタック部3と、を備えている。そして、スタック部3は、高さ方向に沿って螺旋状の溝部50が形成され、フィン8のスタック孔80に通されるスタックピン5と、軸方向を中心軸としてスタックピン5を回転させる回転機構6と、を有している。よって、フィンスタック装置100は、フィン8がスタックピン5に引っ掛かっても、スタックピン5を回転させることで螺旋状の溝部50がフィン8に下方向の推力を与えることができるので、フィン8のスタック孔80にスタックピン5が引っ掛かるスタックミスを防止することができ、フィン8をスムーズに目標の位置まで移動させて整列性良く積み重ねることができる。
また、フィンスタック装置100の回転機構6は、螺旋のピッチLの大きさに反比例するようにスタックピン5の回転数が構成されている。よって、フィンスタック装置100は、先行のフィン8がスタックピン5に引っ掛かっても、螺旋のピッチLが大きければ、回転機構6の回転数を上げることなく、後行のフィン8のスタック孔80がスタックピン5に通される前に、先行のフィン8を積層される位置まで落とすことができる。一方、螺旋のピッチLが小さくても、回転機構6の回転数を上げることで、後行のフィン8のスタック孔80がスタックピン5に通される前に、先行のフィン8を積層される位置まで落とすことができる。
また、フィンスタック装置100の回転機構6は、加工部101からフィン8が搬送される速度の変化に比例するようにスタックピン5の回転数を変化させる構成である。そのため、フィンスタック装置100は、加工部101の搬送速度を上げることに対応して回転数を上げたスタックピン5で、フィン8に下方向の強い推力を与えることができる。よって、フィンスタック装置100は、フィン8のスタック孔80にスタックピン5が引っ掛かるスタックミスを確実に防止することができ、フィン8を昇降台4にスムーズに積み重ねて保持することができる。
以上に本発明を実施の形態に基づいて説明したが、本発明は上述した実施の形態の構成に限定されるものではない。例えばフィンスタック装置100の構成は、一例であって、上述した内容に限定されるものではなく、他の構成要素を含んでも同様に実施することができる。要するに、いわゆる当業者が必要に応じてなす種々なる変更、応用、利用の範囲をも本発明の要旨に含むものである。
1 サクションユニット、2 切断部材、3 スタック部、4 昇降台、5 スタックピン、6 回転機構、7 ベース板、8 フィン、10 サクションボックス、11 サクションプレート、12 ブロアー、13 ダンパー、50 溝部、80 スタック孔、100 フィンスタック装置、101 加工部、L ピッチ。
Claims (3)
- 加工部で成形されたフィンを搬送するサクションユニットと、
前記サクションユニットで搬送された前記フィンを規定の長さに切断する切断部材と、
前記切断部材で切断された前記フィンを積み重ねて保持するスタック部と、を備え、
前記スタック部は、
高さ方向に沿って螺旋状の溝部が形成され、前記フィンに形成されたスタック孔に通されるスタックピンと、
軸方向を中心軸として前記スタックピンを回転させる回転機構と、
を有する、フィンスタック装置。 - 前記回転機構は、螺旋のピッチの大きさに反比例するように前記スタックピンの回転数が構成されている、請求項1に記載のフィンスタック装置。
- 前記回転機構は、前記加工部から前記フィンが搬送される速度の変化に比例するように前記スタックピンの回転数を変化させる構成である、請求項1又は2に記載のフィンスタック装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2018/005260 WO2019159283A1 (ja) | 2018-02-15 | 2018-02-15 | フィンスタック装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2019159283A1 JPWO2019159283A1 (ja) | 2020-12-03 |
| JP6887533B2 true JP6887533B2 (ja) | 2021-06-16 |
Family
ID=67618522
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019571879A Expired - Fee Related JP6887533B2 (ja) | 2018-02-15 | 2018-02-15 | フィンスタック装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6887533B2 (ja) |
| CN (1) | CN210754797U (ja) |
| WO (1) | WO2019159283A1 (ja) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63295307A (ja) * | 1987-05-25 | 1988-12-01 | Toshiba Corp | 熱交換器用フィンの保持装置 |
| JPH02142630A (ja) * | 1988-06-27 | 1990-05-31 | Matsushita Refrig Co Ltd | プレートフィンのプレス装置 |
| JPH04286519A (ja) * | 1991-03-15 | 1992-10-12 | Taiyo Yuden Co Ltd | 矩形板搬送装置 |
| JP2002356225A (ja) * | 2001-03-28 | 2002-12-10 | Showa Denko Kk | 板材用スタッカー、板材のスタック方法及び板材の積層体 |
| CN108778554B (zh) * | 2016-03-11 | 2020-11-03 | 三菱电机株式会社 | 翅片堆叠装置 |
| WO2018100656A1 (ja) * | 2016-11-30 | 2018-06-07 | 三菱電機株式会社 | フィンスタック装置及びフィンスタック方法 |
| CN208840385U (zh) * | 2017-03-28 | 2019-05-10 | 三菱电机株式会社 | 翅片堆叠装置 |
-
2018
- 2018-02-15 JP JP2019571879A patent/JP6887533B2/ja not_active Expired - Fee Related
- 2018-02-15 CN CN201890000383.4U patent/CN210754797U/zh not_active Expired - Fee Related
- 2018-02-15 WO PCT/JP2018/005260 patent/WO2019159283A1/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| CN210754797U (zh) | 2020-06-16 |
| WO2019159283A1 (ja) | 2019-08-22 |
| JPWO2019159283A1 (ja) | 2020-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011126715A (ja) | 堆積体から印刷物を分離するための方法および装置 | |
| JP6887533B2 (ja) | フィンスタック装置 | |
| US4854569A (en) | Apparatus for taking out flexible work | |
| CN116374682B (zh) | 一种柔性片材上料输送方法 | |
| US20170341884A1 (en) | Sheet material separation-aiding apparatus | |
| JP5004979B2 (ja) | フィンスタック装置 | |
| JP6567096B2 (ja) | フィンスタック装置 | |
| JP6587736B2 (ja) | フィンスタック装置 | |
| CN110815305B (zh) | 一种图形切割装置 | |
| JP5484079B2 (ja) | 三方断裁機 | |
| KR102523721B1 (ko) | 포장용기 자동공급장치 | |
| JP2009279666A (ja) | 平面板状体の位置決め装置 | |
| JP6723465B2 (ja) | フィンスタック装置 | |
| JP4700358B2 (ja) | 板状体の堆積方法及び板状体の堆積装置 | |
| JP2002120030A (ja) | ブランク供給装置 | |
| JPH0825669B2 (ja) | シ−トの位置決め方法 | |
| JPH032510Y2 (ja) | ||
| JPWO2018179084A1 (ja) | フィンスタック装置及び積層フィンの製造方法 | |
| JP2005212978A (ja) | 給紙装置 | |
| JP2026023779A (ja) | シート供給装置 | |
| JP4131329B2 (ja) | シートマガジンにおけるシート分離装置 | |
| TWM655749U (zh) | 鐵芯散片的自動化堆疊裝置 | |
| JPWO2018100656A1 (ja) | フィンスタック装置及びフィンスタック方法 | |
| JPS622697Y2 (ja) | ||
| KR20230053540A (ko) | 역반전기 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200522 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210420 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210518 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6887533 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |