JP6957841B2 - 合成樹脂製容器の製造方法 - Google Patents
合成樹脂製容器の製造方法 Download PDFInfo
- Publication number
- JP6957841B2 JP6957841B2 JP2016147016A JP2016147016A JP6957841B2 JP 6957841 B2 JP6957841 B2 JP 6957841B2 JP 2016147016 A JP2016147016 A JP 2016147016A JP 2016147016 A JP2016147016 A JP 2016147016A JP 6957841 B2 JP6957841 B2 JP 6957841B2
- Authority
- JP
- Japan
- Prior art keywords
- molding
- bottom mold
- mold
- base
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 19
- 229920003002 synthetic resin Polymers 0.000 title claims description 19
- 239000000057 synthetic resin Substances 0.000 title claims description 19
- 238000000465 moulding Methods 0.000 claims description 50
- 238000000071 blow moulding Methods 0.000 claims description 27
- 230000002093 peripheral effect Effects 0.000 claims description 19
- 238000003780 insertion Methods 0.000 claims description 13
- 230000037431 insertion Effects 0.000 claims description 13
- 238000000034 method Methods 0.000 claims description 9
- 229920005989 resin Polymers 0.000 claims description 6
- 239000011347 resin Substances 0.000 claims description 6
- 230000015572 biosynthetic process Effects 0.000 claims description 2
- 239000000543 intermediate Substances 0.000 claims 3
- 238000003786 synthesis reaction Methods 0.000 claims 1
- -1 polyethylene terephthalate Polymers 0.000 description 7
- 230000037303 wrinkles Effects 0.000 description 6
- 101150061927 BMP2 gene Proteins 0.000 description 3
- 230000007812 deficiency Effects 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- LLLVZDVNHNWSDS-UHFFFAOYSA-N 4-methylidene-3,5-dioxabicyclo[5.2.2]undeca-1(9),7,10-triene-2,6-dione Chemical compound C1(C2=CC=C(C(=O)OC(=C)O1)C=C2)=O LLLVZDVNHNWSDS-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 102100024506 Bone morphogenetic protein 2 Human genes 0.000 description 1
- 239000004278 EU approved seasoning Substances 0.000 description 1
- 101000762366 Homo sapiens Bone morphogenetic protein 2 Proteins 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 101100218949 Rattus norvegicus Bmp3 gene Proteins 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 235000011194 food seasoning agent Nutrition 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
Images








Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Stackable Containers (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
Description
しかしながら、この場合には、延伸されたプリフォームの先端側はフリーな状態にあるため、プリフォームに僅かにでも偏肉があると、その影響で延伸に過不足が生じてしまう虞がある。そして、延伸が不足すると反転代が確保できずに賦形不良となり、延伸が過剰であると反転したときの肉余りによってバリが発生してしまうという問題がある。
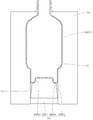
なお、図1では、蓋体6の一部を切り欠いて示している。
また、底型BMは、陥没凹部51に対応する形状とされ、上記摺動部BM0とともに、蓋体嵌入部53を成形する蓋体嵌入部成形部BM53と、段部54を成形する段部成形部BM54と、基部52を成形する基部成形部BM52とを有している。
なお、蓋体嵌入部成形部BM53の側面と、基部成形部BM52の側面は、抜き勾配を考慮してテーパー面とするのが好ましい。また、段部成形部BM54の蓋体嵌入部成形部BM53側には、賦形性を考慮してRを付けるのが好ましい。
なお、図3は、図2中一点鎖線で囲む部分を拡大して示す要部拡大図である。
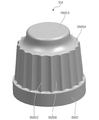
例えば、図6に示すように、蓋体嵌入部成形部BM53の側面と段部成形部BM54とに跨る複数の凸条BM55を周方向に沿って形成することによって、当該凹凸形状を設けるようにしてもよい。このような凹凸形状を設けた底型BMを用いて成形された容器1は、陥没凹部51に、蓋体嵌入部53の側面と段部54とに跨る複数の凹溝が周方向に沿って形成され、顕著な皺の発生が抑制されたものとなる。
2 口部
3 肩部
4 胴部
5 底部
50 接地部
51 陥没凹部
52 基部
53 蓋体嵌入部
54 段部
100 ブロー成形型
101 底型挿通部の内周面
BM 底型
BM0 摺動部
BM52 基部成形部
BM53 蓋体嵌入部成形部
BM54 段部成形部
Claims (5)
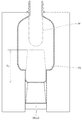
- 口部、肩部、胴部、及び底部を備え、前記底部に、他の容器の口部側が挿入可能とされた陥没凹部が設けられて、二以上の容器を上下に積み重ねられるようにした合成樹脂製容器の製造方法であって、
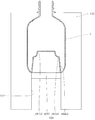
前記底部の接地部の内周縁に沿って立ち上る基部と、前記基部に対して同心状に縮径して、前記他の容器の口部に装着された蓋体が遊嵌状に嵌入する蓋体嵌入部とを有し、前記基部と前記蓋体嵌入部とが段部を介して連接されている前記陥没凹部に対応する形状の底型が、型内の前記接地部を成形する部位の内周縁に沿って穿設された底型挿通部に昇降可能に挿通されるとともに、前記底型が、下死点に位置したときに、前記底型の軸心を含む鉛直面において、前記底型挿通部の内周面と、前記段部を成形する段部成形部のエッジ部を含む水平面と、前記蓋体嵌入部を成形する蓋体嵌入部成形部の側面とに接する三点内接円の曲率半径Rが、5mm以上となるように形成されたブロー成形型を用い、
加熱、軟化させてブロー成形が可能な状態とされたプリフォームを前記ブロー成形型にセットして、前記底型を下死点に待機させた状態でブロー成形を開始し、
前記接地部を成形する前記部位を越えて、下死点に位置する前記底型に到達するまで前記プリフォームを延伸させて、前記底型挿通部の内周面と、前記蓋体嵌入部成形部と、前記段部成形部とで囲まれる空間内に、延伸された前記プリフォームの先端側を入り込ませた成形中間体とし、
次いで、前記底型を上昇させて、前記成形中間体のうち、前記接地部を成形する前記部位を越えて延伸された部分を押し戻しながら反転させつつ、ブロー成形を完了することを特徴とする合成樹脂製容器の製造方法。 - 前記段部成形部は、前記底型が下死点に位置したときに、前記接地部を成形する前記部位から前記段部成形部までの高さ方向に沿った距離が、前記基部を成形する前記底型の基部成形部の高さと同等となる位置にある請求項1に記載の合成樹脂製容器の製造方法。
- 前記底型に、前記蓋体嵌入部成形部の側面と前記段部成形部とに跨る複数の凸条を周方向に沿って形成することによって、前記陥没凹部に、前記蓋体嵌入部の側面と前記段部とに跨る複数の凹溝を周方向に沿って形成する請求項1又は2に記載の合成樹脂製容器の製造方法。
- 前記底型に、前記基部を成形する前記底型の基部成形部の側面に複数の凹溝を周方向に沿って形成することによって、前記陥没凹部の前記基部の側面に複数の凸条を周方向に沿って形成す請求項1又は2に記載の合成樹脂製容器の製造方法。
- 前記底型に、前記蓋体嵌入部成形部の側面と面一となる面があらわれるように、前記基部を成形する前記底型の基部成形部を部分的に切り欠いて凹凸形状を設けることによって、前記陥没凹部に、前記蓋体嵌入部と面一に延在するリブ部を形成する請求項1又は2に記載の合成樹脂製容器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016147016A JP6957841B2 (ja) | 2016-07-27 | 2016-07-27 | 合成樹脂製容器の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016147016A JP6957841B2 (ja) | 2016-07-27 | 2016-07-27 | 合成樹脂製容器の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018016344A JP2018016344A (ja) | 2018-02-01 |
| JP6957841B2 true JP6957841B2 (ja) | 2021-11-02 |
Family
ID=61075785
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016147016A Active JP6957841B2 (ja) | 2016-07-27 | 2016-07-27 | 合成樹脂製容器の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6957841B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7151139B2 (ja) * | 2018-04-09 | 2022-10-12 | 東洋製罐グループホールディングス株式会社 | ポリ乳酸製容器及びその製造方法 |
| US12280531B2 (en) | 2020-01-31 | 2025-04-22 | Nissei Asb Machine Co., Ltd. | Mold, blow molding device, and injection molding device |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05193635A (ja) * | 1992-01-14 | 1993-08-03 | Dainippon Printing Co Ltd | 耐圧自立容器及びその製造方法 |
| JP2000153841A (ja) * | 1998-11-20 | 2000-06-06 | System Art:Kk | 飲料容器 |
| JP2008044633A (ja) * | 2006-08-11 | 2008-02-28 | Hokkai Can Co Ltd | 合成樹脂製ボトル |
| JP5140847B2 (ja) * | 2007-04-02 | 2013-02-13 | 北海製罐株式会社 | 合成樹脂製ボトルの製造方法 |
| US10518933B2 (en) * | 2009-12-04 | 2019-12-31 | Plastipak Packaging, Inc. | Stackable plastic container |
| JP5524688B2 (ja) * | 2010-04-13 | 2014-06-18 | 北海製罐株式会社 | 合成樹脂製ボトルのブロー成形方法 |
| FR2970951B1 (fr) * | 2011-01-31 | 2013-03-01 | Mezrag Mohamed Seiffeddine Bou | Recipient modulaire compose d'une pluralite de conteneurs emboitables axialement, et procede d'obtention de tels conteneurs par soufflage d'une preforme |
| JP6055675B2 (ja) * | 2012-12-27 | 2016-12-27 | 株式会社吉野工業所 | ボトル |
| JP6220538B2 (ja) * | 2013-03-29 | 2017-10-25 | 株式会社吉野工業所 | ボトル |
| US9278781B1 (en) * | 2014-07-15 | 2016-03-08 | John F. Boldis | Stackable interlocking vessel |
-
2016
- 2016-07-27 JP JP2016147016A patent/JP6957841B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018016344A (ja) | 2018-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6628811B2 (ja) | プリフォーム及び容器の製造方法 | |
| JP6910735B2 (ja) | 合成樹脂製容器、プリフォーム、及び合成樹脂製容器の製造方法 | |
| JP5980813B2 (ja) | パリソン及びそれを用いた容器のブロー成形方法 | |
| US10737428B2 (en) | Forming mold and injection mold | |
| CN102762357B (zh) | 适合吹气模制成最终成型容器的预成型件 | |
| US7387825B2 (en) | Preform for small flat container and small flat container | |
| JP2011218722A (ja) | 合成樹脂製ボトルのブロー成形方法 | |
| CN109496194A (zh) | 具有交叉张紧带部的塑料瓶 | |
| JP2018058590A (ja) | 合成樹脂製容器 | |
| JP6957841B2 (ja) | 合成樹脂製容器の製造方法 | |
| JP4315700B2 (ja) | ポリエチレンテレフタレート樹脂製耐熱ボトル | |
| KR102285874B1 (ko) | 수지제의 용기 부품의 제조 방법, 금형 유닛 및 이를 구비하는 블로우 성형기 | |
| CN101389537A (zh) | 用于热塑性容器制造模具的模底以及配有至少一个设有该模底的模具的模制装置 | |
| JP4700297B2 (ja) | グリップボトル | |
| JP2017210266A (ja) | 合成樹脂製ブロー成形ボトル | |
| JP2707421B2 (ja) | 合成樹脂製二重構造容器及びその製造方法 | |
| JPS6232826Y2 (ja) | ||
| JP6820464B2 (ja) | 合成樹脂製容器 | |
| JP6641793B2 (ja) | 合成樹脂製容器 | |
| CN103052601A (zh) | 玻璃瓶的制造方法 | |
| KR101804423B1 (ko) | 저장 용기의 제조장치 | |
| JP2025077118A (ja) | 合成樹脂製容器 | |
| JP2024018825A (ja) | プラスチックボトル、ブロー成形型及びプラスチックボトルの製造方法 | |
| JP2005169698A (ja) | 2軸延伸ブロー成形法による成形品への突起形成方法 | |
| US20140231375A1 (en) | Pet container having inward thread finish |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190613 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200605 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200908 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210608 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210805 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210907 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210920 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6957841 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |