JP6974209B2 - 溶接方法および溶接装置 - Google Patents
溶接方法および溶接装置 Download PDFInfo
- Publication number
- JP6974209B2 JP6974209B2 JP2018028479A JP2018028479A JP6974209B2 JP 6974209 B2 JP6974209 B2 JP 6974209B2 JP 2018028479 A JP2018028479 A JP 2018028479A JP 2018028479 A JP2018028479 A JP 2018028479A JP 6974209 B2 JP6974209 B2 JP 6974209B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- work
- pipe body
- workpieces
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
- Arc Welding In General (AREA)
Description
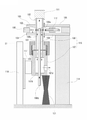
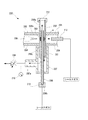
図1において、104,105はクランプ、107はガス流通管体、108はガス導入管体(以下、ノズルと呼ぶ。)である。
次に、図2に示すように、ノズル108の外側に隔離パイプを119をセットする(図13に示すステップS102)。この隔離パイプ119のセットは、ノズル108の上方から、隔離パイプ119を落とし込むようにして行う。このとき、隔離パイプ119の下端は、ガス流通管体107の流通路107bの底面107eに当接する。また、ガス流通管体107の上方に突き出ているノズル108の外側が全て隔離パイプ119によって被い隠される。
次に、図3に示すように、ノズル108の外側にセットされた隔離パイプ119の外側に、セットナット120を用いてワーク101(下側のワーク)をセットする(図13に示すステップS103)。この下側のワーク101が本発明でいう第1のワークに相当する。
次に、図4に示すように、隔離パイプ119を引き抜く(図13に示すステップS104)。この際、ノズル108に隔離パイプ119が接触したとしても、拭き残されているヒュームAは隔離パイプ119の内面に転写されるのみで、ワーク101の内面に転写されることはない。
次に、図5に示すように、クランプ105を用いて、ワーク102(上側のワーク)を固定(クランプ)する(図13に示すステップS105)。この上側のワーク102が本発明でいう第2のワークに相当する。
次に、図6に示すように、ノズル108が貫通固定されたガス流通管体107(ノズルヘッド116)をガイドレール117に沿って上昇(移動)させる(図13に示すステップS106)。このノズルヘッド116のガイドレール117に沿っての上昇はジャッキ121を用いて行う。
次に、図7に示すように、ワーク101の上側の端面とワーク102の下側の端面とを突き合わせた状態で、下側のワーク101をクランプ104を用いて固定(クランプ)する(図13に示すステップS107)。
次に、図8に示すように、溶接ヘッド106によって、ワーク101,102の突き合わせ部分103を全周に渡って溶接する(図13に示すステップS108)。
この突き合わせ部分103の溶接後、図9に示されるように、セットナット120を緩め、ガス流通管体107からセットナット120を外す(図13に示すステップS109)。これにより、ノズルヘッド116がフリーとなる。
次に、ジャッキ121によるノズルヘッド116の支持を解除(ジャッキ解除)する(図13に示すステップS110)。
次に、図11に示すように、クランプ104,105によるワーク101,102のクランプを解除する(図13に示すステップS111)。この場合、溶接されたワーク101,102には、キャップ111とセットナット120が残されている。このため、図12に示されるように、キャップ111を外して、セットナット120を取り除き、溶接されたワーク101,102を取り出す。
以上、実施の形態を参照して本発明を説明したが、本発明は上記の実施の形態に限定されるものではない。本発明の構成や詳細には、本発明の技術思想の範囲内で当業者が理解し得る様々な変更をすることができる。
Claims (6)
- 第1および第2の筒状の金属のワークの端部同士を突き合わせ、この第1および第2のワークの突き合わせ部分の内側に管体が存在する状態とし、前記管体と前記第1および第2のワークの内面との隙間にシールドガスを導入しながら、前記第1および第2のワークの突き合わせ部分を溶接する溶接方法において、
前記突き合わせ部分への前記管体の移動開始位置において前記管体の外側に隔離パイプをセットする隔離パイプセットステップと、
前記管体の外側にセットされた前記隔離パイプの外側に前記第1のワークをセットする第1ワークセットステップと、
前記第1のワークをセットした後に前記隔離パイプを引き抜く隔離パイプ引抜ステップと、
前記第1および第2のワークの内面に前記管体が触れないように、前記管体の軸心の位置を規制しながら、前記溶接を行う前の前記管体の前記突き合わせ部分への移動、および前記溶接を行った後の前記管体の前記突き合わせ部分からの移動を案内する案内ステップと、を備え、
前記案内ステップは、前記溶接を行う前に、前記第1のワークがセットされた前記管体の移動を案内し、前記第1のワークの端部を前記第2のワークの端部に突き合わせる
ことを特徴とする溶接方法。 - 請求項1に記載された溶接方法において、
前記案内ステップは、前記管体の移動をガイドレールに沿って案内する
ことを特徴とする溶接方法。 - 請求項1又は2に記載された溶接方法において、
前記管体と前記第1および第2のワークの内面との隙間への前記シールドガスを前記管体から吹き出すシールドガス吹出ステップを備える
ことを特徴とする溶接方法。 - 第1および第2の筒状の金属のワークの端部同士を突き合わせ、この第1および第2のワークの突き合わせ部分の内側に管体が存在する状態とし、前記管体と前記第1および第2のワークの内面との隙間にシールドガスを導入しながら、前記第1および第2のワークの突き合わせ部分を溶接するように構成された溶接装置において、
前記突き合わせ部分への前記管体の移動開始位置において前記管体の外側にセットされ、前記第1のワークが前記管体の外側にセットされた後に、この管体の外面と前記第1のワークの内面との隙間から引き抜かれる隔離パイプと、
前記第1および第2のワークの内面に前記管体が触れないように、前記管体の軸心の位置を規制しながら、前記溶接を行う前の前記管体の前記突き合わせ部分への移動、および前記溶接を行った後の前記管体の前記突き合わせ部分からの移動を案内するように構成された案内機構と、
を備えることを特徴とする溶接装置。 - 請求項4に記載された溶接装置において、
前記案内機構は、前記管体の移動を案内するガイドレールを含む機構とされている
ことを特徴とする溶接装置。 - 請求項4又は5に記載された溶接装置において、
前記管体は、前記管体と前記第1および第2のワークの内面との隙間への前記シールドガスを吹き出す吹出口を備える
ことを特徴とする溶接装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018028479A JP6974209B2 (ja) | 2018-02-21 | 2018-02-21 | 溶接方法および溶接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018028479A JP6974209B2 (ja) | 2018-02-21 | 2018-02-21 | 溶接方法および溶接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019141882A JP2019141882A (ja) | 2019-08-29 |
| JP6974209B2 true JP6974209B2 (ja) | 2021-12-01 |
Family
ID=67771631
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018028479A Active JP6974209B2 (ja) | 2018-02-21 | 2018-02-21 | 溶接方法および溶接装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6974209B2 (ja) |
-
2018
- 2018-02-21 JP JP2018028479A patent/JP6974209B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019141882A (ja) | 2019-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR200467221Y1 (ko) | 파이프의 내벽의 냉각 또는 살수를 위한 수단을 구비하는 레이저 가공 기계 | |
| CN211072241U (zh) | 一种具有焊前焊后同步清理的激光焊接装置 | |
| RU2423210C2 (ru) | Устройство и способ измерения защитного газа | |
| CN109773296A (zh) | 铜管无缝焊接工艺 | |
| CN110508909B (zh) | 不锈钢管对接自动叠加脉冲单道焊的焊接系统和方法 | |
| KR20090086403A (ko) | 표면 상에 용접 이음매를 만들기 위한 자동 수중 용접 장치 및 방법 | |
| CN117066819B (zh) | 一种液压不锈钢管路的管-管对接自动焊接工艺 | |
| JP6974209B2 (ja) | 溶接方法および溶接装置 | |
| KR100973115B1 (ko) | 아르곤가스 용접용 케이블 | |
| JP2011200895A (ja) | 溶接トーチ | |
| JP3006370B2 (ja) | 水中加工装置 | |
| JP2019188442A (ja) | 溶接方法および溶接装置 | |
| US20180093343A1 (en) | Welding torch and submerged arc welding process technique in one single pass for each layer and at limited volumes of welding with high walls | |
| JPH079132A (ja) | 端栓溶接装置 | |
| JPH0347681A (ja) | 壊れたスタッドの端部に新しいスタッドを溶接する装置及び方法 | |
| KR101846814B1 (ko) | 용접팁 | |
| JP2005262292A (ja) | 薄板円筒管の溶接装置 | |
| JP6016450B2 (ja) | 溶接方法および溶接装置 | |
| SU1279152A1 (ru) | Устройство дл герметизации контактной стыковой сваркой трубы | |
| CN114192939A (zh) | 一种锆材焊接工艺 | |
| KR102408519B1 (ko) | 티그 백킹재 및 그 용접방법 | |
| JP2023023632A (ja) | 溶接装置及び溶接方法 | |
| JP2002361425A (ja) | イナートガスアーク溶接方法および溶接装置 | |
| JP2006326677A (ja) | 溶接装置 | |
| JPS60207Y2 (ja) | 管内面溶接ト−チ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210610 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210622 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210820 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211012 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6974209 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |